Навигация
Экструдеры для переработки полимеров
20756
знаков
0
таблиц
8
изображений
Экструдеры для переработки полимеров
1. Классификация экструдеров для переработки полимеров
При экструзии расплав полимера продавливается через профилирующий инструмент, в результате чего получается изделие нужного поперечного сечения. Методом экструзии изготавливают самые разнообразные изделия, такие, как гранулы, трубы, листы, пленки, профильные полосы, кабельные оболочки и многие другие.
Основным оборудованием для переработки полимеров методом экструзии являются одно- и многочервячные экструдеры. В последнее время для переработки эластичных расплавов начинают применять дисковые бесчервячные экструдеры, в которых давление экструзии создается по принципу эффекта Вайссенберга. Наконец, в производстве изделий из фторпластов до сих пор применяют плунжерные экструдеры.
Все многообразие конструкций существующих экструдеров можно систематизировать с помощью семиступенчатой классификационной схемы. В соответствии с этой схемой первая ступень (тип) определяет основной конструктивный признак экструдера (одно- или двухчервячный, плунжерный, дисковый). Вторая ступень (класс) обусловливает функциональное назначение экструдера в наиболее общем виде. Третья ступень (группа) определяет компоновку червяков (в одну или две ступени). Четвертая ступень (ряд) обусловливает термодинамическую категорию и виды воздействия на перерабатываемый полимер. Пятая ступень (исполнение) определяет наличие или отсутствие зоны дегазации расплава, шестая ступень (модель) — размерные характеристики экструдера по диаметру червяка и его относительной длине (D, LID). Седьмая ступень (вид) характеризует особенности конструкции многочервячных экструдеров (направление вращения червяков, наличие или отсутствие взаимозацепления).
В соответствии с этой схемой классификации можно ввести кодированное обозначение экструдера, используя запись в виде последовательности групп цифр, отделенных друг от друга косой чертой, например Э/102/201/301/402/501/6032015. Здесь буква Э означает, что речь идет об экструдере, сочетание 102 показывает, что на первой ступени (отделяется от последующей цифры нулем) экструдер относится к типу 2 (одночервячный); сочетание 201 означает, что на второй ступени экструдер относится к классу 1 (пластицирующий); сочетание 301 означает, что на третьей ступени экструдер относится к группе 1 (одноступенчатый) ; сочетание 402 показывает, что на четвертой ступени экструдер относится к ряду 2 (специальный автогенный); сочетание 501 означает, что на пятой ступени экструдер относится к машинам с зоной дегазации; сочетание 6032015 означает, что диаметр червяка равен 32 мм, а L/Z) = 15.
Выпускаемые отечественной машиностроительной промышленностью универсальные экструдеры имеют относительную длину червяка, равную 20, 25 и 30 диаметрам. Отношение длины рабочей части червяка к диаметру L/D у отечественных двухчервячных экструдеров составляет 12 и 15.
