Навигация
3.1 Готовые припои
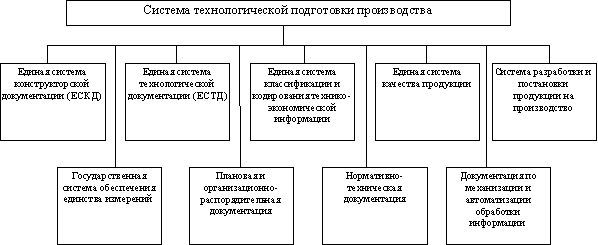
Наиболее широкое применение при пайке нашли готовые припои. Готовые припои классифицируют по следующим признакам (ГОСТ 19250—73): по величине их температурного интервала плавления; степени расплавления при пайке; основному или наиболее дефицитному компоненту, способности к самофлюсованию; способу изготовления и виду полуфабрикатов (рис. 3).
Температурный интервал плавления припоя — важнейший классификационный признак. Такой интервал ограничен температурой начала (солидус) и конца (ликвидус) плавления припоя. По температуре конца расплавления припои разделяют на пять классов: особолегкоплавкие (tпл £ 145°С); легкоплавкие (145°С<tпл<450°С); среднеплавкие (450 ° C < 1100 °С); высокоплавкие (1100 °С<tпл< 1850 °С); тугоплавкие (tпл ³ 1850 °С).
Число различных припоев, разработанных к настоящему времени, весьма велико и продолжает непрерывно увеличиваться, что обусловлено повышением требований, предъявляемых к механическим и служебным свойствам паяных соединений, и необходимостью улучшения паяемости существующих и новых материалов.
Классификация готовых припоев по степени их автономного расплавления. По степени автономного расплавления при пайке припои подразделяют на полностью и частично расплавляемые. Ранее применяли главным образом припои, полностью расплавляемые при пайке. Исключение составляли припои, применяемые в стоматологической технике, и частично расплавляемые припои с широким интервалом затвердения, которые использовали главным образом при абразивной пайке.
В 60-е и последующие годы получили развитие неоднородные, частично расплавляемые припои, состоящие из легкоплавкой части припоя и твердого наполнителя, не плавящегося автономно при температуре пайки. Такие припои в соответствии с современной классификацией металлических материалов называют композиционными.
Наполнитель композиционных припоев чаще всего представляет собой порошок, перемешанный с порошком легкоплавкой части припоя. При пайке таким припоем сцепление частиц наполнителя в шве и шва с паяемым металлом возникает в результате взаимодействия последнего с жидкой частью припоя и ее кристаллизации, а также в результате спекания наполнителя между собой и с паяемым металлом. Ранее композиционный припой такого типа был условно назван металлокерамическим, а пайка металлокера-мической, так как при ней имеют место процессы спекания, аналогичные процессам в порошковой металлургии
В композиционных припоях другого вида наполнитель может состоять из проволоки, сетки, стержней, волокон. При этом легкоплавкая часть припоев может быть скомпонована с наполнителем путем равномерного их перемешивания, прессования, штамповки, спекания или иметь вид порошка из частиц наполнителя, предварительно смоченных легкоплавкой составляющей припоя (армированные припои).
3.2 Припои, образующиеся при пайке
К этой группе относятся контактно-реактивные припои, получающиеся при контактно-реактивном плавлении паяемого материала с контактными прокладками или покрытиями или последних между собой; контактные твердогазовые припои, образующиеся в результате плавления паяемого металла, контактных прокладок или покрытий в парах металлов или неметаллов, находящихся в атмосфере печи; реактивно-флюсовые, образующиеся в результате вытеснения металлов из компонентов реактивных флюсов.
Контактно-реактивные припои получают между паяемыми разнородными металлами или между паяемым металлом, прокладками, покрытиями, если они или их основы образуют эвтектики либо непрерывный ряд твердых растворов с минимальной температурой плавления ниже температуры пайки (слоистые припои). Контактно-реактивное плавление металлов происходит через несплошности в их оксидных пленках и развивается только при достаточном содержании в эвтектике или твердом растворе каждого из контактирующих металлов.
