Навигация
Технологический процесс сборки и сварки узлов и секции
28103
знака
8
таблиц
0
изображений
Введение
Совершенствование методов постройки судов является главным направлением развития технологии и организации судостроительного производства. Это направление в последние годы в результате выполнения ряда научно-исследовательских и опытно-конструкторских разработок получило существенное развитие благодаря более широкому использованию модульного принципа в судостроении.
Применительно к судостроению внедрение модульного принципа предполагает использование конструктивных и технологических модулей (блоков, агрегатов, унифицированных элементов оборудования и оснастки и т.п.).
Внедрение модульного принципа в судостроение с применением ЭВМ обеспечивает существенное повышение эффективности технологической подготовки производства, снижение затрат в процессе производства и в сфере эксплуатации судов.
На стадии проектирования судов снижение затрат обуславливается сокращением трудоемкости, длительности и объёма выполнения проектно-конструкторских работ в результате уменьшения количества выполняемых чертежно-конструкторских документов и многократного их использования, сокращением затрат на внесение исправлений в чертежи и конструкторскую документацию, снижением потерь времени на согласование и утверждение разрабатываемой документации вследствие повышения качества работ и уменьшения вероятности появления ошибок.
На стадии технологической подготовки производства экономический эффект обеспечивается главным образом при использовании комплексной системы типовых технологических процессов, агрегатированной оснастки и оборудования, разрабатываемых на основе унификации и стандартизации судовых конструкций. Применение типовых технологических процессов при изготовлении конструктивных и функциональных модулей сопровождается существенным сокращением количества разрабатываемой оснастки. Внедрение модульного принципа позволит устранить имеющееся многообразие инструментов, приспособлений, оснастки, требующих значительных затрат на их проектирование и изготовление.
1. Разработка технологических процессов сборки и сварки узлов
| № операции | Содержание работ | Установить | Профессии | |
| Узлы | Детали | |||
| Технологический процесс сборки и сварки полотнищ на стенде (сварка на весу) для узла 1 | ||||
| 1. | Подать краном листы на стенд, разложить их согласно чертежу, состыковать между собой (с подготовкой кромок под сварку автоматом АДС-1000), взять на прихватки. | _____ | 1/3;2/3; 3/2;4/2;5/1;6/1 | Сборщик, Такелажник или Стропальщик, Крановщик, Сварщик. |
| 2. | Прижать полотнище грузами к стенду по обеим сторонам пазов. | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик, Сварщик. |
| 3. | Прикрепить полотно к стенду прихватками. | _____ | _____ | Сварщик. |
| 4. | Установить и приварить по концам стыковых соединений выводные планки размером 100x100 (толщина планок 16;20 мм.). | _____ | _____ | Сборщик, Сварщик. |
| 5. | Сдать конструкцию под сварку. | _____ | _____ | Мастер сборочных работ. |
| 6. | Заварить пазы и стыки автоматом АДС-1000 сварочной проволокой СБ-08А, диаметр 5 мм., флюс ОСЦ-045. | _____ | _____ | Сварщик. |
| 7. | Освободить полотнище от закреплении. | _____ | _____ | Сборщик, |
| 8. | Перекантовать в соответствии со схемой кантовки и транспортировки. | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик. |
| 9. | Прижать полотнище грузами к стенду по обеим сторонам пазов и стыков | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик. |