2. Конструкция одночервячного экструдера
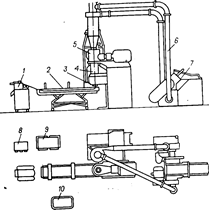
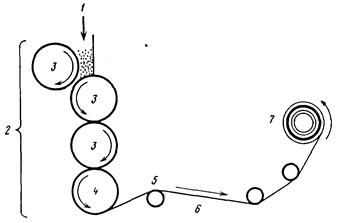
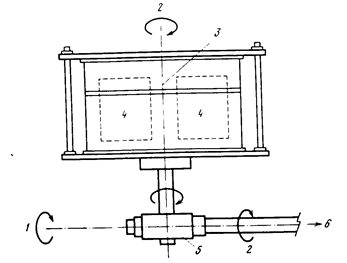
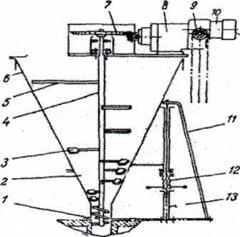
Одночервячный экструдер (рис. 1) состоит из червяка 1, вращающегося внутри цилиндрического корпуса 2, на котором установлен бункер И. Внутри корпуса, как правило, запрессовывается гильза 3 с азотированной, закаленной и термообрабо-танной поверхностью. Обогрев корпуса осуществляется нагревателями 4, сгруппированными в несколько (как правило, три или четыре) тепловых зон. На конце корпуса устанавливается головка с профилирующим инструментом 5, соединяющаяся с корпусом экструдера посредством адаптера 6. Между червяком и адаптером располагается решетка с пакетом фильтрующих сеток 7. Корпус устанавливается на станине 8. Осевое усилие воспринимается блоком упорных подшипников 10. Привод червяка осуществляется от регулируемого электродвигателя через шестеренчатый редуктор 9. Бункер изготавливается из листовой стали или алюминиевых сплавов со смотровым окном для контроля за уровнем находящегося в бункере материала. Для переработки материалов, склонных к сводообразованию (зависанию), в бункере устанавливают перемешивающее устройство. Бункера экструдеров, предназначенных для переработки материалов с низкой сыпучестью (порошки, отходы производства пленок и нитей), оборудуют устройствами для предварительного уплотнения материала.
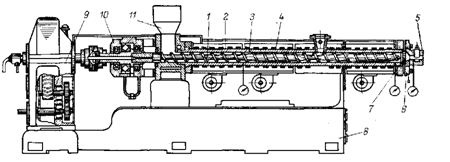
Рис. 1. Принципиальная схема одночервячного экструдера
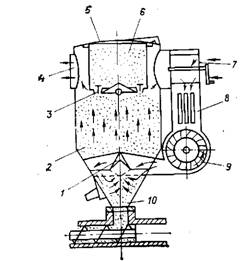
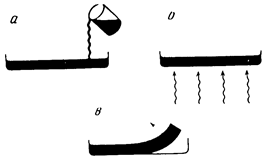
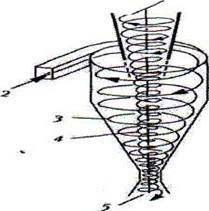
Рис. 2. Бункер для переработки гидрофильных полимеров
Для переработки гидрофильных полимеров применяют бункера вакуумированием с целью удаления влаги и летучих. В не- которых случаях используют бункера, в которых материалы подогревается горячим воздухом (рис. 2).
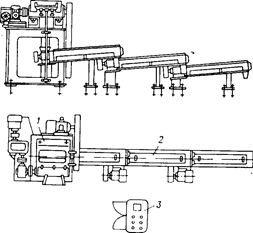
2.1 Червяки
В современных экструдерах применяются червяки с относительной длиной L/D= 154-35. Диаметр червяков регламентируется ГОСТ 14773—80 и может составлять 20 32; 45; 63; 90; 125; 160; 200; 250; 320; 450; 630 мм. Наиболее распространены так называемые зонированные червяки рис 3, на которых можно выделить зону питания L3, зону плавления и зону дозирования
Экструзионный материал может поступать на переработку в виде гранул или порошка. Гранулы загружаются в бункер и через загрузочное отверстие поступают к червяку. Продвигаясь вдоль червяка, гранулы расплавляются, расплав продавливается через решетку и пакет фильтрующих сеток. Затем расплав проходит через конический диффузор (адаптер) в головку, в которой установлен профилирующий инструмент. Червяк — это основной рабочий орган экструдера. Он забирает непластицированный материал от загрузочного отверстия пластицирует его и равномерно подает в виде гомогенного расплава к головке. Продвигаясь по каналу червяка, материала разогревается как за счет тепла, выделяющегося вследствие вязкого трения, так и тепла, подводимого от расположение на корпусе нагревателей. В результате уплотнения из материла удаляется захваченный вместе с гранулами (или порошков воздух, и удельный объем пробки гранул уменьшается. Для компенсации уменьшения удельного объема гранулята канал червяка выполняется с уменьшающимся объемом витка. Поэтому глубина винтового канала червяка на выходе всегда меньше, чем на входе.

