Навигация
Обучение работе на деревообрабатывающих станках
76335
знаков
1
таблица
0
изображений
2.4 Обучение работе на деревообрабатывающих станках
Работа на станках связана с возможностью травматизма, поэтому особенное внимание должно быть уделено правилам безопасности труда. Опыт работы показывает, что учащиеся не всегда осознают грозящую им опасность и нарушают элементарные правила безопасности, пытаясь, например, остановить руками части станка, вращающиеся по инерции после выключения последнего, измерить на ходу станка деталь и др. Поэтому учитель подробно разъясняет учащимся правила безопасности труда и указывает, к чему может привести нарушение их. Конечно, предостерегать учащихся нужно так, чтобы не вызвать у них боязни к работе на станке. Известно, что некоторые учащиеся не сразу решаются работать на станке, и поэтому в процессе разъяснения правил безопасности труда нужно вселять в них уверенность в свои силы.
Работа на станке начинается с организации рабочего места. Учитель показывает на конкретных примерах, на что надо обратить особое внимание, например на правильное расположение инструментов в тумбочке и заготовок на стеллаже.
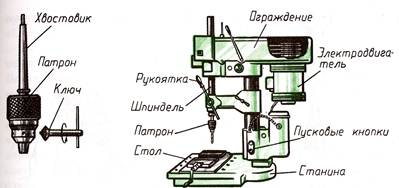
Непосредственной обработке материалов на станках предшествует ознакомление с приемами управления: включение и выключение станка, переключение коробки скоростей и подач, перемещение рабочих органов. Особое внимание следует уделить разъяснению правил пользования рукоятками, так как учащиеся, не понимая, чем это грозит, пытаются иногда переключать рукоятки, не останавливая станка.
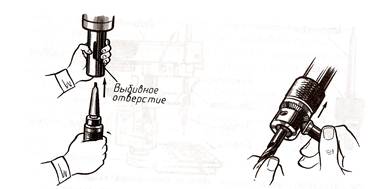
Работая на станках, учащиеся овладевают приемами выполнения ряда операций. Так, после ознакомления с устройством и работой сверлильного станка и соответствующего инструктажа учащиеся накернивают центры будущих отверстий, закрепляют детали, подбирают и закрепляют сверла требуемого диаметра, подводят сверло к накерненному месту детали и выполняют сверление. Целесообразно предупредить учащихся, что сверло следует подавать равномерно, а по окончании сверления сквозного отверстия, когда сверло идёт легче, необходимо с меньшей силой нажимать на ручку подачи. Следует предупредить и об опасности увеличения скорости подачи во время выхода сверла из сквозного отверстия.
Учитель внимательно следит за работой учащихся и своевременно предостерегает их от ошибок и нарушений правил безопасности труда. Чаще всего учащиеся делают такие ошибки при освоении приемов фрезерования:
Ненадежно закрепляют деталь. В таком случае учащегося не следует допускать к работе, пока он не научится закреплять деталь.
Чрезмерно или недостаточно нажимают на рычаг (ручку) подачи. Учитель должен положить свою руку на руку учащегося и продемонстрировать силу нажима.
Неправильно располагают заготовку по отношению к фрезе.
На занятиях рекомендуется продемонстрировать кинофильм «Вертикально-фрезерный станок», а во время экскурсии познакомить учащихся с различными производственными вертикально-фрезерными станками, в том числе станками-автоматами.
Работая на токарном станке, учащиеся обтачивают наружные цилиндрические поверхности, подрезают торцы и уступы, протачивают канавки, отрезают заготовки, растачивают отверстия. При этом могут применяться различные методики обучения трудовым операциям.
В одних случаях обучение строится так, чтобы учащиеся с первых уроков занимались общественно полезным трудом. Для этого объединяется изучение таких операций, как обтачивание наружной цилиндрической поверхности и отрезание, что даёт возможность с самого начала придать работе учащихся производственный характер.
Другие учителя предлагают учащимся изучить сначала только одну новую операцию, а после овладения первоначальными навыками по её выполнению приступить к следующей операции. Такая методика связана с различными формами организации занятий. Первая форма характеризуется тем, что учащийся, обрабатывая деталь, выполняет изучаемую и ранее усвоенные операции, а незнакомые ему операции выполняет учитель. По мере овладения операциями учащийся принимает все большее участие в изготовлении детали, а участие учителя становится соответственно меньше. Такая организация занятий удобна тем, что учащиеся с самого начала обучения могут включаться в производительный труд; благодаря последовательному изучению отдельных операций облегчается процесс овладения ими. Однако существенный недостаток такого обучения заключается в том, что значительное время на станке работает сам учитель, а школы, как известно, имеют небольшое количество станков.