| 10. | Прикрепить полотнище к стенду по контуру прихватками. | _____ | _____ | Сварщик. |
| 11. | Выполнить сварку швов с обратной стороны аналогично п.6 | _____ | _____ | Сварщик |
| 12. | Освободить полотнище от закрепления к стенду. | _____ | _____ | Сборщик |
| 13. | Осуществить контроль сварных швов в соответствии с ОСТ 5.1093-79 и схемой контроля. | _____ | _____ | Мастер сварочных работ, Рентгенолог |
| 14. | Проверить габаритные размеры, удалить припуски. | _____ | _____ | Проверщик |
| 15. | Сдать полотнище на комплектность и качество. | _____ | _____ | Мастер сварочных работ, Мастер сборочных работ, Мастер ОТК. |
| 16. | Выполнить маркировку. | _____ | _____ | Маркировщик. |
| 1. | Подать краном листы на стенд, разложить их согласно чертежу, состыковать между собой (с подготовкой кромок под сварку автоматом АДС-1000), взять на прихватки. | _____ | 7/1;8/1 | Сборщик, Такелажник или Стропальщик, Крановщик, Сварщик. |
| 2. | Прижать полотнище грузами к стенду по обеим сторонам стыка. | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик, Сварщик. |
| 3. | Прикрепить полотно к стенду прихватками. | _____ | _____ | Сварщик. |
| 4. | Установить и приварить по концам стыковых соединений выводные планки размером 100x100 (толщина планок 9мм.). | _____ | _____ | Сборщик, Сварщик. |
| 5. | Сдать конструкцию под сварку. | _____ | _____ | Мастер сборочных работ. |
| 6. | Заварить стыки ручной сваркой УОНИИ 13/45А, Ø4-5мм | _____ | _____ | Сварщик. |
| 7. | Освободить полотнище от закреплении. | _____ | _____ | Сборщик, |
| 8. | Перекантовать в соответствии со схемой кантовки и транспортировки. | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик. |
| 9. | Прижать полотнище грузами к стенду по обеим сторонам стыка | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик. |
| 10. | Прикрепить полотнище к стенду по контуру прихватками. | _____ | _____ | Сварщик. |
| 11. | Выполнить сварку шва с обратной стороны аналогично п.6 | _____ | _____ | Сварщик |
| 12. | Освободить полотнище от закрепления к стенду. | _____ | _____ | Сборщик |
| 13. | Осуществить контроль сварных швов в соответствии с ОСТ 5.1093-79 и схемой контроля. | _____ | _____ | Мастер сварочных работ, Рентгенолог |
| 14. | Проверить габаритные размеры, удалить припуски. | _____ | _____ | Проверщик |
| 15. | Сдать полотнище на комплектность и качество. | _____ | _____ | Мастер сварочных работ, Мастер сборочных работ, Мастер ОТК. |
| 16. | Выполнить маркировку. | _____ | _____ | Маркировщик. |
Узел 4 аналогично узлу 3
Технологический процесс сборки и сварки тавровых балок на стенде для узла 5.
| 1. | Пробить контрольную линию на пояске балки. | _____ | 16/1 | Сборщик. |
| 2. | Установить стенку, произвести сборку стенки с пояском балки, взять на прихватки. | _____ | 15/1 | Сборщик, Сварщик. |
| 3. | Приварить поясок к стенке полуавтоматом в СО2 сварочной проволокой Св-08Г2С, диаметр 1,2 мм. | _____ | _____ | Сварщик. |
| 4. | Освободить узел от закреплении. | _____ | _____ | Сборщик. |
| 5. | Снять узел с оснастки. | _____ | _____ | Сборщик, Такелажник или Стропальщик, Крановщик. |
| 6. | Произвести замеры узла в соответствии с ОСТ 5.9324-79 | _____ | _____ | Бригадир, Проверщик. |
| 7. | Сдать узел на комплектность и качество. | _____ | _____ | Мастер сварочных работ, Мастер сборочных работ, Мастер ОТК. |
| 8. | Выполнить маркировку. | _____ | _____ | Маркировщик. |
Применить аналогично к узлу 6,7,8.
