Навигация
1.3 Плёнки для ламинирования
Плёнки для ламинирования бывают:
Глянцевые — отлично передают цвет изображения, его насыщенность и яркость. Световые блики, возникающие на глянцевой поверхности, мешают воспринимать мелкие детали, к примеру, информационный текст.
Матовые — исключают блики, дают возможность без труда делать надписи на поверхности. Эти надписи легко стираются обычным ластиком. Покрытие матовой плёнкой выглядит более респектабельно и как правило требуется для ламинирования визиток и дорогой рекламной продукции.
Текстурированные — например: «Песок», «Холст», «Лён», «Брызги шампанского», «Ткань» используют для декорирования поверхности изображения.
Современные плёнки для ламинирования производятся на основе трёх видов полимеров:
ü Полиэстера (полиэтилентерефталат — РЕТ);
ü Полипропилена (РР, BOPP);
ü Поливинилхлорида (ПВХ или PVC).
Примечательно то, что плёнки на основе ПВХ пригодны для ламинирования лакокрасочного покрытия автомобилей, что впервые было опробовано в 2005 году российскими стилистами из Re-styling.
Любая плёнка на основе полиэстера — многослойная и содержит, как правило, три слоя:
1. слой полиэстера (PET), служащего основой и придающего плёнке жёсткость и упругость;
2. слой полиэтилена (РЕ), служащего связующим звеном и своеобразной «подушкой» при ламинировании;
3. слой полимерного «клея» (EVA — этиленвинилацетат) — низкоплавкого (95-120°С) полимера, обладающего адгезивными свойствами.
Глава 2. Устройство и принцип работы ламинатора
2.1 Ламинатор и его виды
Устройство, позволяющее быстро и качественно покрывать продукцию защитным слоем пленки (ламинировать) называется Ламинатор.
Ламинатор состоит из транзитного и прижимного устройств — валов. Простейшие модели имеют одну пару валов (совмещают в себе функцию продвижения и прижима); офисные и профессиональные ламинаторы оснащены двумя парами валов. Специализированные ламинаторы могут иметь три пары валов для усиления функции прижима. Наличие двух пар валов — достаточное условие для качественной ламинации. Если ламинатор предназначен для горячего ламинирования, он имеет какой-либо из трёх возможных вариантов нагревательного элемента: нагревательная пластина, нагревающиеся валы (передняя пара), комбинация нагревательной пластины и нагревающихся валов. Как правило, все современные ламинаторы предназначены одновременно для холодной и горячей ламинации. В зависимости от того, имеет ли ламинатор возможность работать с рулонной плёнкой, различаются ламинаторы рулонные и конвертные. На таких ламинаторах нет разматывающего устройства для использования рулонной плёнки. В зависимости от сложности конструкции, ламинатор может иметь или не иметь возможности: изменять температуру, скорость, ход валов на обратный, запоминать режим ламинирования, иметь возможность самоотключения после остывания нагревательного элемента.
При ламинировании используют специальную плёнку (толщиной от 32 мкм до 250 мкм).
Для холодного ламинирования используется плёнка имеющая высокопрозрачную клеевую систему, активизируемую давлением.
Горячее ламинирование проходит под воздействием давления и температуры.
Ламинаторы разделяются на пакетные ламинаторы и рулонные ламинаторы.
Пакетные ламинаторы различаются между собой по форматам, наличию регулировки температуры, материалу корпуса, наличию реверса, по толщине ламинируемого материала, регулировке скорости, наличию возможности тиснить фольгой. В качестве расходных материалов для ламинирования применяется пленка, внешне напоминающая пакет. (Два листа ламинационной пленки, спаянные между собой по одной стороне клеевым слоем внутрь).
Государственные учреждения, фотостудии, бюро пропусков, офисы, копицентры, типографии, дом, сад, учебные заведения. Рулонные ламинаторы различаются между собой по ширине ламинирования, скорости ламинирования, возможности работать с материалами разных толщин, возможности одностороннего ламинирования, холодного ламинирования, непрерывного ламинирования, одновременного эибоссирования заламинированной продукции, работой с пленкой разной длинны намотки, на разных гильзах, разной толщины. Сфера применения рулонных ламинаторов. Офисы, копицентры, минитипографии, типографии, широкоформатная печать, наружная реклама.
2.2 Материал корпуса ламинатора
Материал, из которого сделан корпус ламинатора, напрямую влияет на срок его непрерывной работы. Например, во избежание деформации корпуса ламинатора некоторые модели не рекомендуют непрерывно использовать более одного часа. Ламинаторы с термоустойчивым пластиковым корпусом можно непрерывно использовать в течение 4-х часов, ламинаторы с металлическим корпусом выдерживают до 8-ми часов непрерывной работы (почти любой рулонный ламинатор можно эксплуатировать круглосуточно).