Рис. 3. Пластицирующий червяк с явно выраженной зоной плавления
По характеру процессов, протекающих на каждом участке червяка, его обычно можно разделить по длине на три основные зоны:
зона питания (или зона загрузки)—участок, на котором перерабатываемый материал находится в твердом состоянии;
зона сжатия (или зона плавления)—участок, на котором почти полностью происходит плавление материала;
зона дозирования — участок, на котором материал находится в расплавленном вязкотекучем состоянии.
Червяк, представленный на рис. 3, имеет явно выраженную зону плавления. В зоне питания глубина канала максимальна. В зоне плавления она постепенно уменьшается до значения, соответствующего зоне дозирования. По мере приближения к головке площадь поперечного сечения канала червяка сокращается. Это достигается в результате уменьшения глубины канала червяка, вследствие снижения шага нарезки или за счет того и другого одновременно.
Отношение объемов витков винтового канала в начале и в конце зоны плавления (геометрическая степень сжатия) рассчитывают по формуле
Червяки современных экструдеров изготавливают из нержавеющих хромомолибденовых, хромоникелевых сталей. Высокая поверхностная твердость обеспечивается различными видами термообработки (закалкой, цементацией с последующей закалкой, азотированием). Гребни нарезки червяков, предназначенных для переработки композиций с абразивным наполнителем, защищают, наваривая покрытие из твердых сплавов с твердостью HRC=70.
При работе экструдера на червяк действуют значительные осевые и радиальные усилия, для восприятия которых в качестве опор применяют конические самоустанавливающиеся подшипники, воспринимающие осевые и радиальные усилия, в сочетании с радиальными подшипниками, воспринимающими только радиальные усилия. При расчете подшипников стандартными методами принимают, что давление в конце червяка (для подсчета осевой составляющей) равно 70—80 МПа, а срок службы — 30-103 ч [1-3].
Похожие работы
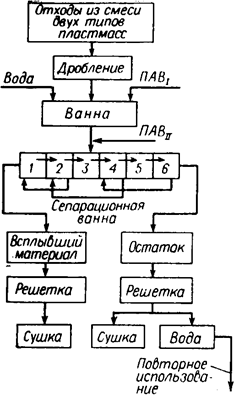
емя наряду с совершенствованием технологии синтеза и переработки пластмасс все большее внимание уделяется разработке процессов и методов утилизации или обезвреживания пластмассовых отходов. При этом можно выделить следующие основные направления [1]: 1) повторная переработка отходов или использование их в различных композициях; 2) термическое разложение с получением целевых ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...
... , автомобилей, самолетов и даже зданий. К этому классу волокон относятся одноосно ориентированные волокна ароматических полиамидов и полиэфиров, углеродные и кремневые волокна. 2. ПЕРЕРАБОТКА ПОЛИМЕРОВ 2.1 КОМПАУНДИРОВАНИЕ Полимеры в чистом виде, полученные с промышленных предприятий после их выделения и очистки, называются "первичными" полимерами или "первичными" смолами. За исключением ...
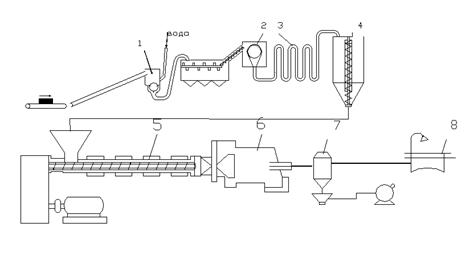
... для применения в медицине. Сочетание внутренних и внешних пластификаторов может обеспечить оптимальный баланс свойств [11]. 2. Технологическая часть 2.1 Описание технологического процесса вторичной переработки одноразовых шприцев и последующего изготовления гранул Термопласты могут быть подвергнуты многократному расплавлению, что объясняется их молекулярным строением. Таким образом, их ...
0 комментариев