Навигация
1 л - ± 2
Пленка, мм:
Толщина - 0,1
Ширина - 320
Размеры пакета для дозы (без продукта), мм:
0,25 л - 110х150
0,5 л - 175х150
1 л - 255х150
Давление в пневмосистеме, МПа - 0,62
Расход воздуха, м3/ч - 48
Мощность привода, кВт - 22
Габаритные размеры, мм - 3240х2400х2580
Масса (без компрессора), кг - 745
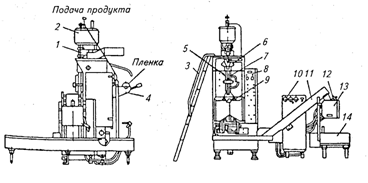 Рисунок 9
Рисунок 9
1 – поршневой дозатор; 2 – бак молочный; 3 – лестница; 4 – рулонодержатель; 5 – формовочная трубка; 6 - рукавообразователь; 7 – механизм сварки продольного шва; 8, 10 – шкафы электрооборудования; 9 – механизм сварки поперечного шва; 11 – конвейер пакетов; 12 – фотоэлемент счетного устройства; 13 – бункер; 14 – конвейер ящиков с пакетами
Технологический расчет Расход сырья и выход готового продукта
Норма расхода сырья представляет собой массу сырья в килограммах, затраченного на выработку 1 т готового продукта. Массу сырья, затраченного на получение 1 т готового продукта, рассчитывают по формуле:
Рс = 1000*rг * 100 ,
rс 100-n
где Рс – норма расхода сырья, кг на 1 т кефира; rг, rс – массовая доля жира в готовом продукте и сырье, %; n – предельно допустимые потери, %.
Зная, что в данный цех поступает нормализированное по жиру молоко, и жирность получаемого продукта также равна 3,2 %, находим норму расхода сырья:
Рс = 1000*3,2 * 100 = 1001,5 кг
3,2 100-0,15
Для экономических расчетов следует также учитывать норму закваски, которая составляет 5 % массы заквашиваемой смеси, т.е. 50 кг на 1 т сырья. В данной технологической линии закваска поступает из заквасочной, поэтому данный объем нами в дальнейшем учитываться не будет.
Данная технологическая линия производства кисломолочных напитков резервуарным способом рассчитана на производительность 12 т в сутки, следовательно расход сырья в сутки равен:
12 т *1001,5 кг/т = 12018 кг (12,018 т)
Расчет и подбор технологического оборудования
При расходе нормализованного молока в сутки 12,018 т на производство кефира в данной технологической линии используется два молокохранительных танка В2-ОМГ-10, объемом по 10 т каждый, что позволяет не только покрывать потребность линии в сырье, но и создавать необходимый производственный резерв, перспективу для дальнейшего развития.
Из молокохранительного танка В2-ОМГ-10 молоко центробежным насосом НМУ-6 подается в пастеризационно-охладительную установку ОПЛ-5.
Время работы технологического оборудования вычисляют по формуле 1:
Тр = Мсм/ (q*n), где Тр – время работы; Мсм – количество перерабатываемого сырья в смену, кг; q – производительность машины; n – число машин или установок.
Зная производительность насоса (6000кг/ч), количество перерабатываемого сырья в смену, 6009 кг, количество насосов – 1, получаем
Тр = 6009/6000*1 = 1,015 ч
Степень загрузки технологического оборудования определяют по формуле 2:
Кзаг = Мсм/ (q*n*ксм*Тсм)*100%, где Кзаг – степень загрузки технологического оборудования; Мсм – количество перерабатываемого сырья в смену, кг; q – производительность машины, кг/ч; n – число насосов; ксм – коэффициент, учитывающий использование времени смены, 0,8; Тсм – время рабочей смены, 12 ч.
Тогда степень загрузки насоса НМУ-6 за смену Кзаг = 6009/(6000*1*0,8*12)*100 % = 10,4 %
Таким образом, молоко перекачивается насосом НМУ-6 за 1,015 ч, после чего оно подвергается дальнейшей технологической обработке, а насос промывается в соответствии с инструкцией, сушится и используется по мере необходимости в иных технологических линиях данного цеха выработки кисломолочной продукции. Необходимо также учитывать, что степень общей загрузки машины складывается из всех его загрузок в различных технологических линиях данного цеха, поэтому не стоит считать получившуюся степень загрузки НМУ-6, равную 10,4 % ничтожно малой.