2.3 Принцип работы ламинаторов, и последовательность действий при работе на них
Принцип работы пакетных ламинаторов. Подготовленный (очищенный от пыли) для ламинирования материал помещается в пакет (см. выше) для ламинирования и пропускается через ламинатор. Пакет захватывается ламинационными валами (находящимися в постоянном движении), при этом клеевой слой ламинационной пленки разогревается, одновременно становясь прозрачным, и приклеивает пленку к продукту. На выходе из ламинатора получается заламинированный лист. В случае использования ламинатора с холодными валами (нагревательный элемент пластина) необходимо применение защитного конверта (кэриера).
Кэриер - бумажный защитный конверт, применяется при работе на пакетных ламинаторах с холодными валами и отсутствием регулятора температуры.
Принцип работы рулонных ламинаторов. В отличие от пакетных ламинаторов, использующих в работе пакетную пленку для ламинирования (пакеты, карманы) в рулонных ламинаторах используется пленка, смотанная в рулон. Пленка для ламинирования в рулонах различается по ширине, толщине, внутреннему и внешнему диаметру.
Рулон пленки для ламинирования устанавливается на металлическую штангу таким образом, чтобы при прохождении пленки между валами ламинатора клеевой слой был обращен в сторону ламинируемого материала. При одностороннем ламинировании используется 1 рулон пленки, при двустороннем ламинировании используется два рулона пленки. После заправки пленки, выставления температуры и нажатия кнопки "ПУСК" листы по направляющей подаются непрерывно, посредством вспомогательных валов заламинированная продукция выводится для последующей резки.
Похожие работы
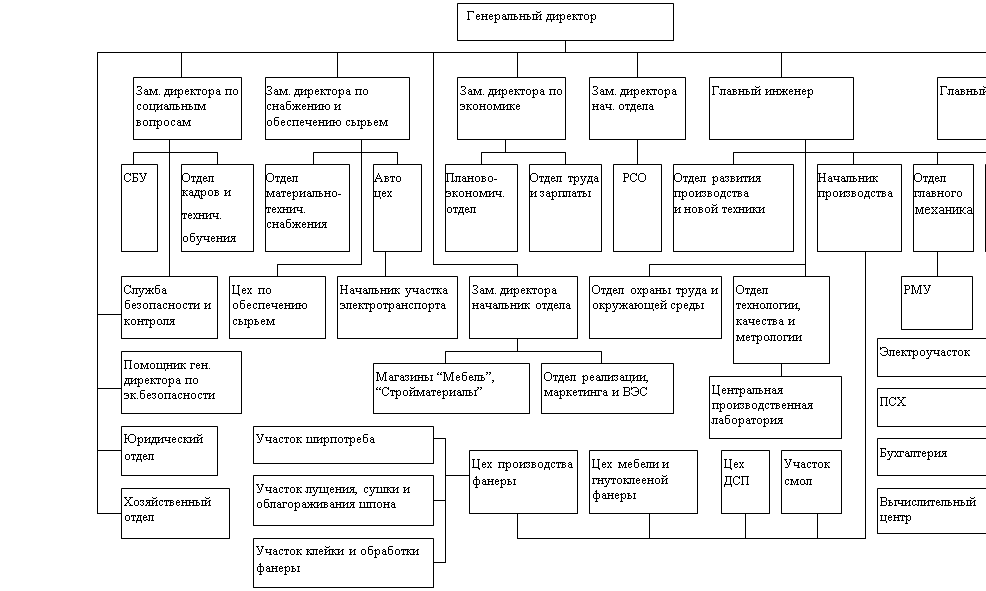
... из вышеизложенного, можно сделать вывод, что в 2004 году деятельность предприятия была более эффективна по сравнению с предыдущим годом. 3. Повышение эффективности финансовой деятельности предприятия ЗАО "ЧФМК" Проведенный анализ финансово-экономической деятельности предприятия ЗАО "ЧФМК" за 2004 год показал, что рост выручки предприятия составил 26,2%, рост чистой прибыли 58,8%, а рост ...
... наблюдению, сравнению, многократному повторению. Но опыт преподавания специальных дисциплин показывает, что данные методы эффективны лишь на начальных этапах. Например, при ознакомлении с новой техникой художественной обработки стекла. Объяснительно-иллюстративный метод может быть применён при решение иллюстративных или модельных задач из курса художественных дисциплин (в том числе ДПИ). ...

... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
0 комментариев