Навигация
Методика проведення експерименту
36871
знак
18
таблиц
2
изображения
2 Методика проведення експерименту
2.1Описание експериментальной установки
С целью отрабатывания основных технологических параметров плавки были проведенные исследования особенностей процесса при переплаву отработанных нікелемістких катализаторов в плазменной печи постоянного тока емкостью 10кг.
Экспериментальные плавки проводились в плазменной печи, схема которой показана на рисунку.
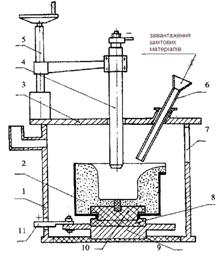
Рис. 1 Схема експериментальной установки
Конструкция печи включает корпус 1, плавильный тигель из огнеупорной футерівки 2, крышку 3, дуговой плазмотрон 4, механизм перемещения плазмотрона 5, устройство для загрузки шихты в плавильный тигель 6, обзорное окно 7, струмопровід 8, что состоит из металлической плиты 9, графитовой плиты 10 и медной шины 11. Плавильный тигель розміщався внутри плавильной камеры. Устройство для загрузки шихты было выполнено в виде керамической трубы с лейкой, размещенной на крышке печи. Подовим электродом служил графитовый стержень, вмонтированный в футеровці поду печи.
2.2 Методика исследования.
При проведении экспериментальных плавок сначала наводилась жидкая ванна путем розплавлювання заготовок ст.З. После наведения жидкой ванны на ее поверхность загружали катализаторы, флюс и электродный бой определенными порциями.
В период розплавлювання стального лома ток дуги поддерживали ровным 630-650 А, а после розплавлювання металла и загрузки катализаторов, флюса и электродного боя ток дуги уменьшали до 500-550 А.
Жидкий металл сливали вместе с шлаками в предварительно нагретую к температуре 403-573 К и облицовывающую огнеупорной глиной графитовую виливницю.
С целью изучения возможности получения нікелевмістких сплавов из отработанных нікелемістких катализаторов были проведенные плавки на экспериментальной дуговой печи постоянного тока в лаборатории Фізико-технологического института металлов и сплавов НАН Украины.
Выплавка сплавов проводилась методом редко фазного возобновления оксидов металлов в железоуглеродистом расплаве.
При выплавке сплавов использовали отходы ст.3 с содержимым железа 98 %, нікелемісткі катализаторы состава 0,085 % Na; 0,04 % Mg; 42,4 % Al; 0,76 % Si; 6,23 % Ca; 0,122 % Mn; 0,122 % Fe; 5,9 % Ni, известь и плавиковый шпат с содержимым 78 % СаО и 90 % СаF2 соответственно, электродный бой с содержанием 86 % углерода и 8 % золи.
При расчете материального баланса плавок количественный состав оксидов в катализаторе и шлаках определяли из выражений:
в катализаторах:  (2.1)
(2.1)
и шлаках:  (2.2)
(2.2)
где: GК GШ - количество катализаторов в шихте и шлаке, который образовался, соответственно;
MeК , MeШ - процентное содержимое металла в катализаторах и шлаках соответственно;
К1- коэффициент, который учитывает количественное соотношение между металлом и его оксидным соединением.
Количество СаО, внесенное в шлаки с плавиковым шпатом, определялось из выражения:
(2.3)
где: К2 - коэффициент, который учитывает весовое соотношение между CaF2 и СаО в реакции взаимодействия фтористого кальция с водяным паром.
3 Экспериментальная часть
3.1 Материальные балансы плавки.
Плавка № 1
Футерівка печи - киснула (кварцевый песок).
Материалы шихты :
1. Отходы ст. 3 - 5025 г
2. Катализаторы - 3915 г
3. Известь - 500 г
4. Плавиковый шпат- 145 г
5. Электродный бой - 750 г
С отходами ст.3 вносится железо:
GFe = 5025*0,98 = 4925 г.
С катализаторами вносится:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]()
С вапном вносится:
GCa=500*0,78 = 390г
С плавиковим шпатом вносится:
GCa0 = 145*0,9* 0,72 = 94г
![]()
С електродним боєм вноситься: ![]()
Количество выплавленного металла : 5255 г
Количество шлаков : 3200 г шлаков I (из печи) 690 г шлаков II
(слитного с металлом в изложницу) = 3890 г
Химічний вміст виплавленого металу, %:
| Fe | Ni | Si | Cr |
| 91,1 | 4,01 | 4,2 | 0,14 |
Химическое содержимое шлаков I Химическое содержимое шлаков II
| Al | Ca | Si | Fe | Mn | Ni | Al | Si | Ca | Fe | Ni | |
| 41,2 | 7,9 | 4,5 | 0,5 | 0,11 | 0,034 | 39,1 | 9,1 | 10,5 | 1,9 | 0,022 |
У виплавленому металле находится:
![]()
![]()
![]()
![]()
У шлаку I міститься:
![]()
![]()
![]()
![]()
![]()
![]()
У шлаку II міститься:
![]()
![]()
![]()
![]()
![]()
Загальний вміст оксидів у шлаку:
![]() 3002г;
3002г; ![]() 455г;
455г; ![]() 444г;
444г; ![]() 1,2г;
1,2г; ![]() 38г.