В дальнейшем молоко поступает на обработку в пастеризационно-охладительную установку ОПЛ-5. Пользуясь формулой 1, найдем время работы данной установки, зная, что ее производительность 5000кг/ч:
Тр = 6009/5000*1 = 1,2 ч
Степень загрузки установки определим по формуле 2:
Кзаг = 6009/(5000*1*0,8*12)*100 % = 12,5 %
В ходе расчетов мы получили, что для гомогенизации и пастеризации необходимого сырья с помощью данной установки требуется 1,2 ч и степень загрузки ОПЛ-5 составляет 12,5 %. Эти данные позволяют использовать ОПЛ-5 в цехе в нескольких технологических линиях, что увеличит нагрузку на оборудование и позволит сэкономить затраты.
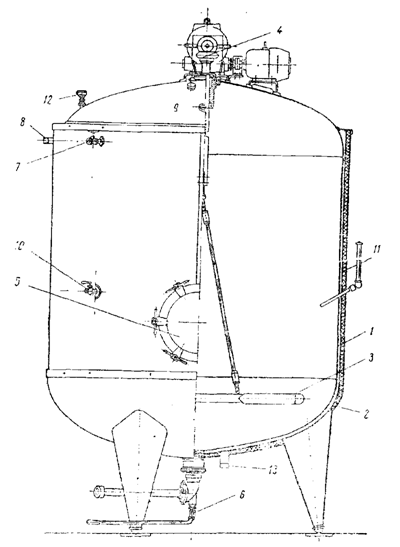
В дальнейшем молоко поступает в двустенный танк ОТК-6, куда насосом НРМ-2 подается закваска. Технологический процесс требует сквашивания сырья в аппарате до необходимого уровня кислотности (80-100 0Т), а потом его созревания в течении 6 ч. Рабочая емкость данного резервуара составляет 6000 л, полная емкость – 6200 л. В данной технологической линии используется четыре таких танка, что связано с необходимостью длительной обработки резервуара после фасовки продукта, а также наличием резервных возможностей для дальнейшего увеличения выпуска продукции в цехе.
Степень загрузки резервуара определим по формуле 2:
Кзаг = 6009/(1000*1*0,8*12)*100 % = 62,6 %
Где 1000 – условная производительность ОТК-6 в час, т.к. 6000 кг молока выдерживаются в нем 6 ч.
Закваска подается насосом НРМ-2 из заквасочной сразу в танк. Пользуясь формулой 1, найдем время его работы, зная, что производительность НРМ-2 250 кг/ч, и количество перекачиваемой закваски составляет 50 кг:
Тр = 50/250*1 = 0,2 ч
Степень загрузки насоса определим по формуле
Кзаг=50/(250*1*0,8*12)*100 % = 2,08 %
Из расчетов видно, что время работы насоса НРМ-2 в данной технологической линии очень мало, 0,2 ч за смену и степень его загрузки составляет всего 2,08 %. Но следует помнить, что данный насос используется в цехе не только при производстве кефира, но и при подаче закваски в других технологических линиях.
Готовая продукция расфасовывается с помощью фасовочно-упаковочного автомата М6-ОПЗ-Е. Часовая производительность такого автомата рассчитывается по формуле 3:
У = 60*У´*gy*ky,
где У – производительность оборудования, кг/ч; У´- производительность автомата, упаковок/мин;
gy – масса продукта в одной упаковке, кг; ky – коэффициент, учитывающий допустимое отклонение массы дозируемого продукта (ky = 1,02).
Зная производительность автомата (25 упаковок/мин), массу продукта в одной упаковке (1 кг), получаем:
У = 60*25*1*1,02 = 1530 кг
Пользуясь формулой 1, найдем время работы автомата М6-ОПЗ-Е, зная, что его производительность 1530 кг/ч:
Тр = 6000/1530*1 = 3,9 ч
Степень загрузки фасовочного автомата определим по формуле 2:
Кзаг = 6000/(1530*1*0,8*12)*100 % = 40,8 %
По данным расчетов видно, что время работы фасовочно-упаковочного аппарата достаточно велико – 3,9 ч, как и степень загрузки – 40,8 %. Это следует учитывать при проектировании остальных технологических линий данного цеха и минимально задействовать на фасовке других продуктов эту установку. При возникновении необходимости фасовки кефира в пленочную упаковку по 0,5 л следует использовать имеющиеся в цехе автоматы для розлива ряженки или йогурта, в данный момент не задействованные в своей линии.
Таким образом, в ходе расчетов времени работы машин и степени их загрузки видно, что данная технологическая линия соответствует требованиям технологического процесса выработки кефира 3,2 % жирности, а также имеет высоких потенциал для расширения объемов производства.