Технологический процесс сборки и сварки нижней палубы
| 1. | Подготовка стенда. Удалить временные крепления на стенде зачистить места их приварки, проверить стенд на горизонтальность и прямолинейность согласно ОСТ 5.9329-74 | _____ | _____ | Сборщик. |
| 2. | Укладка полотнищ нижней палубы. Подать краном стенку узла, уложить на стенд, обжать и закрепить. | _____ | 2/1 | Сборщик, Такелажник или Стропальщик, Крановщик, Сварщик. |
| 3. | Разметка. Произвести разметку мест установки ребер жесткости согласно ОСТ 5.9324-74.Линии разметки накернить. | _____ | _____ | Сборщик. |
| 4. | Установка ребер жесткости. Подать краном ребра жесткости, разложить их на лист согласно чертежу вдоль линии разметки; установить ребра жесткости по разметке, обжать к полотнищу и закрепить прихватками. | _____ | 5/13 | Сборщик, Такелажник или Стропальщик, Крановщик, Сварщик. |
| 5. | Сдача конструкций под сварку. Проверить правильность сборки согласно чертежу и плазовым данным; проверить правильность подготовки кромок под сварку; проверить чистоту кромок. В случае их загрязнения очистить в соответствии с ОСТ 5.9092-81 | _____ | _____ | Мастер сборочных работ, Мастер ОТК, Сборщик. |
| 6. | Приварка ребер жесткости к листу. Приварить ребра жесткости полуавтоматом в СО2 сварочной проволокой Св-08Г2С, диаметр 1,2 мм. на проход симметрично относительно продольной оси полотнища. | _____ | _____ | Сварщик. |
| 7. | Освободить узел от закрепления. | _____ | _____ | Сборщик. |
| 8. | Контроль сварных швов. Осуществить контроль сварных швов в соответствии с ОСТ 5.1093-78 и схемой контроля сварных швов; исправить дефекты сварных швов в соответствии с ОСТ 5.1078-76 | _____ | _____ | Мастер сварочных работ, Мастер ОТК, Сварщик. |
| 9. | Замеры угла согласно ОСТ 5.9324-79 | _____ | _____ | Мастер ОТК. |
| 10. | Сдача угла на комплектность и качество. | _____ | _____ | Мастер ОТК. |
| 11. | Маркирование. Выполнить маркировку шва с лицевой и внутренней сторон белой краской. Маркировку обвести краской. | _____ | _____ | Маркировщик. |
Похожие работы
... Температура прокалки, *С Время выдержки, ч В электри-ческой кладовой В сушильных шкафах В термо-таре Ферритные электроды 480° ± 20 3 15 10 45 Флюс 650° ±20 4 7 - - 2.9 Технологический процесс Технологический процесс сборки и сварки секции палубы выполнен в табличной форме. Таблица 25 - Технологический процесс сборки и сварки секции Наименование операции ...
... питания ВС – 1000 с номинальным сварочным током Материалы: сварочная проволока Св 10ГН , флюс марки АН-348А. Технологическая последовательность сборки бортовой секции корпуса судна. Технологическая карта на сборку и сварку корпусной конструкции. Таблица4. Кафедра Секция ВолковД.В. Группа 97-КС-2 Номера операций Содержание сборочных и сварочных операций с нумерацией ...
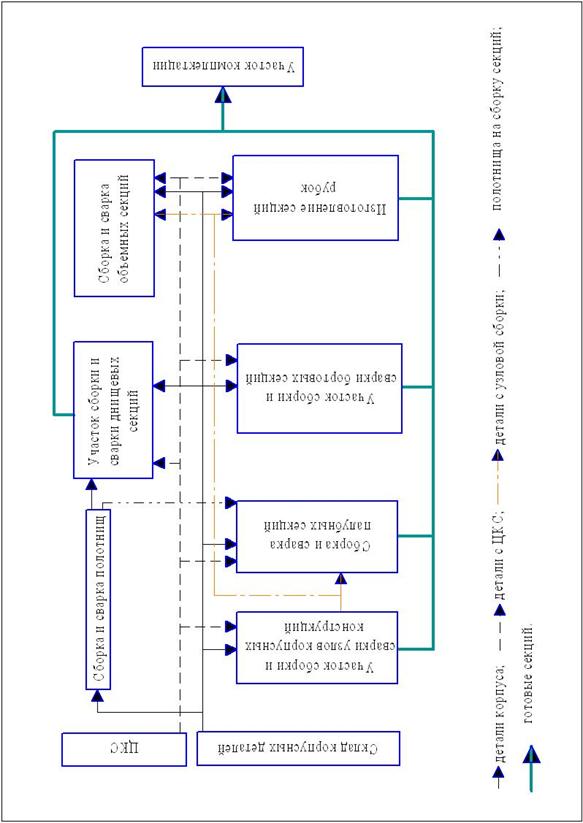
... и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей. Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха. Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также ...
... приемно-сдаточной документации. 8.5. Испытания готового корпуса на непроницаемость необходимо производить в обязательном порядке согласно ОСТ5.1180. 9. Выбор СТО для изготовления секции 9.1. Проектирование нового автоматизированного и механизированного оборудования, технологической оснастки и приспособлений для изготовления корпусных конструкций следует производить одновременным методом и ...
0 комментариев