Для слоистого контактно-реактивного припоя в виде фольги существенное значение имеет соотношение объемов контактирующих слоев, которое должно быть таким же, как в эвтектике (или в твердом растворе с минимальной температурой плавления), а расположение прослоек должно обеспечивать контакт реагирующих материалов. Если один из контактирующих элементов имеет повышенную упругость испарения, то его лучше помещать между прослойками других металлов, имеющих относительно меньшую упругость испарения в условиях пайки.
Использование хрупких припоев системы Ni—Сг—В в виде пластичной нихромовой фольги, насыщенной с поверхности бором, также обеспечивает достаточно высокую пластичность припоя при сборке.
Контактные твердогазовые припои получают в результате плавления соединяемых металлов, металлических прокладок, покрытий, компактных кусков, отличающихся по составу от паяемого материала и взаимодействующих с парами элементов, с которыми они образуют эвтектики или твердые растворы с минимальной температурой плавления (ниже температуры пайки).
Реактивно-флюсовые припои образуются в результате восстановления металлов из компонентов флюсов или диссоциации одного из них. Возможность восстановления металлов из флюсов определяется термодинамическими условиями предпочтительного протекания реакций, в результате которых свободная энергия системы изменяется на возможно большую величину.
Классификация припоев по величине температурного интервала их плавления. Способность припоев к растеканию и затеканию в зазор улучшается с уменьшением их температурного интервала плавления. При пайке припоями с широким температурным интервалом плавления предварительная укладка их у зазора не всегда допустима из-за опасности втягивания легкоплавкой части припоя в зазор. При этом более тугоплавкая часть припоя образует у зазора «королек», не расплавляющийся при пайке. Вследствие этого свойства паяных соединений могут существенно отличаться от ожидаемых, а образование королька у зазора может приводить к ухудшению товарного вида и удорожать обработку после пайки. Припои с узким температурным интервалом плавления плохо удерживаются в сравнительно широких капиллярных зазорах, но лучше затекают в узкие зазоры. При пайке изделий с большой площадью спая или вертикальными зазорами с предварительной укладкой в них припоя лучше использовать припои с широким температурным интервалом плавления, а при некапиллярных зазорах — композиционные.
Классификация припоев по основному компоненту. К числу металлических припоев, содержащих более 50 % одного из компонентов, относятся припои оловянные, кадмиевые, цинковые, магниевые, алюминиевые, медные, кобальтовые, никелевые, марганцевые, золотые, палладиевые, платиновые, титановые, железные, циркониевые, ниобиевые, молибденовые, ванадиевые и др. При близком содержании некоторых компонентов припои называют по этим основным компонентам, например, оловянно-свинцовые, медно-никелево-марганцевые и др. При содержании одного или нескольких легирующих компонентов, являющихся редкими или драгоценными металлами, припой иногда называют по этим компонентам, например, серебряный, золотой и др., хотя содержание их в припое может составлять несколько процентов.
Классификация припоев по способности к самофлюсованию. Существуют припои, которые могут выполнять также функции флюсов. Припои, обладающие свойствами самофлюсования, должны содержать легирующие элементы-раскислители с сильным химическим сродством к кислороду. Эти элементы должны способствовать растекаемости и смачиваемости припоем паяемого металла. Продукты раскисления, образующиеся при взаимодействии такого припоя с паяемым металлом, должны легко удаляться из шва, в частности, для этого температура плавления их должна быть ниже температуры пайки. К элементам-раскислителям относятся литий, калий, натрий, фосфор, цезий, бор и др.
Припои, легированные этими элементами и способные к самофлюсованию в инертной газовой среде или на воздухе, называют самофлюсующими в отличие от остальных припоев, при пайке которыми необходимы флюсы, вакуум или активные газовые среды.