Расчет площади цеха
Расчет сетки колонн, исходя из того, что строительный квадрат равен 6 х 6 м, осуществляется по формуле 1: Sоб = (∑S*К)/36, где Sоб – количество квадратов; ∑S – сумма всех площадей, занимаемых оборудованием; К- поправочный коэффициент, 3,5-5.
Исходя из габаритных размеров оборудования, рассчитаем площадь, занимаемую им:
Танк молокохранительный В2-ОГМ 2 шт
S1 = 2*(4,45*2,125) = 18,92 м2
Центробежный насос НМУ-6 1 шт
S2 = 1*(0,39*0,275) = 0,1 м2
Пастеризационно-охладительная установка ОПЛ-5 1 шт
S3 = 1*(4,4*4,2) = 18,48 м2
Шестеренный насос НРМ-2 1 шт
S4 = 1*(0,475*0,295) = 0,14 м2
Танк Г6-ОПБ-1000 1 шт
S5 = 1*3,14*0,72 = 1,5 м2
Танк двустенный ОТК-6 4 шт
S6 = 4*3,14*1,142 = 16,4 м2
∑S = S1 + S2 + S3 + S4 + S5 + S6 = 18,92 + 0,1 + 18,48 + 0,14 + 1,5 + 16,4 = 65,82 м2
Подставляя полученное выражение в формулу 1, получаем:
Sоб = (65,82*3,5) /36 = 6
Обозначения к машинно-аппаратной схеме технологической линии производства кефира
1. Танк молокохранительный В2-ОМГ-10
2. Насос центробежный НМУ-6
3. Балансировочный бак
4. Центробежный насос для молока
5. Пластинчатый пастеризатор
6. Пульт автоматического контроля и регулирования тепловой обработки молока
7. Обходной клапан
8. Молокоочиститель ОМА-3М
9. Гомогенизатор А1-ОГМ
10. Танк Г6-ОПБ-1000 для выдерживания пастеризованного молока
3, 4, 5, 6, 7, 8, 9, 10 – входят в состав установки ОПЛ-5
11. Танк двустенный ОТК-6 для сквашивания молока
12. Смеситель для закваски
13. Фасовочно-упаковочный автомат М6-ОПЗ-Е
14. Трехходовой кран
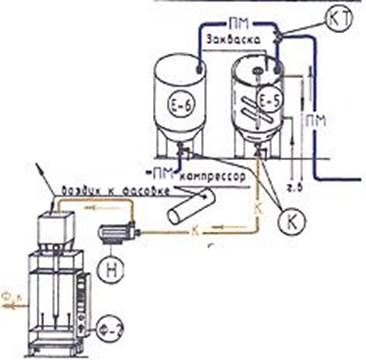
Обозначения к машинно-аппаратной схеме цеха производства кефира
1. Резервуары для хранения молока В2-ОМГ-10
2. Насос центробежный для молока НМУ-6
3. Балансировочный бак
4. Центробежный насос для молока
5. Пластинчатый пастеризатор
6. Молокоочистители ОМА-3М
7. Гомогенизатор А1-ОГМ
8. Танк Г6-ОПБ-1000 для выдерживания пастеризованного молока
9. Резервуары двустенные для кисломолочных напитков ОТК-6
10. Бойлер
11. Насос для горячей воды
3, 4, 5, 6, 7, 8, 10, 11 - входят в состав ОПЛ-5
12. Пульт автоматического контроля и регулирования тепловой обработки молока
13. Фасовочно-упаковочный автомат М6-ОПЗ-Е
Заключение
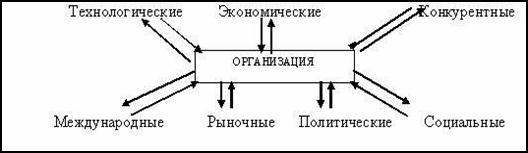
Развитие пищевой промышленности нашей страны и области имеет важное политическое, экономическое и социальное значение. Только при верном подходе к организации перерабатывающих предприятий, их модернизации и соблюдении всех технологических нормативов можно добиться создания наиболее конкурентоспособной продукции. Необходимо помнить, что производство и реализация пищевых продуктов несут в себе не только экономическую целесообразность, но и коренным образом влияют на состояние здоровья населения.
Кисломолочная продукция оказывает положительное воздействие на пищеварительную систему человека, в связи с тем, что в результате ряда биохимических процессов, протекающих при сквашивании молока, образуется особая, молочнокислая микрофлора, имеющая в своем составе различные вещества - молочную кислоту, углекислый газ, спирт, антибиотики и др. Усвояемость кисломолочных продуктов выше, чем усвояемость свежего молока, так как в кисломолочных продуктах белки частично пептонизированы. Кроме того, в ряде кисломолочных продуктов сгусток пронизывается мельчайшими пузырьками углекислого газа, в результате чего становится более доступным воздействие ферментов пищеварительного тракта.