38г.
Розрахункова й фактичний кількісний склад шлаків, г:
| А1203 | СаО | Si02 | Fe | Ni | Зола | Усього | |
| розрахунковий | 3137 | 825 | 30 | - | - | 60 | 4052 |
| фактичний | 3002 | 455 | 444 | 38 | 1,2 | 60 | 4000 |
Розрахунковий і фактичний вміст заліза, нікелю й кремнію в металі, г:
| Fe | Ni | Si | |
| розрахункове | 4925 | 231 | - |
| фактичне | 4787 | 211 | 221 |
Содержимое никеля в катализаторах по результатам плавки:
![]()
![]()
Втрати заліза: ![]()
Соотношение А1203 и СаО в шлаке, %:
Шлаки I : А12О3 - 87 %; СаО - 13 %.
Шлаки II : Аl 2Оз - 84 %; СаО - 16 %.Загальне: А1203 - 87 %; СаО - 13 % (фактичне);
А1203 - 79 %; СаО - 21 % (розрахункове)
Плавка № 2
Футерівка печи - киснула (кварцевый песок).
Материалы шихты :
1. Отходы ст. 3 - 4990 г.
2. Катализаторы - 13050 г.
3. Известь - 4300 г.
4. Плавиковый шпат- 260 г.
5. Электродный бой - 1300 г.
С отходами ст.3 вносится железо:
GFe = 4990*0,98 = 4890 г.
С катализаторами вносится:
![]() ;
; ![]()
![]()
![]()
![]()
![]() ;
;
![]()
![]()
С известью вносится:
GCaО=4300*0,78 = 3354 г
С плавиковым шпатом вносится:
GCa0 = 260*0,9* 0,72 = 168 г
С электродным боем вносится:
Количество выплавленного металла : 5255 г
Количество шлаков : 3200 г шлаков I (из печи) 690 г шлаков II
(слитного с металлом в изложницу)= 3890 г
Химічний вміст виплавленого металу, %:
| Fe | Ni | Mn | Cr | Si | P |
| 85,3 | 11,1 | 0,35 | 0,16 | 2,55 | 0,3 |
Хімічний вміст утвореного шлаку, %
| Al | Ca | Si | Fe | Mn | Ni | Р | Cr | Mg |
| 41,2 | 15,2 | 7,9 | 0,22 | 0,33 | 0,18 | 0,008 | 0,021 | 0,22 |
У виплавленому металі міститься:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
У шлаку міститься:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]()
Розрахункова й фактичний кількісний склад шлаків, г:
| А1203 | СаО | Si02 | MgO | MnO | FeO | NiO | Зола | Загалом | |
| розрахунковий | 10458 | 4660 | 213 | 9 | 21 | - | - | 104 | 15465 |
| фактичний | 10163 | 3598 | 2863 | 62 | 56 | 48 | 39 | 104 | 16933 |
Розрахунковий і фактичний вміст заліза, нікелю й кремнію в металі, г:
| Fe | Ni | Si | |
| розрахункове | 4906 | 770 | - |
| фактичне | 4274 | 556 | 128 |
Вміст нікелю в каталізаторах за результатами плавки:
![]()
![]()
Втрати заліза: ![]()
Співвідношення А1203 і СаО в шлаку, %:
Загальне: А1203 - 74 %; СаО - 26 % (фактичне);
А1203 - 69 %; СаО - 31 % (розрахункове)
Плавка № 3
Футерівка печі - кисла (кварцовий пісок).