Классификация припоев по способу изготовления и виду полуфабриката. Многообразие паяных конструкций и способов пайки, конструкционных металлов и припоев с различными свойствами и необходимость их совместимости в производстве стимулировали развитие различных способов изготовления полуфабрикатов припоев. Старые традиционные припои в виде чушек (для пайки погружением в расплавленный припой), в виде зерен и литых прутков при многих способах пайки и типах конструкций современных изделий оказались не всегда удобными. Перед пайкой для предварительной укладки у зазора или в зазор необходимы припои в виде листов, лент, фольги, проволоки. Однако вследствие низкой пластичности многих припоев получение их в таком виде способами обработки давлением (прокатки, протяжки) невозможно. Если компоненты таких припоев способны к образованию эвтектики, то из них изготовляют путем прокатки многослойную фольгу, а путем протяжки многослойную проволоку из пластичных составляющих припоя.
Припои в виде многослойных листов нашли применение в электронике и радиотехнике. В процессе изготовления таких листов припоев, хрупких в литом состоянии, целесообразно менее пластичные составляющие помещать между более пластичными составляющими припоя, чтобы при прокатке края наружных листов сваривались, образуя герметичный пакет, предотвращающий выдавливание наружу внутренней хрупкой составляющей; образующийся при прокатке между листами вакуум способствует прочному сращиванию слоев припоя.
Другой способ получения пластичных листов из составляющих хрупкого припоя заключается в том, что на пластичную фольгу одного из компонентов припоя, например, никелевую фольгу, наносят смесь порошков остальных компонентов, например железа, бора, кремния, хрома и др., смешанных со связкой — метил-целлюлозой. Толщина слоя такой пасты, наносимой на фольгу никеля, составляет 20 % общей ее толщины. После сушки, прокатки с обжатием на ~33 % и сглаживания прокаткой, нагрева в восстановительной атмосфере при температуре 954 °С и прокатки до толщины 0,1 мм получают пластичную фольгу. При нагреве до температуры пайки и плавлении фольги получается припой Ni—Fe—Si—В—Сг (Пат. 34765228 США, МКИ3 кл. 29—182) требуемого состава.
Изготовление фольги из некоторых припоев, имеющих пониженную пластичность в литом состоянии, например припои Си— Mn—Ni—Li, возможно прокаткой из жидкого состояния с последующей прокаткой полученных листов до требуемой толщины вхолодную, с промежуточными отжигами. Ленту малопластичных припоев иногда получают распылением стальной стружки или прокаткой из порошка с последующим спеканием.
Получение листа припоя из жидкого состояния возможно не только прокаткой, но также путем нагрева до расплавления и сдавливания затвердевающих мелких капель припоя пуансоном.
При необычной форме соединяемых деталей или стесненном монтаже, например радиотехнических схем, при необходимости механизации и автоматизации процессов сборки и пайки, для снижения отходов припоя используют литые заготовки припоя требуемой формы. Такие заготовки представляют собой фасонные отливки в виде сеток, колец, пластин различной формы, которые получают, например, литьем в кокиль или по выплавляемым моделям.
Малопластичные припои можно применять в виде точеных колец. При этом по наружной стороне разрезных колец припоя круглой или другой формы для уменьшения расхождения стыкуемых концов во время нагрева при пайке проводят обкатку роликом с пирамидальными выступами, что обеспечивает образование в заготовке напряжений сжатия (по данным Д. Е. Фута).
Припои могут быть использованы в виде порошков. Применение порошков припоев позволяет снизить трудоемкость и стоимость их изготовления. Для многих порошковых припоев после их изготовления необходима активация поверхности частиц путем нагрева в атмосфере водорода или в вакууме ниже температуры их солидуса. Порошки припоев получают следующими способами: механическим измельчением (в том числе в шаровых мельницах с чугунными шарами); в вибрационных и вихревых мельницах; путем распыления (раздува) жидкого припоя в струе пара, воды или газа и т. п. Порошки припоев, полученные распылением в среде инертного газа, например, аргона, имеют сферическую форму, незагрязняются нежелательными примесями и не имеют оксидных пленок на поверхности. Однако для конструкций многих типов применение припоев в виде порошков нетехнологично при сборке.