Кефир имеет приятный, слегка освежающий и кислый вкус, нежный сгусток, возбуждает аппетит, усиливает секреторную и моторную деятельность желудка и кишечника, укрепляет нервную систему. Благодаря своим питательным свойствам он широко применяется для лечения и профилактики малокровия, атеросклероза, болезней легких и плевры, при нарушении функции желудочно-кишечного тракта и обмена веществ.
При соблюдении технологического процесса, а именно тщательному подбору исходного сырья, соблюдению норм температур и давления при пастеризации и гомогенизации, заквашиванию молока хорошо смоделированными, качественными заквасками, постоянном контроле качества полуфабриката в химической лаборатории, своевременном розливе и маркировке, можно добиться получения продукции, отвечающей требованиям современной индустрии питания. Выбор технологической линии, подбор машин по производительности и совместимости их друг с другом, обеспечение санитарно-гигиенических норм удобством мытья оборудования, а также максимальная автоматизация процесса и улучшение условий труда рабочих наряду с реализацией технологического процесса играет важнейшую роль в формировании свойств готового продукта, рентабельности всего производства в целом.
Список использованной литературы
1. Беляев А.Н. Механизация производства кисломолочных напитков резервуарным способом – Изд-во «Пищевая промышленность», 1964
2. Беляев А.Н. Технологическое оборудование для производства кисломолочных напитков резервуарным способом. – Изд-во «Пищевая промышленность», 1970
3. Богданова Г.И., Новоселова Л.Ф. Опыт производства кефира резервуарным способом. – М.: Центипищпром, 1965
4. Глазачев В.В. Производство кисломолочных продуктов. – М.: Пищепромиздат, 1960
5. Крусь Г.Н. и др. Технология молока и молочных продуктов / Г.Н. Крусь, А.Г. Храмцов, З.В. Волокитина, С.В. Карпычев; Под ред. А.М. Шалыгиной. – М.: Колос, 2006. – 455 с.
6. Курочкин А.А., Ляшенко В.В. Технологическое оборудование для переработки продукции животноводства / Под ред. В.М. Баутина. – М.: Колос, 2001. – 440 с.
7. Основы проектирования и строительства перерабатывающих предпритий. / Гордеев А.С., Завражнов А.И., Курочкин А.А., Хмыров В.Д., Шабурова Г.В. / под ред. Завражнова А.И. – М.: Агроконсалт, 2002 – 492 с.
8. Шершнева В.И., Беляев А.Н. Усовершенствование производства кисломолочных напитков резервуарным способом. – М.: Центипищпром, 1962
9. Шидловская В.П. Органолептические свойства молока и молочных продуктов. Справочник. – М.: Колос, 2000. – 280 с.
Похожие работы
... мощность, кВт 1,1 габаритные размеры, мм 480×264×200 масса, кг 33,5 Технологическая линия производства продукции Обозначения: 1 - насос Г2-ОПД; 2 - весы СМИ-500; 3 - насос Г2-ОПБ; - молоко 4 - автоматизированная пластинчатая пастеризационно-охладительная - установка ОП2-У5; 5 - сепаратор ...

... . 1 ФУНКЦИОНАЛЬНЫЙ И ТЕХНИКО-ЭКОНОМИЧЕСКИЙ АНАЛИЗ ОБЪЕКТА УПРАВЛЕНИЯ И ФОРМИРОВАНИЕ ЦЕЛИ АВТОМАТИЗАЦИИ 1.1 Наименование и область применения Наименование курсовой работы - «Моделирование процесса производства кефира». Моделирование происходит на примере заквасочника для возможности прогнозирования результатов процесса закваски и выбора оптимального регулирования. 1.2 Основание ...
... производства товарной продукции, работ, услуг по ОАО. Ежемесячно до 1-го числа планируемого месяца бухгалтерия производит расчеты и планирует фонды оплаты труда ОАО «Гормолзавод Вольский», подразделении, исходя из планового объема производства товарной продукции, работ, услуг и нормативов. Плановые фонды оплаты труда служат для планирования затрат по заработной плате в себестоимости товарной ...
... , прибыли в пределах допустимой, определяемой с учетом качества продукции и конъюнктуры рынка, а также установленного уровня инфляции. 3 НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА НА КПУП «ГМЗ № 3» 3.1 Совершенствование организационной структуры Главные задачи перспективного стратегического развития КПУП «ГМЗ № 3»: - увеличение количества объемов производства и реализации ...
0 комментариев