РЕФЕРАТ
ПО ПРОИЗВОДСТВУ
НА ТЕМУ: ТРАНСПОРТИРОВАНИЕ СЫРЦА В СУШИЛЬНЫЕ АГРЕГАТЫ. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ СУШКИ. ЕСТЕСТВЕННАЯ СУШКА В СУШИЛЬНЫХ САРАЯХ
ТРАНСПОРТИРОВАНИЕ СЫРЦА В СУШИЛЬНЫЕ АГРЕГАТЫ
Сформованный сырец, уложенный на сушильные рамки, транспортируют в сушилки с помощью вагонеток.
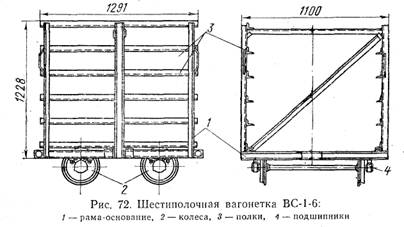
Шестиполочные вагонетки ВС-1-6 (рис.72) предназначены для внутризаводского транспортирования и сушки кирпича в туннельных сушилках. Они состоят из рамы-основания 1, установленной на подшипниках 4, двух пар колес 2 и уголковых полок 3, расположенных по шесть рядов на боковых стойках рамы.
Рама сделана из швеллера № 6,5, полки — из угловой стали 40χ40χ4. Вагонетка вмещает 240 шт. кирпича.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Применяют также семиполочные вагонетки ВС-1-7, вмещающие 252 шт. кирпича.
Применяют также семиполочные вагонетки ВС-1-7, вмещающие 252 шт. кирпича.
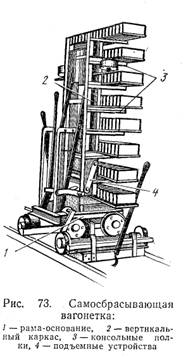
Для транспортирования кирпича в камерные сушилки применяют самосбрасывающие вагонетки, с помощью которых сначала снимают рамки с кирпичом, уложенные на подъемник, и устанавливают рамки в камеры сушилки.
Само сбрасывающая вагонетка (рис. 73) состоит из рамы-основания 1, вертикального каркаса 2 из двух опор, включающего две подвижные вертикальные стойки, на которых крепят консольные полки 3, подъемного устройства 4.
На отечественных заводах обычно применяют десятиполочные самосбрасывающие вагонетки (см. рис. 67), которые снимают с подъемника рамки с кирпичом и транспортируют их в камеру сушилки. Здесь рамки укладывают на выступы, сделанные в стенах «амер. Расстояние между выступами такое же, как и между полками на вагонетках.
Для большего удобства передвижения в сушильной камере самосбрасывающих вагонеток с сырцом, устранения задевания концов рамок за высту-, пы в стенах камеры на вагонетках устанавливают поворотный круг, позволяющий располагать рамки с сырцом под углом, а не перпендикулярно к линии выступов, вследствие чего концы рамок не доходят до выступов и скорость движения вагонетки может быть увеличена.
На некоторых заводах применяют самоходные самосбрасывающие вагонетки емкостью 240 шт. вместо обыч ных вагонеток на 120 шт.
Высушенный кирпич десятиполочная вагонетка забирает, транспортирует к снижателю и устанавливает в нем.
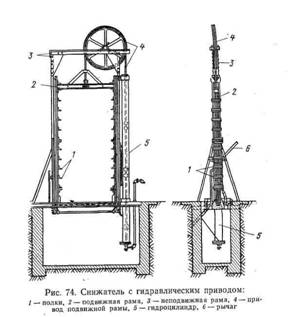
Снижатели бывают с гидравлическим или механическим приводом.
Снижатель гидравлическим приводом (рис.74) широко распространен. Он состоит из неподвижной рамы 3, подвижной рамы 2, на которой укреплены полки / из угольников, привода 4 подвижной рамы с контргрузом, рычага 6 для опускания подвижной рамы, гидроцилиндра 5. Раму, подвешенную на контргрузе, при полной нагрузке, когда сырец уложен на 10 рамок, располагаемых на ее полках, опускают в приямок на половину ее высоты.
Снимают рамки с кирпичом с помощью карусельных вагонеток или![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() аккумуляторного электропогрузчика СМ-4004, оборудованного вильчатыми захватами (см. ниже).
аккумуляторного электропогрузчика СМ-4004, оборудованного вильчатыми захватами (см. ниже).