Вторая форма организации занятий предусматривает такой подбор заготовок, при котором учащиеся, обрабатывая их, изучают все предусмотренные программой операции, переходя от простых к более сложным. Так, на первом занятии учащиеся обтачивают наружную поверхность заготовки, на втором - подрезают торцы и уступы, а на следующих - протачивают канавки, отрезают деталь и, наконец, растачивают отверстия. Таким образом, появляется возможность соединить обучение с изготовлением полезных изделий при сохранении последовательности изучения операций, оправданной с технологической и педагогической точек зрения. Стремясь быстрее изготовить изделие, учащиеся с интересом изучают новые операции. Однако необходимость в этом случае иметь большое количество заготовок затрудняет применение данной формы организации занятий во всех школах.
Третья форма организации занятий обусловлена тем, что одну и ту же деталь изготавливают два учащихся. При этом простейшие операции выполняет тот, кто только приступил к работе на станке, а более сложные - тот, кто уже работал на нём. Для этого заблаговременно, например, на кружковых занятиях, учитель обучает нескольких учащихся работать на станке. При данной форме организации занятий достигается более рациональное использование станков, чем при первой форме. Именно поэтому она широко распространена в школах.
При профессиональной подготовке рекомендуется изучать вспомогательные приёмы отдельно от основных. При этом изучение вспомогательных приёмов рассматривается как подготовка к овладению основными приёмами. Эти рекомендации достаточно обоснованы, и с ними можно согласиться, когда идёт речь о подготовке токарей. Что же касается занятий в мастерских, где учащиеся знакомятся лишь с элементами обработки материалов на станках, то опыт показывает, что процесс обучения ускоряется при одновременном изучении вспомогательных и основных приёмов. Кроме того, в этом случае удаётся с самого начала соединить обучение с производительным трудом.
Изучение каждой новой операции, приёма начинается с демонстрации их учителем, после чего 1—3 учащихся воспроизводят то, что они видели. Если учитель убеждается, что новый материал воспринят правильно, он предлагает учащимся приступить к работе. В процессе работы учащиеся должны себя контролировать. Поэтому очень важно вооружать их критериями для самоконтроля, на основании которых они могли бы судить, насколько успешно идёт работа. Такими критериями могут быть цвет стружки, вибрация резца, чистота обработанной поверхности и др.
В процессе работы учащихся на деревообрабатывающих и металлорежущих станках следует знакомить их с типовыми деталями машин, механизмами, видами их соединений.
При решении указанной учебной задачи особенного внимания заслуживает ознакомление учащихся с понятием о типовой детали машин. Овладение этим понятием важно для развития технического кругозора учащихся. Раскрывая понятие «типовые детали машин», следует показать учащимся, что оно возникло как результат многолетней, кропотливой работы многих ученых и инженеров-практиков. Для того чтобы выявить типовые детали машин, необходимо было сопоставить между собой тысячи и тысячи различных конструкций машин и отобрать те детали, которые наиболее часто встречаются.
Опыт показывает, что учащиеся легко усваивают сущность данного понятия, но очень часто не осознают его практическое значение. Поэтому необходимо познакомить учащихся с тем, какие преимущества обеспечивает типизация деталей, как благодаря этому облегчается труд конструктора и технолога, повышается качество продукции, снижается её себестоимость, упрощается изготовление запасных частей для машин.
Для развития технического кругозора учащихся особенное внимание следует обращать на то, что детали машин непрерывно совершенствуются. Например, в последние годы в машиностроении появляются подшипники, изготовленные не из металлов, а из других материалов. Так, подшипники качения изготавливаются из прессованной древесины и картона, подшипники скольжения - из сплава пластмассы с графитом, благодаря чему отпадает необходимость в смазке поверхностей трения. Знакомясь с такими фактами, учащиеся убеждаются в том, что изучаемые ими технические объекты нельзя воспринимать как навсегда устоявшиеся конструкции, что нужно находить пути для их совершенствования.
Вторым примером могут быть такие часто встречающиеся детали, как зубчатые колеса. Для того чтобы создать у учащихся целостное представление о конструктивных разновидностях зубчатых колёс, необходимо не только охарактеризовать и продемонстрировать различные зубчатые колёса, но и сопоставить их между собой, сравнить их преимущества и недостатки. Известно, что основными показателями эксплуатационных качеств зубчатых колёс являются плавность передачи движения и наибольший крутящий момент, который можно передать с одного вала на другой. По этим показателям и следует сравнивать различные конструктивные разновидности зубчатых колёс. Следует подчеркнуть, что и сейчас, когда, казалось бы, машиностроение располагает таким солидным арсеналом зубчатых колёс, рассчитанных на различные виды и величины передаваемой нагрузки, различную скорость вращения, точность работы, конструкторы не отказались от дальнейших поисков. Так, в последнее время появились зубчатые колёса с переменным передаточным отношением, которые позволяют изменять скорость ведомого вала на протяжении одного оборота. Появились также колёса со специальным профилем зубьев, который при той же прочности колёс делает их меньше по массе. Это особенно важно, например, для самолетостроения.
Ознакомление с классификацией соединений деталей машин имеет большое значение для политехнического образования учащихся. Знакомясь с преимуществами и недостатками отдельных видов соединений, учащиеся приобретают знания, которые могут быть использованы ими при изучении устройства и работы любых машин, встречающихся на практике.
В процессе изучения механизмов передачи и преобразования движения учащимся можно указать, что для преобразования движения используется всего лишь семь основных видов различных механизмов, а для передачи вращательного движения - пять.
Наиболее полное представление о механизме можно создать у учащихся на примере токарного станка. Именно в этой машине встречаются основные механизмы, применяющиеся на практике (ремённые, фрикционные, зубчатые, червячные, винтовые, реечные).
Рассматривая механизмы, целесообразно сопоставлять их между собой, анализировать преимущества и недостатки каждого из них.
Заканчивая ознакомление учащихся с обработкой материалов снятием стружки, целесообразно обобщить их знания на примере резания металлов на станках. При этом учитель подчёркивает, что сущность процесса стружкообразования остается неизменной, несмотря на то, что внешний вид стружки может быть различный (сливная стружка, стружка скалывания и надлома) в зависимости от обрабатываемого материала и режима работы. Сам процесс, стружкообразования может быть раскрыт перед учащимися
на научной основе, так как они знакомы по курсу физики с упругой и пластической деформациями материалов, которыми сопровождается резание металлов. Учащиеся подготовлены также к пониманию таких явлений, сопутствующих процессу резания металлов, как трение, нагревание заготовки, стружки и инструмента.
Обобщению подлежат также знания учащихся об инструменте, применяющемся для резания материалов. В связи с этим целесообразно, знакомя учащихся с новыми операциями, сопоставлять режущие инструменты по конструкции, показывая, что в них есть общего и различного. Так, например, токарный резец может быть рассмотрен в сравнении с зубилом. При этом делается вывод, что режущая часть резца, как и всех других режущих инструментов, имеет форму клина. Но форма режущей части токарного резца, если её сравнить с режущей частью зубила, является более сложной, что объясняется более трудными условиями работы, в которых находится станочный инструмент. Опираясь на знания учащихся об устройстве сверла и токарного резца, можно объяснить, что фреза представляет собой как бы несколько резцов, сложенных вместе для повышения производительности труда, и предложить учащимся самостоятельно найти на зубьях фрезы режущую кромку, переднюю и заднюю поверхности. Опыт показывает, что такое задание посильно, оно активизирует учащихся, учит их находить общие признаки во внешне различных технических объектах.
ЗАКЛЮЧЕНИЕ
Наше общество, войдя в третье тысячелетие, столкнулось с ситуацией, когда образование должно подготовить новые поколения людей к жизни в условиях, которые ещё полностью не сформированы, и к решению задач, которые однозначно ещё не сформулированы.
В школе «Технология» интегративная образовательная область, синтезирующая научные знания из курсов математики, физики, химии, биологии и показывающая их использование в промышленности, энергетике, связи, сельском хозяйстве и других направлениях деятельности человека.
Таким образом, сфера воздействия уроков технологии видится гораздо шире, чем техническое и естественнонаучное просвещение. Именно преобразовательная суть предмета «Технология» делает приоритетным в работе учителя следующие задачи: сформировать у учащихся социальную позицию полноправных и ответственных хозяев жизни; помочь им в будущем адаптироваться к жестким требованиям, предъявленным рыночной экономикой; стать «авторами» формирующейся социально-экономической среды России.