Шихтові матеріали:
1. Відходи ст. 3 - 4950 г
2. Каталізатори - 3620 г
3. Вапно - 3150 г
4. Плавиковий шпат- 150 г
5. Електродний бій - 200 г
З металом плавки № 2 вноситься:
![]() ;
; ![]()
![]()
![]()
![]()
З каталізаторами вноситься:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]()
З вапном вноситься:
GCaО=3150*0,78 = 2457г
Із плавиковим шпатом вноситься: GCa0 = 150*0,9* 0,72 = 97 г
З електродним боєм вноситься: ![]()
Розрахункова кількість шлаку: 2901+316+3+59+2457+97+16=5855г
Хімічний вміст виплавленого металу, %:
| Fe | Ni | Mn | Cr | Si | Са |
| 84,8 | 14,0 | 0,13 | 0,2 | 0,16 | 0,127 |
У виплавленому металі міститься:
![]() ;
; ![]() ;
;
![]() ;
; ![]()
![]() ;
;
Розрахункова й фактичний кількісний склад металу, г:
| Fe | Ni | Cr | Mn | Si | |
| розрахунковий | 4227 | 764 | 10 | 17 | 126 |
| фактичний | 4198 | 693 | 10 | 6 | 8 |
Вміст нікелю в каталізаторах за результатами плавки, г:
![]()
![]()
Втрати заліза:
![]()
Співвідношення А1203 і СаО в шлаку, %:
Загальне: А1203 – 50,2 %; СаО – 49,8 %
Плавка № 4
Футерівка печі - кисла (кварцовий пісок).
Шихтові матеріали:
1. Відходи ст. 3 - 5370 г
2. Каталізатори - 13620г
3. Вапно - 4663 г
4. Плавиковий шпат- 520 г
5. Електродний бій - 1417 г
Із відходами ст.3 вноситься залізо:
GFe = 5370*0,98 = 5263 г.
З каталізаторами вноситься:
![]() ;
; ![]()
![]() ;
; ![]() ;
;
![]() ;
; ![]()
З вапном вноситься:
GCa=4663*0,78 = 3637г
Із плавиковим шпатом вноситься:
GCa0 = 520*0,9* 0,72 = 337г
![]()
З електродним боєм вноситься:
![]()
Кількість виплавленого металу: GМ =5270г
Кількість утвореного шламу: GШ=16125г
Химічний вміст виплавленого металу, %:
| Fe | Ni | Si | Mn | Cr |
| 82,646 | 16,152 | 0,442 | 0,004 | 0,756 |
Хімічний вміст утвореного шламу, %
| Al | Ca | Si | Fe | Mn | Ni | Na | Cr | Ti | S | P | Mg |
| 35,7 | 16,5 | 2,54 | 0,53 | 0,52 | 0,062 | 0,17 | 0,29 | 0,128 | 0,128 | 0,014 | 0,69 |
У шламі міститься:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]()
Розрахункова й фактичний кількісний склад шламів, г:
| А1203 | СаО | Si02 | MgO | MnO | FeO | Зола | Загалом | |
| розрахунковий | 10914 | 5162 | 222 | 9 | 21 | 21 | 113 | 16462 |
| фактичний | 10880 | 3725 | 3725 | 184 | 108 | 110 | 113 | 15998 |
Розрахунковий і фактичний вміст заліза, нікелю й кремнію в металі, г:
| Fe | Ni | |
| розрахункове | 5263 | 803 |
| фактичне | 4355 | 851 |
Вміст нікелю в каталізаторах за результатами плавки:
![]()
Втрати заліза:
![]()
Співвідношення А1203 і СаО у шламі, %:
Загальне: А1203 - 74 %; СаО - 26 % (фактичне);
А1203 - 68%; СаО - 32 % (розрахункове)
Плавка № 5
Футерівка печі - кисла (кварцовий пісок).
Шихтові матеріали:
1. Відходи ст. 3 - 5000 г
2. Каталізатори - 10200 г
3. Вапно - 1440 г
4. Кварцовий пісок- 1000 г
5. Електродний бій - 230 г
Із відходами ст.3 вноситься залізо:
GFe = 5000*0,98 = 602 г
З каталізаторами вноситься:
![]() ;
; ![]()
![]()
![]() ;
;
![]()
![]()
![]()
З вапном вноситься:
GCaО=4300*0,78 = 3354г
Із кварцовим піском вноситься:
GCa0 = 1440*0,78 = 1123г
![]()
З електродним боєм вноситься:
![]()
Кількість виплавленого металу: GM=5255г
Кількість утвореного шламу: GШ =3200г
Хімічний вміст виплавленого металу, %:
| Fe | Ni | Cr | Si | P |
| 90,2 | 8,7 | 0,087 | 0,16 | 0,131 |
Хімічний вміст утвореного шламу, %
| Al | Ca | Si | Fe | Mn | Ni | Р | Cr | Ті | Mg |
| 35,3 | 7,8 | 5,2 | 5,34 | 0,51 | 0,132 | 0,006 | 0,108 | 0,042 | 0,22 |
У виплавленому металі міститься:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
У шламі міститься:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]()
![]() ;
;
Розрахункова й фактичний кількісний склад шлаків, г:
| А1203 | СаО | Si02 | MgO | MnO | FeO | NiO | Зола | Загалом | |
| розрахунковий | 8174 | 2013 | 1166 | 7 | 16 | 16 | - | 18 | 11410 |
| фактичний | 6255 | 1024 | 1045 | 232 | 62 | 644 | 16 | 18 | 9296 |
Розрахунковий і фактичний вміст заліза, нікелю й кремнію в металі, г:
| Fe | Ni | |
| розрахункове | 4900 | 602 |
| фактичне | 4303 | 415 |
Вміст нікелю в каталізаторах за результатами плавки:
![]()
![]()
Втрати заліза: ![]()
Співвідношення А1203 і СаО в шлаку, %:
Загальне: А1203 - 86 %; СаО - 14 % (фактичне);
А1203 - 80 %; СаО - 20 % (розрахункове)
3.2 Анализ разработанных технологий выплавки нікелемістких сплавов с использованием в шихте нікелемістких катализаторов.