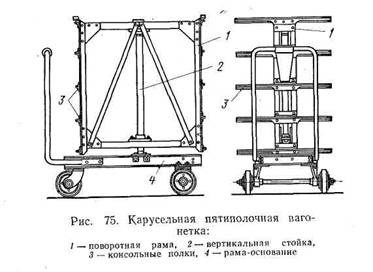
Карусельная пятиполочная вагонетка (рис. 75) состоит из рамы-основания 4, установленной на колеса, поворотной рамы, вертикальной стойки 2, консольных полок 3. Для передвижения вагонеток по бетонному полу на них устанавливают три колеса, одно из них поворотное; для передвижения вагонетки по рельсам — четыре стальных колеса. Пятиполочная карусельная вагонетка приближается к снижателю и снимает пять рамок с кирпичом. Рама снижателя под действием массы контргруза поднимается из приямка. Та же вагонетка поворачивается пустой частью полок, забирает остальные пять рамок с кирпичом и транспортирует их в печь.
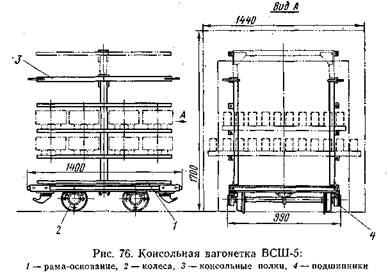
При отборе и укладке кирпича на рамки автоматами-укладчиками его транспортируют в камерные сушилки десятиполочными вагонетками и в туннельные сушилки консольными вагонетками.
Консольные вагонетки ВСШ-5 (рис. 76) под автомат-укладчик состоят из рамы-основания , установленной на подшипниках 4, двух пар колес 2 и консольных полок 3, приваренных в одной точке по середине полки. Опорой для каждой полки является только одна из стоек.
Для перевода вагонеток с одного рельсового пути на другой применяют электропередаточные тележки-платформы (рис. 77). Они состоят из рамы 6 с уложенными на ней рельсами 4, электродвигателя 5, токосъемника и реечного толкателя, 2, приводимого в движение электродвигателем 3.
|
|
|
|
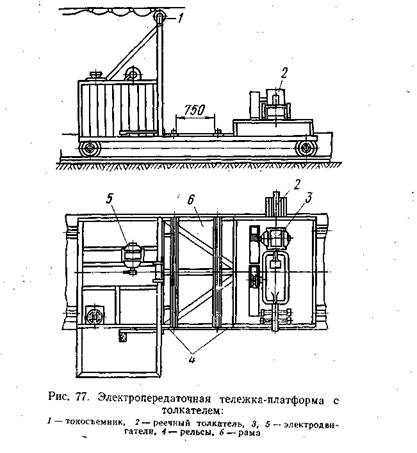
Платформа перемещается по широкому углубленному рельсовому пути, уложенному перпендикулярно рельсовым вагонеточным ![]()
![]()
![]()
![]() путям. При подходе платформы к рельсовому пути одного из сушильных туннелей установленная на платформе вагонетка с кирпичом передается на этот рельсовый путь, затем с помощью реечного толкателя заталкивается в туннель.
путям. При подходе платформы к рельсовому пути одного из сушильных туннелей установленная на платформе вагонетка с кирпичом передается на этот рельсовый путь, затем с помощью реечного толкателя заталкивается в туннель.
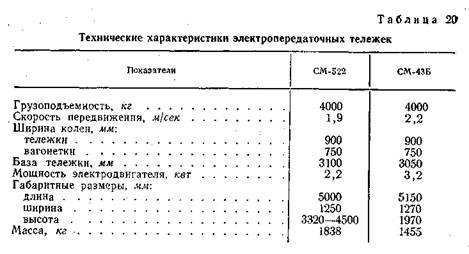
Для одновременного транспортирования двух вагонеток с кирпичом выпускают электропередаточные тележки СМ-522 без толкателя и СМ-43А (табл. 20).
Уход за транспортным оборудованием заключается в том чтобы оно содержалось в чистоте, было покрашено, подшипники колес своевременно смазывались, тормоза и подъемные устройства на десятиполочных самосбрасывающих вагонетках работали безотказно, а пальцы для захвата рамок не были погнуты.
Необходимо периодически покрывать антикоррозионными составами сушильные вагонетки и своевременно ремонтировать их.
ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ СУШКИ
Сушку кирпича производят только конвективным методом, т. е. методом, при котором влага испаряется вследствие теплового обмена между изделием и теплоносителем. В качестве теплоносителя используют нагретый воздух или дымовые газы, получаемые от сжигания топлива. Эти теплоносители являются одновременно и влаго-поглотителями, так как передают сырцу тепло и поглощают его влагу.
Процесс сушки характеризуется следующими основными факторами: скоростью перемещения влаги внутри материала, скоростью влагоотдачи с поверхности материала в окружающую среду и усадочными напряжениями, обусловленными неравномерным распределением влажности внутри материала. Процесс испарения и удаления влаги с поверхности изделия называют внешней диффузией.
Скорость внешней диффузии зависит от параметров теплоносителя— температуры и влажности, а также от скорости его движения относительно высушиваемого изделия.
