Навигация
Отжиг радиационных дефектов
22837
знаков
0
таблиц
0
изображений
2.3 Отжиг радиационных дефектов
Исследования процесса отжига имплантированных структур приводит к выводу о том, что влияния отжига на аморфные слои и на точечные и линейные радиационные дефекты различно.
Одной из основных проблем технологии ионного легирования является определение минимальных температуры и времени отжига, необходимых для полной активации доноров и акцепторов при условии полного устранения остаточных дефектов.
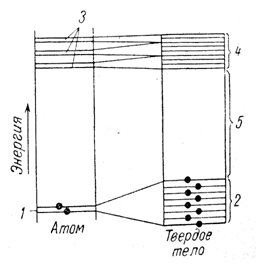
При определенной температуре дефекты можно устранить термообработкой. Для устранения дефектов решетки необходима энергия активации, т.е. осуществляется активизация материала, встраивание атома легированной примеси в кристаллическую решетку основного материала и установление химических связей с соседними атомами. Эта энергия определена для каждой структуры дефектов (рисунок 5). Например, для дивакансий требуется энергия активации 1,25 эВ, в то время как для обычных дефектов 0,33 эВ. Вероятно, многократные дефекты решетки, большие, чем дивакансии, имеют более высокую энергию активации. Обычный отжиг не гарантирует полного 100% избавления от дефектов, более совершенным методом является лазерный отжиг.
Процесс заключается в использовании луча лазера с удельной мощностью равной 500000 Вт/см3. При кратковременном воздействии лазерного луча материал плавиться на очень короткое время затем при перемещении луча зона воздействия лазерного луча кристаллизуется в нормальную кристаллическую решетку. Лазерный отжиг позволяет строго контролировать зону обработки, глубину залегания примеси, а также устранить нарушения кристаллической решетки в объеме пластины. При обработке поверхностей с большой площадью возможна значительная потеря энергии лазерного луча вследствие отражающей способности поверхности. Поэтому стремятся перемещать не луч, а пластину. По этой причине метод лазерного отжига также не совершенен.
Электронно-лучевой отжиг не зависит от оптических характеристик поверхности. Кроме того электронный отжиг позволяет получать пластины с лучшей электронной стабильностью. После электронно-лучевого отжига пластины практически не содержат дефектов. Однако необходимо поддерживать в вакуумной камере давление порядка 0.00001-0.000001мм.рт.ст. Этот тип отжига является самым совершенным из всех.[2]
3. Схема устройства для ионной имплантации
Ионный источник представляет собой вакуумную камеру, в которой поддерживается давление 1,33 10-3 Па. В камере осуществляется ионизация паров легирующей примеси. В качестве ионизируемых используются вещества, содержащие требуемую примесь. Выходящие из источника ионы неоднородны по составу. Для отделения посторонних ионов используется магнитный масс-сепаратор, который отклоняет от основной оси ионы, имеющие другую массу и заряд. Таким образом, ионы с различными массами будут двигаться по различным траекториям. Если в первоначальном пучке кроме ионов основной легирующей примеси присутствовали ионы посторонних примесей, то вследствие сепарирования по массам, происходящего в масс-сепаратор, ионы основной примеси будут собираться в отдельный пучок, в котором присутствие других примесей исключено. Выделенный по массе пучок ионов проходит через диафрагму и направляется в приемную камеру, где располагаются подложки. Сепарирование ионов по массам обеспечивает одно из основных достоинств легирования полупроводников ионным внедрением, а именно исключительно высокую чистоту внедряемой примеси.(рисунок 6) [1]
4. Возможности математического моделирования процесса ионной имплантации
В течении последних лет, прошедших с момента сообщения (конец 70–х годов) о первой высокоэффективной инженерной программе одномерного моделирования технологических процессов изготовления БИС SUPREM II, данный уровень моделирования БИС стремительно развивался. Сегодня уже можно говорить о нескольких поколениях программ технологического моделирования. К первому поколению относятся упоминавшаяся программа SUPREM II, а также большое количество зарубежных и отечественных программ, так или иначе использующих и развивающих основные идеи и модели, заложенные в программе SUPREM II. Основное внимание в этих программах уделялось моделированию процессов ионного легирования, диффузии, окисления и эпитаксии, ответственных за распределение примесей в полупроводниковых структурах, как правило, в одномерном приближении.
Стремительный прогресс в кремниевой технологии в последние 5 – 10 лет инициировал дальнейшее развитие технологического моделирования. Многие из недавно появившихся программ обладают признаками второго поколения.
В ближайшее время можно ожидать появления первых программ с некоторыми признаками третьего поколения, которые будут отражать дальнейшие тенденции в развитии технологии БИС.
4.1 Методы моделирования
Наиболее распространенным методом моделирования процесса ионного легирования является аналитическое приближение реальным, экспериментально определяемым формам распределения внедренных в полупроводник примесей. Суть его заключается в том, что, задавшись априори формой кривой распределения, можно экспериментально определить или рассчитать коэффициенты этого распределения. Преимущество данного метода является простота и наглядность полученного распределения, вычисляемого по аналитической формуле.
Наиболее старым и испытанным описанием профиля внедренной примеси, согласно классической теории ЛШШ (Линхарда – Шарфа – Шиотта), является симметричная гауссиана. Однако уже ранние экспериментальные исследования показали, что данное описание существенно не адекватно экспериментально снятым профилям для большинства ионов как в кремнии, так и в других полупроводниках. Было найдено, что профили большинства внедренных ионов ассиметричны в аморфных и кристаллических мишенях.
Использование результатов классической теории ЛШШ и аналитических аппроксимативных моделей распределения внедренных примесей ранее оказалось в большинстве случаев достаточно удовлетворительным, так как при продолжительном цикле загонки погрешности начального распределения после ионного легирования были незначительными. В современных технологических процессах изготовления нашли применение чрезвычайно короткие циклы термического отжига, а также ионное легирование через один или несколько слоев непосредственно в подложку.
Простейшим аналитическим аппроксимативным методом практически невозможно построить точный разрывный профиль распределения примесей при ионном легировании в многослойную структуру типа Si3N4 – SiO2 – Si или Si – SiO2 – Si. Поскольку данная операция часто используется в современных технологических процессах изготовления БИС, это вынуждает для улучшения адекватности применять либо метод Монте – Карло, либо метод интегрирования КУБ для построения требуемого распределения. Метод интегрирования КУБ является более быстрым: если расчет одного одномерного профиля данным методом требует t условных единиц машинного времени, то по методу Монте – Карло (40 – 60)t.
Высокой эффективностью при моделировании ионного легирования в многослойных структурах обладает метод подбора доз, с помощью которого можно получать приемлемую адекватность профиля распределения примеси, характерную для метода интегрирования КУБ, но с минимальными вычислительными затратами, например 10-1 t условных единиц машинного времени.
В данном методе, основанном на статическом распределении и численном интегрировании доз в каждом слое, требуются следующие шаги для моделирования ионного легирования с общей дозой D и энергией E.
Шаг 1. Распределение внедренной примеси в слое 1 (0 – Z1) на рисунке 7, определяется для дозы D и энергии Е как p1f1 (Z), где p1 – пик концентрации; f1(Z) – функция статического распределения от глубины Z. Количество внедренных ионов в слое 1 равно d1.
Шаг 2. Предполагая, что ионное легирование (D,E) было непосредственно проведено в слой 2, на глубине Z1 – границе двух слоев – содержится d1=d2 внедренных ионов:
Шаг 3. распределение внедренной примеси из, взятое с дозой D и энергией E, переносится в слой 2 из. При этом количество ионов в слое 2 толщиной равно d3.
Шаг 4. Шаг 2 повторяется для слоя 3, чтобы получить глубину, для которой количество внедренных примесей определяется выражением
Шаг 5. Распределение примеси из берется таким же, как из слоя 3 (из).
Использование соотношений (4.1) – (4.4) в заданной последовательности шагов позволяет просто и эффективно рассчитывать профили распределения примесей.
На рисунке 8 представлены расчетные и экспериментальные зависимости для ионного легирования мышьяка в многослойную подложку Si – SiO2– Si, подтверждающие приемлемую адекватность приведенного метода для статического распределения.
Наличие в программах технологического моделирования БИС моделей ионного легирования различного уровня сложности – Монте – Карло, интегрирования КУБ, подбора доз для заданных статистических распределений – позволяет в зависимости от типа и конфигурации многослойных мишеней применять наиболее подходящие модели с целью минимизации вычислительных затрат. [5]
Список используемой литературы
1. Готра З.Ю. Технология микроэлектронных устройств - М.: Радио и связь, 1991. – 528 с.
2. Технология ионного легирования Под ред. С. Намбы: Перевод с японского – М.: Сов радио, 1974 – 160с.
3. Курносов А.И., Юдин В.В. Технология производства полупроводниковых приборов в ИМ – М.: Высш. школа, 1986. – 320с.
4. Зорин Е.И. Ионное легирование полупроводников – М.: Энергия 1975. – 128с.
5. Бубенников А.Н. Моделирование интегральных микротехнологий, приборов и схем – М.: Высшая школа 1989. – 320с.
Похожие работы
... для производства силовых приборов, где в качестве главного требования выступает высокая однородность распределения примесей в кристалле. Метод радиационного легирования также находит все большее применение и для легирования других полупроводниковых материалов. Так, им осуществляют легирование Ge галлием и мышьяком, InSb оловом, GaAs германием и селеном и т. д. 2. Легирование объемных ...



... за красное излучение. 2.6 3акоиомерности изменения свойств в зависимости от состава Твердые растворы позволяют существенно расширить по сравнению с элементарными полупроводниками и полупроводниковыми соединениями набор электрофизических свойств. Среди полупроводников типа АIIIВV распространены твердые растворы замещения. Необходимыми условиями образования твердых растворов является ...
... по миру. Если в 1900 г. в год получали около 8 тысяч тонн легкого металла, то через сто лет объем его производства достиг 24 миллионов тонн. 2. Металлические проводниковые и полупроводниковые материалы, магнитные материалы 2.1 Классификация электротехнических материалов Электротехнические материалы представляют собой совокупность проводниковых, электроизоляционных, магнитных и ...

... 2.1. Общие сведения Полупроводниками называют вещества, удельная проводимость которых имеет промежуточное значение между удельными проводимостями металлов и диэлектриков. Полупроводники одновременно являются плохими проводниками и плохими диэлектриками. Граница между полупроводниками и диэлектриками условна, так как диэлектрики при высоких температурах могут вести себя как полупроводники, а ...
0 комментариев