В обобщённом виде под технологической культурой понимается уровень развития преобразовательной деятельности человека, выраженной в совокупности достигнутых технологий материального и духовного производства и позволяющий ему эффективно участвовать в современных технологических процессах на основе гармоничного взаимодействия с природой, обществом и технологической средой. Следовательно, технологическое образование – это процесс и результат творческого, активного приобретения учащимися технологических знаний, умений навыков и личностных качеств с целью формирования технологической культуры, выражающейся в готовности к преобразовательной деятельности на научной основе. В технологическом образовании меняется роль учителя. Он превращается из основного источника и контролёра знаний в консультанта, организатора учебной деятельности учащихся, т.е. менеджера в образовании.
Учителю «Технологии» надо уяснить, что труд как компонент воспитательной системы существует тысячелетиями. Он был, есть и остаётся средством воспитания, позволяющим влиять на развитие личности. Сноровка и смекалка были и всегда будут нужны в жизни, каких бы высот в научно – техническом прогрессе не достигало человечество.
СПИСОК ЛИТЕРАТУРЫ
1. Ахияров К.Ш., Атутов П.Р., Тагариев Р.З. Политехническая направленность обучения основам наук в образовательной школе: Учеб. пособ. для студентов педагогических институтов. – М., 2000.
2. Башенков А.К., Бычков А.В., Казакевич В.М., Маркуцкая С.Э. Методика обучения технологии 5-9 классы. - М.: Дрофа, 2004. - 220с.
3. Бишенков А.К. Технология. Трудовое обучение: 5-7 класс. - М.: Дрофа, 1999. - 256 с.
4. Борисов И. Б. Обработка дерева. - М.: Феникс, 2000.
5. Домовая и художественная резьба по дереву /сост. Кирюхин А.В. М., «Спектр», 1996.
6. Интернет сайты: www.gogo.ru; www.mail.ru; www.rambler.ru.
7. Кочетов А.И. Трудовое воспитание школьников. – Минск, 1991.
8. Кругликов Г.И. Методика преподавания технологии с практикумом. - М.: Академия, 2002. - 480с.
9. Кругликов Г.И. Методика профессионального обучения с практикумом. – М.: Академия, 2005. - 345с.
10. Кругликов Г.И. Теоретические основы методики преподавания технологии. – Курск, 1998.
11. Методика обучения учащихся технологии: Книга для учителя / Н.Л. Бронников, Г.И. Кругликов, В.Д. Симоненко. – Брянск; Ишим, 1998.
12. Сафроненко В. М. Секреты древесины. - М., 2004 г.
13. Симоненко В.Д. Журнал «Школа и производство». Технологическое образование в школе: сущность, основные черты и пути развития. №5, 1999. - 2-5с.
14. Хотунцев Ю.Л., Симоненко В.Д. Технология. Трудовое обучение. - М.: Просвещение, 2001. - 240с.
15. Черепахина А.Н. История художественной обработке изделий из древесины. М., «Высшая школа», 1987.
Похожие работы
... возможность поэтапного развития производства создают хорошие условия для старта. Купив только один ленточный станок, можно получать обрезную доску экспортного качества. Данная технология незаменима при глубокой обработке древесины с получением точных по геометрии заготовок для клееного бруса, щита и мебельных заготовок. Особенно заметно преимущество ленточных станков при распиловке крупномерного ...
... до 10 — 16% влажности. Сухая древесина лучше обрабатывается. Сушат древесину воздушным способом, под навесом, либо в специальных сушильных камерах. ГЛАВА II. МЕТОДИКА ОБУЧЕНИЯ ШКОЛЬНИКОВ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ДРЕВЕСИНЫ 2.1 ПРЕПОДАВАНИЕ ХУДОЖЕСТВЕННОГО ИСКУССТВА В истории искусства формирование каждого художественного направления происходит вместе со становлением педагогической системы, ...
... удельный вес. Но древесина растрескивается, усыхает, коробится, отчего изменяется форма и размеры сделанных из нее предметов. До этого всего конкретно заняться художественной обработкой дерева, нужно получить хотя бы самое общее представление о свойствах древесины, её строении и пороках. Ствол древесины состоит из волокон, сгруппированных в радиальные кольца вокруг сердцевины. Это отлично видно ...
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...
0 комментариев