Способность теплоносителя поглощать то или иное количество влаги зависит от его относительной влажности, т. е. количества содержащейся в нем влаги. Чем меньше относительная влажность теплоносителя, тем большее количество влаги в виде водяного пара может он поглотить.
В результате испарения влаги с поверхности изделия влага из глубинных слоев перемещается на его поверхность. Этот процесс называют внутренней диффузией.
Если в результате быстрого испарения влаги с поверхности сырца разница в количестве ее на поверхности и внутри будет превышать допускаемый предел, то сырец будет растрескиваться. Этот предел называют критическим перепадом влагосодержания, или критическим градиентом влажности.
Условия сушки кирпича должны быть такими, при которых образующийся в ней перепад влажности не превышал бы критического значения. Скорость внутренней диффузии зависит от влагопровод-ности сырца и возникающего перепада влагосодержания или градиента влажности. Внутренняя диффузия протекает медленнее внешней.
Наилучшие условия сушки создаются при одинаковой скорости внешней и внутренней диффузий.
Сушка может происходить только при условии подвода тепла, необходимого для испарения влаги, и при наличии разницы давлений паров воды на поверхности испарения и паров воды теплоносителя. Чем больше эта разница, тем быстрее скорость испарения.
Теплоноситель поглощает влагу из кирпича до тех пор, пока парциальные 1 давления его паров и паров на поверхности испарения не сравняются.
Насыщенность теплоносителя не должна превышать определенного предела. Добавление к насыщенному теплоносителю некоторого количества пара вызывает конденсацию его на поверхности изделия в виде капель воды. Чем выше температура воздуха, тем большее количество паров воды он может впитать до насыщения.
В практике степень насыщения воздуха характеризуют его относительной влажностью, т. е. отношением количества водяного пара, содержащегося в 1 л3 воздуха, к количеству пара, которое насыщает воздух при данной температуре. Чем выше температура и ниже относительная влажность воздуха, тем быстрее протекает процесс сушки изделия и тем меньшее количество воздуха необходимо для удаления влаги из изделия.
Скоростью сушки называется количество воды, которое удаляется с единицы .поверхности изделия в единицу времени. Скорость сушки можно регулировать температурой, относительной влажностью и скоростью движения теплоносителя.
Процесс сушки делится на три периода: нагрева изделий, постоянной скорости сушки и замедленной скорости сушки. В период нагрева тепло, подводимое к материалу теплоносителем, расходуется на подогрев изделия от начальной температуры до температуры теплоносителя. Влажность изделий за этот период уменьшается незначительно.
В первый период сушки удаление влаги происходит с постоянной интенсивностью
![]()
где W — количество испарений влаги, кг; F — поверхность испарения, м2; τ —время испарения, ч.
В этот период температура изделия постоянна и равна температуре мокрого термометра 2.
В период постоянной скорости сушки влага, поступающая из внутренних слоев изделий, испаряется с их поверхности. Скорость сушки в этот период остается постоянной до тех пор, пока влажность на поверхности изделий начнет уменьшаться. Этот период сушки характеризуется примерно постоянным уменьшением массы изделия в единицу времени, т. е. количества влаги, испаряемой с единицы поверхности высушиваемого изделия.
В период замедленной скорости сушки постепенно уменьшается влажность изделия до минимального остаточного количества. После этого сушка изделий прекращается. Этот период характеризуется непрерывным снижением скорости сушки и сопровождается снижением величины усадки изделий, которая чаще всего прекращается до окончания этого периода.
Влажность, которую имеет масса изделия в момент прекращения усадки, называется критической влажностью.
Конец третьего периода характеризуется равновесной влажностью, т. е. влажностью, при которой изделие прекращает уменьшаться в массе и скорость сушки равна нулю.
Равновесная влажность высушиваемого материала зависит от относительной влажности и температуры теплоносителя. Чем меньше относительная влажность теплоносителя и выше его температура, тем меньше равновесная влажность высушиваемого изделия.
Для уменьшения возможности образования трещин в заводской практике обычно стремятся увеличить скорость продвижения влаги от внутренних слоев изделия к наружным настолько, чтобы эта скорость соответствовала скорости испарения с поверхности изделия. При этих условиях влажность сырца по всей толщине выравнивается и воздействие напряжений уменьшается или устраняется.
Увеличение скорости капиллярного движения воды в основном зависит от ее вязкости, которая понижается с увеличением температуры воды. Вода при температуре 60° характеризуется вязкостью на 25% меньше, чем при температуре 0°С.
Практически нагрев глиняной массы до указанной температуры или несколько ниже достигают пароувлажнением.
Чтобы ускорить сушку, особенно в начальный период, применяют паропрогрев глиняной массы перед прессованием до 40—50° С. За счет повышения температуры бруса увеличивается влагопровод-ность сырца в два и более раза, так как вязкость воды в сырце значительно уменьшается и усиливается внутренняя диффузия.
Однако возможности прогрева глиняной массы ограничиваются указанными пределами температуры (40—50°С). При более высокой температуре паропрогрева у большинства суглинков, применяемых для производства кирпича, резко снижается связность массы. Это приводит к уменьшению прочности бруса, выходящего из мундштука пресса.
Сырец, нагретый за счет пароувлажнения, можно высушить быстрее и с меньшим количеством трещин. Чтобы уменьшить величину усадки, ускорить продвижение влаги из внутренних слоев к поверхности и тем самым уменьшить перепады влажности по сечению изделия, в шихту вводят - различные отощители, увеличивающие влагопроводность и уменьшающие усадку изделий.
Чтобы избежать появления трещин в изделиях из чувствительного к сушке сырья, повышают относительную влажность тепдоносителя, снижают его температуру при одновременном увеличении объема, а следовательно, и скорости. С этой целью обычно повторно используют часть отработанного теплоносителя, т. е. осуществляют его рециркуляцию путем смешивания с теплоносителем, поступающим от источников тепла. Это делают либо в общей смесительной камере перед поступлением в сушилку, или же рециркулирующий влажный теплоноситель подают в наиболее опасные зоны сушки, и здесь он смешивается с проходящим более сухим теплоносителем..
При сушке изделий стремятся создать оптимальный режим, т. е. режим, при котором получают качественные изделия без трещин в минимальные сроки и при возможно меньших затратах тепла и электроэнергии.
Оптимальный режим сушки обычно устанавливают экспериментальным путем и из нескольких режимов выбирают наиболее эффективный. Этот путь дорогой, трудоемкий и длительный, а главное, не всегда дает лучшие результаты.
Поэтому применяют расчетно-экспериментальные методы. Одним из них является метод установления критического градиента влажности. По его величине можно устанавливать оптимальный режим сушки.
Если критический градиент влажности для определенной керамической массы составляет величину более 3, то кирпич следует сушить в начальный период при температуре теплоносителя 60— 70°С и относительной влажности 55—60%; срок сушки-— 12 ч.
При величине критического градиента влажности сырца менее-1,8 начальная температура теплоносителя должна быть примерно 32°С, относительная влажность 82—85%, а срок сушки 60—72 ч.
При естественной сушке используется тепло атмосферного воздуха, нагретого солнцем. Такая сушка возможна лишь в теплое время года. Ее применяют на сезонных заводах.
Естественная сушка кирпича обычно протекает в сушильных сараях. При небольшом объеме производства, если позволяют климатические условия, кирпич сушат на открытых площадках.
Продолжительность сезона сушки в северных районах составляет примерно 100 суток, а в южных районах — 230 суток.
Срок естественной сушки сырца в сараях колеблется в зависимости от климатических условий от 5 до 20 суток.
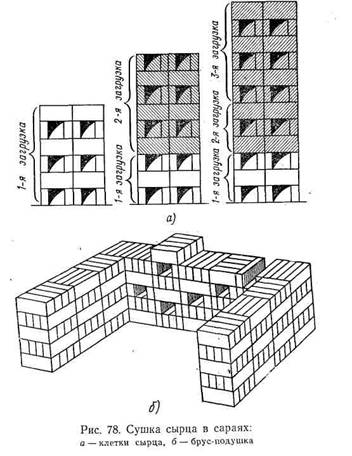
Спрессованный кирпич-сырец укладывают в клетки в 6—7 рядов по высоте (рис. 78, а). Каждая клетка состоит из трех столбиков с расстоянием между рядами столбиков в 4—5 см для лучшей циркуляции воздуха. Иногда клетки выкладывают сдвоенными и по мере подсыхания их наращивают свежесформованным сырцом. Нижний ряд сырца часто ставят на тычок.
Подсохшие кирпичи укладывают в брус-подушку (рис. 78, б), где они досыхают и хранятся до направления на обжиг.
Вследствие высокой трудоемкости естественной сушки кирпича и сезонности производства ее заменяют искусственной сушкой в камерных или туннельных сушилках, а заводы переводят на круглогодовое производство.
Использованная литература:
1. Кашкаев И. Я Шейнман Е. Ш. Производство глиняного кирпича. Изд. 2-е, испр. и доп. М., «Высш. школа», 1974. 288 с, с ил.
Похожие работы
... в закрытых складах. Санитарно-технические изделия, прошедшие сортировку и комплектование арматурой, упаковывают в специальные ящики и хранят в закрытых складах. 12 Основные технологические схемы производства различных видов керамики: керамического кирпича, камней, искусственных пористых заполнителей, керамической облицовочной плитки, огнеупорных материалов и изделий, технической керамики ...
0 комментариев