В процессе проведения плавок установлено, что выплавка нікелемістких сплавов с использованием в шихте нікелемістких катализаторов характеризуется образованием большого количества шлаков. Это обусловлено высоким содержанием в катализаторах оксидов Al, Са и Si (90 % от обшей массы), которые имеют крепкую термодинамическую связь и не могут быть возобновлены в условиях проведенных плавок. Кроме того, высокое содержание глинозема (до 800 кг на 1 т катализаторов) требует большой затраты извести для получения легкоплавкой евтектикиА1203-СаО.
Анализ диаграммы состояния системы А12Оз-СаО (Рис. 2) показывает, что наиболее низкая температура ликвидусу системы (жидкое состояние шлаков) наблюдается содержаниеі в сплаве от 42 до 55 % СаО.
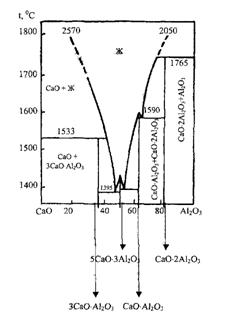
Рис. 2 Диаграма стану системы СаО – Al2O3
Уменьшение затраты известняку повышает температуру розплавлювання шлаков, снижает его редко текучесть, способствует образованию тугоплавких шлаковых настиглів на укосах печи и тем же ухудшает условия его скачивания.
Высокая вязкость шлаков ухудшает условия перехода возобновленного никеля в металлический расплав. Об этом свидетельствует присутствие корольков возобновленного никеля в шлаке, выявленных при его дроблении.
Обращает на себя внимание заметная разница в количественном содержимом СаО в расчетном и действительном составах шлаков всех плавок. Очевидно, это связано с частичным выносом порошкообразного известняка из печи в результате электродинамического влияния дуги на в момент загрузки известняка на поверхность жидкой ванны, а также с использованием не прожаренного.
Необходима редко текучесть шлаков при сниженной затрате известняка может быть достигнута за счет повышения температуры расплава. Однако в этом случае увеличиваются удельные энергозатраты, наблюдается повышенный износ футерівки печи и высокий вигар железа. Это подтверждается результатами сравнительного анализа расчетных и действительного количественных составів выплавленного металла и шлака, который образовался в процессе плавки. Так, например, действительное содержимое Si02 в шлаке плавок № 1 и № 2 превышают их расчетные значения соответственно в 15 и 14 раз, а вигар железа в плавках №№ 2, 4 и 5 представляет соответственно 12,9; 17,25 и 12,2 %.
Анализ данных показывает, что полученные шлаки по своему химическому составу отвечают шлакам электрошлакового переплаву. Это достаточно наглядно видно из табличних даннях.
Выводы
1. Я принимал участие в проведении экспериментальных расчетов содержимого никеля в выплавленном металле. Сравнение расчетных и действительных значений содержимого никеля в выплавленном металле, свидетельствует о полном возобновлении основного элемента (Ni) в ходе плавки.
2. Переработка отработанных нікелевмістких катализаторов является решением проблемы скопления отходов промышленных предприятий, а также значительно улучшает экологическую обстановку в местах их бывших захоронений.
3. Уровень газообразных выбросов, при переработке отработанных катализаторов методом редко фазного возобновления, не превышает ПДК по содержанию вредных
4. Установлено, что переплавь катализаторов с высоким содержанием Аl2O3 (к 90%) требует повышенной затраты извести для получения рідкоподвижного шлаков при общепринятых температурных условиях сталеплавильных процессов.
5. В итоге переплаву отработанных катализаторов образуются шлаки, близкие по химическому составу шлакам, применяемым в ЕШТП. В условиях применяемой технологии экономически целесообразно доводить состав получаемых шламов до уровня товарного продукта.
6. Металл, получаемый методом редко фазной восстановительной плавки с использованием отработанных нікелемістких катализаторов, может применяться как заготовка шихты для получения легированных, жаропрочных сплавов.
0 комментариев