Для современного производства в связи с механизацией и автоматизацией процессов более удобны припои в виде паст, а также прессованных или формованных заготовок из смеси порошка припоя и связки. Пасты обычно представляют собой тонкие смеси (10—100 мкм) металлических компонентов в виде порошков и связующих нейтральных веществ (связок), испаряющихся при пайке. Для нанесения паст применяют пневматические дозирующие устройства, иногда с электрическими системами управления, в том числе реле времени, встроенным в автомат.
Применение паст облегчает внесение припоя при сборке, позволяет точно дозировать состав и количество припоя, количество флюса, а при хороших адгезионных свойствах пасты обеспечивать фиксацию деталей без сборочных приспособлений. Применение паст обеспечивает также полное улетучивание материала связки, исключает высыхание, и изменение химического состава смеси при длительном хранении.
Из порошков изготовляют и прессованные заготовки. Обычно такие заготовки, имеющие внешнюю форму, подогнанную к контуру сопряженных паяемых поверхностей, укладывают предварительно в зазор между деталями. Для обеспечения высокой чистоты поверхности такие заготовки получают горячим прессованием, после чего на них наносят плотный слой пластмассового покрытия и упаковывают в защитные чехлы. Температурный интервал плавления таких припоев (по В. Вуиху) не должен превышать 85 °С во избежание ликвации припоя при медленном нагреве. ' По данным Г. А. Асиновской, для изготовления таблеток и закладных деталей не пригодны порошки со сферической формой частиц. Для этого необходимы порошки с частицами неправильной формы, получаемые при распылении струи жидких припоев струей воды.
В качестве связки при изготовлении паст из порошков могут быть использованы многие вещества, испаряемые при нагреве без остатка: вода и ее смеси с флюсом ПВ 209; акриловая смола, растворенная в растворителе Р-5; полистирол, растворенный в летучем растворителе — ксилоле или лигроине (нафте). При этом 20—25 % связки составляют гранулы полистирола. В готовую связку вводят чистый порошок припоя, например меди, размерами частиц не крупнее 200 мкм. Перед пайкой необходима сушка детали с нанесенной пастой в течение 15—20 мин. Однако такая связка может загораться. По данным Л.А. Гржимальского и Ю.Ф. Сидохина, в качестве связки можно использовать раствор лака в ацетоне. При пайке до температуры 1150 °С возможна диффузия углерода из связки в паяемый металл.
В качестве связки при изготовлении формованных заготовок припоя в виде кольца из порошка хрупкого припоя используют боросиликатное неорганическое стекло с добавками флюсующего вещества.
Для облегчения работы шприцевых дозирующих устройств, наносящих пасту из высокоплавких припоев, применена связка, имеющая состав (об. %): 85—91 полибутилена; 3—5 соединений из группы полиметилэфира этиленгликоля и просто этиленгликоля; 5—10 воды; 0,5—1,0 твердой акриловой смолы из низших сополимеров эфиров акриловой и метакриловой кислот (Пат. 3475442 США, МКИ 3 кл. 260—296).
В некоторых случаях необходимо применять неэлектропроводный порошок припоя. Подобный порошок из меди и оловянно-свинцовых припоев может быть изготовлен в виде частиц диаметром 5—500 мкм путем покрытия их слоем диэлектрического органического флюса с температурой плавления ниже температуры плавления припоя, образующего сплошные электроизоляционные покрытия, адгезионно удерживающие частицы припоя на паяемой поверхности. Для этой цели наиболее пригодны полимерные органические флюсы, например канифоль.
В 80-х годах была разработана новая технология получения фольги из хрупких припоев путем быстрого охлаждения их из жидкого состояния со скоростью ~106 °С/с. Такие условия охлаждения достигаются:
1) распылением жидкого припоя на водоохлаждаемый барабан;
2) подачей струи припоя в зазор площадью 5—70 'мм2 между валками, вращающимися со скоростью >0,2 м/с, с последующей обработкой фольги в нейтральной или восстановительной среде при температуре 300—500 °С;
3) подачей струи припоя на один или два медных валка, вращающихся со скоростью 0,2 м/с (толщина фольги 15—70 мкм).
