Навигация
1.4 Газлифт
Это устройство для подъёма капельной жидкости за счёт энергии, содержащейся в смешиваемом с ней сжатом газе. Газлифт применяют главным образом для подъёма нефти из буровых скважин, используя при этом газ, выходящий из нефтеносных пластов. Известны подъёмники, в которых для подачи жидкости, в основном воды, используют атмосферный воздух. Такие подъёмники называются эрлифтами.
В газлифте, или эрлифте сжатый газ или воздух от компрессора подаётся по трубопроводу, смешивается с жидкостью, образуя газо-жидкостную или водо-воздушную эмульсию, которая поднимается по трубе . Смешение газа с жидкостью происходит в башмаке, соединяющем трубы. На поверхности земли газообразную фазу эмульсии от жидкой отделяет сепаратор. Действие газлифта основано на уравновешивании столба газо-жидкостной эмульсии столбом капельной жидкости на основе закона сообщающихся сосудов. Один из них - буровая скважина или резервуар, а другой - труба, в которой находится газожидкостная смесь. Рабочий процесс газлифта сопровождается явлением увлечения жидкости пузырьками газа или воздуха, которые, поднимаясь вверх, расширяются и увеличивают скорость движения газо-жидкостной смеси. Оптимальные скорости движения эмульсии в нижней части трубы З м/сек, а в верхней 6- 8 м/сек.
Газлифты могут подавать воду на высоту до 200 м и нефть до 1000 м при часовой подаче до 500 м3. Газлифты имеют кпд от 15 до 36%. Несмотря на наличие более эффективных технических средств для подъёма жидкости, газлифты и в настоящее, время имеют применение.
2. Порошковая металлургия
Это область техники, охватывающая совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них (или их смесей с неметаллическими порошками) без расплавления основного компонента. Технология порошковой металлургии включает следующие операции: получение исходных металлических порошков и приготовление из них шихты (смеси) с заданными химическим составом и технологическими характеристиками; формование порошков или их смесей в заготовки с заданными формой и размерами (главным образом прессованием); спекание, т. е. термическую обработку заготовок при температуре ниже точки плавления всего металла или основной его части. После спекания изделия обычно имеют некоторую пористость (от нескольких процентов до 30—40%, а в отдельных случаях до 60%). С целью уменьшения пористости (или даже полного устранения её), повышения механических свойств и доводки до точных размеров применяется дополнительная обработка давлением (холодная или горячая) спечённых изделий; иногда применяют также дополнительную термическую, термохимическую или термомеханическую обработку. В некоторых вариантах технологии отпадает операция формования: спекают порошки, засыпанные в соответствующие формы. В ряде случаев прессование и спекание объединяют в одну операцию т. н. горячего прессования — обжатия порошков при нагреве.
2.1 Получение порошков.
Механическое измельчение металлов производят в вихревых, вибрационных и шаровых мельницах. Другой, более совершенный метод получения порошков — распыление жидких металлов: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность и экономичность процесса. Распространено получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом. Находят применение гидрометаллургические методы восстановления растворов соединений этих металлов водородом. Для получения медных порошков наиболее часто используют электролиз водных растворов. Имеются и другие, менее распространённые методы приготовления порошков различных металлов, например электролиз расплавов и термическая диссоциация летучих соединений (карбонильный метод).
2.2 Формование порошков.
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 (20—100 кгс/мм2) на быстроходных автоматических прессах (до 20 прессовок в 1 мин). Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и экструзия порошков.
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции (копоти, карбидов, нитридов и т.д.), предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Порошковая металлургия имеет следующие достоинства, обусловившие её развитие.
1) Возможность получения таких материалов, которые трудно или невозможно получать др. методами. К ним относятся: некоторые тугоплавкие металлы (вольфрам, тантал); сплавы и композиции на основе тугоплавких соединений (твёрдые сплавы на основе карбидов вольфрама, титана и др.): композиции и т. н. псевдосплавы металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (например, вольфрам — медь); композиции из металлов и неметаллов (медь — графит, железо — пластмасса, алюминий — окись алюминия и т.д.); пористые материалы (для подшипников, фильтров, уплотнений, теплообменников) и др.
2) Возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями. Порошковая металлургия позволяет экономить металл и значительно снижать себестоимость продукции (например, при изготовлении деталей литьём и обработкой резанием иногда до 60—80% металла теряется в литники, идёт в стружку и т.п.).
3) При использовании чистых исходных порошков можно получить спечённые материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у обычных литых сплавов.
4) При одинаковом составе и плотности у спечённых материалов в связи с особенностью их структуры в ряде случаев свойства выше, чем у плавленых, в частности меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у ряда литых металлов (например, бериллия) вследствие специфических условий затвердевания расплава. Большой недостаток некоторых литых сплавов (например, быстрорежущих сталей и некоторых жаропрочных сталей) — резкая неоднородность локального состава, вызванная ликвацией при затвердевании. Размеры и форму структурных элементов спечённых материалов легче регулировать, и главное, можно получать такие типы взаимного расположения и формы зёрен, которые недостижимы для плавленого металла. Благодаря этим структурным особенностям спечённые металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, а также ядерного облучения, что очень важно для материалов новой техники.
Похожие работы
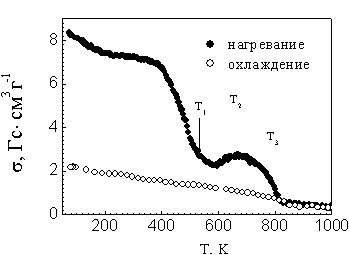

... , вызванная структурными изменениями, что подтверждается результатами рентенографического анализа. Манганиты со структурой перовскита с общей формулой R(1-x)AxMnO3 (R=редкая земля, A=Ca, Sr, Ba, Pb) характеризуются интересными физическими свойствами и изучаются эти вещества уже несколько десятков лет. Фазовые диаграммы и физические свойства твердых растворов в некоторых соединениях кардинально ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... учащихся, а также о самопознании (собственной личности и деятельности). 2. Проектировочный компонент включает в себя представления о перспективных задачах обучения и воспитания, а также о стратегиях и способах их достижения. Анализ и самоанализ педагогической деятельности также входят в состав этого компонента. 3. Конструктивный компонент — это особенности конструирования педагогом собственной ...
... водостойкости и газонепроницаемости, создает надежный барьер от микробов. Это придает ей дополнительные преимущества перед другими видами. 2. Санитарно-гигиенические требования к упаковочным материалам для продуктов питания Санитарно-гигиенические требования, включают следующие положения: - в состав упаковочного материала не должны входить высокотоксичные вещества, обладающие кумулятивными ...
0 комментариев