Министерство Образования и Науки РФ
Казанский Государственный Технологический Университет
Кафедра Общей Химической Технологии
Реферат
по курсу:
Технология химических производств
на тему:
Технология производства гексахлорбензола
Казань 2008
Содержание
Теоретическая часть
Задание
Технологические и технико-экономические показатели процесса
Список литературы
Теоретическая часть
Циклогексанон получают из циклогексанола окислением кислородом воздуха (окислительное дегидрирование) или каталитическим дегидрированием. Кроме дигидрирования при этом протекают дегидратация циклогексанола в циклогексен, а также расщепление циклогексанола с выделением углерода, водорода и воды.
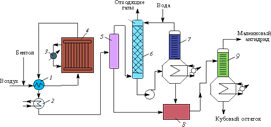
Технологическая схема процесса получения циклогексанона дегидрированием циклогексанола приведена па рисунке 1.
Циклогексанол-ректификат (99,9% -ный) под давлением азота 0,01-0,015 МПа нагнетается через фильтр 3 в подогреватель 4 типа "труба в трубе", где нагревается до 100-110°С. Далее в испарительно-подогревательпой системе, состоящей из трубчатых аппаратов 5, 6 и 7, происходит испарение циклогексанола и перегрев его паров до 430-450°С. Перегретые пары поступают в трубы контактного аппарата 8, заполненные цинк-железным катализатором. Содержание в катализаторе 8-11% железа позволяет достичь максимальную степень конверсии цпклогексакола, равную 82-93%. Процесс протекает при 410 - 420 °С и объемной скорости подачи спирта 0,5 ч-1.
По выходе из контактного аппарата продукты реакции поступают в конденсатор 11 и далее в сепаратор 12, где конденсат (циклогексанон-сырец) отделяется от водорода. Примерный состав цпклогексанона-сырца (в%):
Циклогексанол 80-81
Продукты уплотнения 1 - 1,1
Циклогексанол 17--18
Циклогексен 0,5-0,6Вода 0,2-0,3
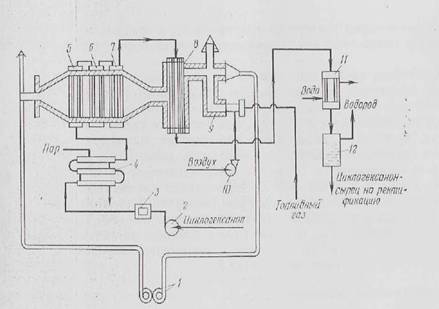
Рисунок 1. Технологическая схема процесса получения циклогексанона дегидрированием циклогексанола:
1 - ротационная газодувка;
2 - насос;
3 - фильтр;
4 - подогреватель;
5, 6 - испарители;
7 - перегреватель;
8 - контактный аппарат;
9 - тонка;
10 - воздуходувка;
11 - конденсатор;
12 - сепаратор.
Циклогексанол-сырец подвергают ректификации, а водород после очистки используют для гидрирования фенола в циклогексанол.
Для обогрева контактной системы в нижней части топки 9 сжигают топливный газ (метан). Для поддержания температуры топочного газа, равной 500-550 °С, его смешивают с возвратным топочным газом из борова. Газ, имеющий такую температуру, проходит в межтрубном пространстве контактного аппарата прямотоком к парам циклогексанола, движущимся по трубкам с катализатором. Топочные газы, выходящие из контактного аппарата при 430-480 °С, используются для обогрева испарительно-перегревательной системы (аппараты 5, 6 и 7). Далее часть топочных газов, имеющих температуру 340-300 °С, выпускают в атмосферу, а остальной газ с помощью ротационной газодувки 1 подают на смешение с продуктами сгорания топливного газа в верхнюю часть топки 9.
ЗаданиеСоставить и описать технологическую схему производства гексахлорбензола;
составить материальный баланс процесса;
рассчитать технологические и технико-экономические показатели.
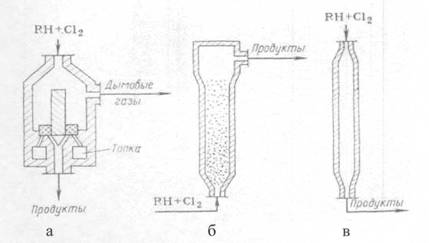
В основу расчета принять следующие реакции:
C6H6+6Cl→C6Cl6+3HCl
C6H6+3Cl2→C6H3Cl3+3HCl
Исходные данные
| Производительность установки по гексахлорбензолу | 30 |
| Состав реакционной смеси% масс гексахлорбензол трихлорбензол бензол хлор | 20 0.5 78 1.5 |
| Концентрация бензола,% масс | 98 |
| Концентрация хлора,% масс | 95 |
| Потери бензола,% масс | 3 |
Материальный баланс:
| ПРИХОД | РАСХОД | |||
| С6Сl6 C6Н3Сl С6Н6 Cl2 HCl C6H6примесь Cl2примесь
| 5392.45 1997.25 110.05 105.13 | 69.13 28.17 | 1250 31.5 4875+161.77потери 93.75 978.68 110.05 105.13 | 4.39 0.17 62.5+2.07потери 1.32 26.85 |
| Σ = 7604.88 | Σ = 7605.63 | |||
Mr (C6Сl6) =12*6+35.45*6=284.7 кг/кмоль
Mr (C6H3Сl3) =12*6+1*3+35.45*3=181.35 кг/кмоль
Mr (C6H6) =12*6_1*6с= 78 кг/кмоль
Mr ( (Cl2) = 35.45*2 = 70.9 кг/кмоль
Mr (HCl) =1+35.45 = 36.45 кг/кмоль
1. Производительность установки = 30 т/сут
m (C6Сl6) = 30 * 1000/24 = 1250 кг/ч
w (C6Сl6) = 1250|284/7 = 4.39 кмоль/ч
2. Состав реакционной смеси:
трихлорбензол
1250 - 20%
х - 0.5%
х = m (C6H3Сl3) = 1250 * 0.5/20 = 31.25 кг/ч
w (C6H3Сl3) = 31.25/181.35 = 0.17 кмоль/ч
не прореагировавший бензол
1250 - 20%
х - 78%
х = mнепр (C6H6) = 1250 * 78/20 = 4875 кг/ч
wнепр (C6H6) = 4875/78 = 62.5 кмоль/ч
не прореагировавший хлор
1250 - 20%
х - 0.5%
х = mнепр (Cl2) = 1250 * 1.5/20 = 93.75 кг/ч
wнепр (Cl2) = 93.75/70.9 = 1.32 кмоль/ч
3. Найдем массу и количество прореагировавшего бензола:
wпрор (C6H6) = w1 (C6H6) + w2 (C6H6),
где w1 (C6H6) - количество бензола пошедшего на целевую реакцию;
w2 (C6H6) - количество бензола пошедшего на образование трихлорбензола.
w1 (C6H6) = w (C6Сl6) = 4.39 кмоь/ч
w2 (C6H6) = w (C6H3Сl3) = 0.17 кмоль/ч
wпрор (C6H6) = 4.39+0.17 = 4.56 кмоль/ч
4. Найдем общее количество и массу бензола, с учетом не прореагировавшего:
wобщ (C6H6) = wпрор (C6H6) + wнепрор (C6H6) = 67.06 кмоль/ч
mобщ (C6H6) = 67.06 * 78 = 5230.68 кг/ч
5. Найдем массу потерь, количество и массу вступившего в реакцию бензола, учитывая потери:
5220.68 - 97%
х - 100%
х = mвсего (C6H6) = 5230.68 * 100/97 = 5392.45 кг/ч
mпотерь (C6H6) = 5392.45 - 5230.68 = 161.77 кг/ч
wпотерь (C6H6) = 161.77/78 = 2.07 кмоль/ч
wвсего чист (C6H6) = 5392.45/78 = 69.13 кмоль/ч
6. Найдем массу примесей бензола:
5392.45 - 98%
х - 2%
х = mприм (C6H6) = 5392.45 * 2/98 = 110.05 кг/ч
7. Найдем количество хлора, прошедшего на обе реакции:
w (Cl2) = w1 (Cl2) + w2 (Cl2),
где w1 (Cl2) - количество хлора, пошедшего на образование гексахлорбензола, w2 (Cl2) - количество хлора на обр-е трихлорбензола.
w1 (Cl2) = 6 * w1 (Cl2) = 26.34 кмоль/ч,
w2 (Cl2) = 3 * w2 (C6H6) = 0.51 кмоль/ч
wпрор (Cl2) = 26.34 + 0.51 = 26.85 кмоль/ч
8. Найдем количество и массу чистого, вступившего в реакцию, учитывая не прореагировавший:
wвсего чист (Cl2) = wпрор (Cl2) + wнепр (Cl2) = 26.85 + 1.32 = 28.17 кмоль/ч
m всего чист (Cl2) = 28.17 * 70.9 = 1997.25 кг/ч
9. Найдем массу примесей хлора:
1997.5 - 95%, х - 5%
х = mприм (Cl2) 1997.5 * 5/95 = 105.13 кг/ч
10. Найдем количество хлороводорода, полученного в общих реакциях:
w (НCl) = w1 (НCl) + w2 (НCl),
где w1 (НCl) кол-во НCl полученного в первой реакции; w2 (НCl) – кол-во НCl полученного во второй реакции.
w1 (НCl) = 6 * w (С6Cl6) = 4.39 * 6 = 26.34 кмоль/ч
w2 (НCl) = 3 * w (C6H3Сl3) = 3 * 0.17 = 0.51 кмоль/ч
w (НCl) = 26.34 + 0.51 = 26.85 кмоль/ч
m (НCl) = 26.85 * 36.45 = 978.68 кг/ч
Технологические и технико-экономические показатели процессаПропускная способность установки: 7604,88 кг/ч
Конверсия или степень превращения бензола =M (C6H6) подано - M (C6H6) непрореагировало / M (C6H6) подано * 100%= 5392,45-5036,77 /5392,45 * 100% = 6,5%
Теоретические расходные коэффициенты по С6Н6:
sтС6Н6 = Mr (C6H6) / Mr (C6Cl6) = 78/284,7 = 0,274 кг/кг;
по Cl2:
sтCl2 = Mr (Cl2) / Mr (C6Cl6) = 70,9/ 284,4 = 0,249 кг/кг.
Фактические расходные коэффициенты:
по С6Н6:
sфС6Н6 = m (C6H6) / m (C6Cl6) = 5392,45/1250 = 4,402 т/т;
по Cl2:
sфHCl= m (Cl2) / m (C6Cl6) = 1997,25/1250 = 1,682 т/т.
Выход на поданное сырье:
Фактический выход C6Cl6:
QФ = m (C6Cl6) = 1250 кг;
Теоретический выход C6Cl6:
Mr (С6Н6) ¾ Mr (C6Cl6), 78 ¾ 284,7,m (С6Н6) ¾ QТ; 5392,45 ¾ QТ;
QТ = (5392,45 * 284,7) / 78 = 19682,44 кг;
Выход C6Сl6 по бензолу:
bС6Cl6 = QФ / QТ * 100%= 1250/19682,44 кг * 100% = 6,35%
5. Теоретический выход C6Cl6, рассматриваемый, исходя из кол - ва превращенного С6Н6:
78 - 284.7
mпревр (С6Н6) - Qт'
Qт' = (5392.45 - (4875 - 161.77)) * 284.7/78 = 1161.43 кг
Выход C6Cl6 на превращенный С6Н6:
β' C6Н6 = QФ / QТ * 100% = 1250/1161.43 *100% = 107,63%
Список литературы
1. Лебедев Н.Н. Химия и технология основного органического и нефтехимического синтеза. Изд.2-е, пер.М., "Химия", 2005, 736 с.
2. Юкельсон И.И. Технология основного органического синтеза. М.: "Химия", 2008, 846 с.
3. Общая химическая технология / Под ред. А.Г. Амелина. М.: "Химия", 2007, 400 с.
4. Расчеты химико-технологических процессов / Под ред. И.П. Мухленова. Л.: Химия, 2008, 300 с.
Похожие работы
... СС12=СС12 + 5НС1 (2.26) Побочно получаются продукты конденсации (гексахлорбутадиен-1,3, гексахлорбензол), которые в этих условиях не подвергаются хлоролизу, и их уничтожают. Технологическая схема производства тетрахлорметана и тетрахлорэтилена из хлорорганических отходов изображена на рис. 2.1. Смесь отходов подают в испаритель 1, где отделяются тяжелые продукты, направляемые на сжигание. Пары ...

... промышленности отличают следующие направления: совершенствование средств труда, изменение существующих и создание новых технологий, улучшение использования сырья, всесторонняя автоматизация химического производства. Важнейшим результатом НТП в химической промышленности стало широкое внедрение ее достижений во все сферы народного хозяйства - эффективная его химизация. Химизацией народного хозяйства ...


... в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа). Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; ...
... -аналитических исследованиях в органической химии, нефтехимии, биохимии, медицине, фармакологии, для охраны окружающей среды и др. [16] 3. Использование хромато – масс – спектрометрии в идентификации загрязнителей природных сред Возможности хромато-масс-спектрометрии по идентификации сточных вод и отходов накопителей промпредприятий были проверены на объектах г. Днепропетровска. С разной ...
0 комментариев