Такие фольги припоев достаточно пластичны и складываются «на себя» с нулевым радиусом без излома; в структуре припоя в аморфном (стеклообразном) состоянии может находиться 100— 50 % металла. Расстекловывание и переход в хрупкое состояние происходит при достаточно высокой его температуре (~0,5/пл) и не влияет на температурный интервал плавления припоя. При этом фольга остается химически гомогенной и плавится равномерно. Таким способом в США была получена лента фольги припоев системы Ni—Сг—В—С, которая предназначалась для бесфлюсовой пайки в сухом водороде, инертном газе или вакууме при зазоре шириной 0,100 мм и была применена для пайки лопаток с ободом (Пат. 4250223 США МКИ 3 кл. 428/606 В 22 Г 5/00).
В табл. 1 приведены данные о пластичных фольгах припоев на основе меди и никеля.
Припои BCuPl—BCuP7, № 4—7 получают в виде фольги путем сверхбыстрого охлаждения.
Эти материалы имеют формулу TX, где Т — переходной металл, а X — элемент из группы Р,В, С,А1, Si, Sn, Gl, In, Be, As; i — атомная доля элемента 70—87%; / — атомная доля элемента 13—30 %. Все эти материалы ранее изготовляли в виде порошков.
Припой № 8 получен в стеклообразном состоянии при конденсации из паров.
Временное сопротивление разрыву соединений из меди, паяных встык припоем № 5 в виде фольги, толщиной 0,002—0,004 мм в печи (в диссоциированном аммиаке) при температуре 732 °С, составляет 158,5 МПа (временное сопротивление припоя 52,8 МПа). Перед пайкой припой укладывают в сборочный зазор.
Скорость охлаждения припоев при изготовлении должна быть весьма большой. Для припоев системы Ni—Cr—Fe—Si—В скорость охлаждения ~5,5-105°С/с (105—106°С/с).
Припои, не содержащие Si и В, применяют для пайки входных направляющих аппаратов, готовых панелей и колец с готовым уплотнением [31] из стали, легированной кремнием и алюминием. Припои системы Ni—Si по смачиваемости никелевых сплавов превосходят припои системы Ni—Р—Сг. Такого типа припои без бора выгоднее для пайки тонкостенных изделий.
Припои на никелевой основе систем Ni— Cr—Fe—Si—Со—В; Ni—Сг—Si—Fe—В; Ni—Si—В; Ni—P; Ni—Cr—Fe—Mo—Co—В; Ni—Cr—В при подаче их в виде струи на быстро вращающийся валок получают в виде фольги толщиной 25—60 мкм (Пат 14661 США, МКИ 3 В 23 К 35 8/30).
Никелевые хрупкие припои в виде пластичной фольги со смешанной структурой, состоящей из смеси метастабильной фазы с аморфной структурой, получаемой при закалке со скорстью охлаждения 105—106 °С/с, могут быть борированы путем нанесения на них амина борана при температуре 70 °С. Атомная доля образующихся в фольге боридов составляет 2—25 %. Бориды Ni, Fe, Со распадаются при температуре пайки и не препятствуют отведе-нию бора в основной металл — литейный никелевый жарпрочный сплав. Обычно нанесение бора не рекомендуют из-за образования весьма стабильных боридов W, Мо, Та, Al, Ti, Nb, не распадающихся при температуре пайки (Пат. 4160854 США, МКИ 3 кл. 428/607 Г 16 В 5/08).
Похожие работы





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
, устанавливающими высокий технологический уровень и минимальные материальные и трудовые затраты. Следовательно, целью курсового проекта будет являться разработка технологии изготовления заданного изделия в условиях среднесерийного производ-ства. В процессе курсового проекта будут решены задачи разаработки маршрутного технологического процесса изделия, обоснованный выбор технологического обору- ...

... типизации технологических процессов литья, ковки и сборки. Технологическая подготовка производства на заводе выполняется службой главного технолога. На крупных заводах технологическая подготовка производства в горячих цехах производится отделом главного металлурга или под его непосредственным руководством. Технологическая подготовка на машиностроительных заводах может быть организована по ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев