Календарное планирование на производстве
1. Межцеховое календарное планирование
В массовом производстве межцеховое календарное планирование представляет собой в основном централизованное подетальное планирование. Это означает, что на основе плана производства готовой продукции, содержащего полный перечень выпускаемых предприятием готовых изделий, к которым относят и выпускаемые предприятием запасные части, узлы и детали, с указанием количества и сроков выпуска, составляется развернутый подетальный план для отдельных цехов и предприятия в целом. При этом система плановых расчетов является комплексной, охватывает все цехи основного производства, увязывая по срокам планы запуска-выпуска заготовительных, механических и сборочных цехов. Критерием оценки при составлении планов для сборочных цехов является выполнение заказов в директивные сроки, а для остальных - равномерность загрузки оборудования с учетом необходимости его профилактических осмотров и плановых ремонтов.
Межцеховое календарное планирование должно определять потребность в выпуске готовых изделий в соответствии с годовым планом с учетом имеющихся в наличии запасов таких изделий, а также находящихся в производстве к моменту планирования. Различают общую, или полную, потребность и чистую, определяемую как разность между общей потребностью и запасами. Кроме того, должны быть определены: общие и чистые потребности в компонентах - узлах и деталях; размеры запускаемых в производство партий; сдвиг во времени выпускаемых или запускаемых компонентов с учетом необходимого опережения; реакция на рост или уменьшение объема заказов или прогнозов изменения потребности в определенных видах готовых изделий.
Определение чистой потребности в готовой продукции и потребностей в компонентах относится к технико-экономическому планированию и входит составной частью в техпромфинплан предприятия; определение размеров и сроков запуска партий деталей - к задачам собственно календарного планирования.
Рассмотрим комплекс задач межцехового календарного планирования, как это реализовано в соответствующем пакете прикладных программ.
Первая задача комплекса планирование потребностей состоит из двух частей. В первой части на основании плана производства или выходных данных подсистемы прогнозирования спроса на готовую продукцию, если она имеется, определяется чистая потребность в готовых изделиях (включая запасные части и детали). Входными данными являются общие потребности, которые задаются в виде перечня готовых изделий, их шифров, требуемого количества по каждому из них и сроков исполнения. Эти потребности могут быть при необходимости увеличены на величину ожидаемых потерь. Сравнивая их с имеющимися запасами, определяют чистую потребность. Дополнительно рассматриваются оформленные заказы по отношению к общим потребностям по периодам времени. Выявленные несоответствия в дальнейшем устраняют путем соответствующих изменений в сроках исполнения заказов.
Выходом является чистая потребность в готовых изделиях, определяемая как требуемые количества и календарные сроки завершения изготовления изделий по каждому наименованию. Эти сведения имеют самостоятельное значение, а также являются входными данными для второй части задачи планирования потребностей, которая служит для определения чистой потребности в компонентах.
Для каждого изделия, выпускаемого предприятием, в память ЭВМ вводят нормативно-справочную информацию о структуре изделия в виде поуровневой входимости компонентов в изделия, с указанием наименований и шифров узлов и деталей, а также количества, необходимого для выпуска одного изделия.
Сначала с помощью такого массива осуществляют первый шаг разузлования, определяя для каждого изделия наиболее крупные компоненты, из которых оно состоит. Зная чистую потребность в изделиях, определяют общую потребность в компонентах первого уровня. Аналогично предыдущему, путем сравнения с имеющимися запасами определяют чистые потребности в этих компонентах. Затем выполняют следующие шаги разузлования, определяя для каждого последующего уровня дерева структуры изделия соответствующие компоненты и таким же образом определяя чистые потребности в них. Процесс продолжается до полного разузлования дерева структуры изделия, т.е. до получения сведений по каждой отдельной детали. Выходом являются чистые потребности по каждому наименованию и шифру детали с указанием количества и требуемых сроков завершения их изготовления.
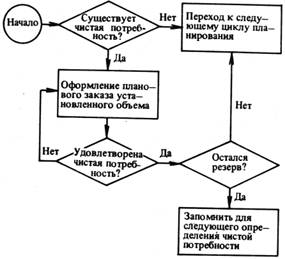
Рис.1
В межцеховом календарном, планировании решаются еще четыре независимые друг от друга задачи - планирование заказов, опережение, изменение потребностей, диалоговое планирование.
Задача планирования заказов предназначена для определения размеров партий деталей, т.е. разбиения чистых потребностей на отдельные партии такого размера, который соответствует принятой политике заказов для данного изделия. Возможны две политики - определение партий фиксированного, заранее заданного и хранящегося в памяти ЭВМ объема и переменного, вычисляемого объема.
В случае, когда плановые заказы на изготовление деталей имеют фиксированный объем, планирование заказов осуществляется следующим образом (рис.1). Каждый раз, когда на определенный плановый период выявляется чистая потребность в деталях данного типа, оформляется плановый заказ. Если чистая потребность не удовлетворена, эта процедура повторяется. Когда чистая потребность удовлетворена, проверяется, остался ли резерв деталей. Величину этого резерва надо запомнить до следующего цикла определения чистой потребности.
При вычисляемом объеме партии заказываемых деталей важным является стремление оптимизировать размер партии. В общем случае это определяется сопоставлением издержек на хранение и на запуск партии деталей, т.е. издержек, связанных с наладкой оборудования и подготовкой к выпуску партии. При малых значениях чистых потребностей они накапливаются для выпуска партии оптимального размера. Возможные дополнительные издержки, связанные с задержкой удовлетворения чистой потребности, учитываются при определении оптимального размера партии. Если чистые потребности велики, оформляется несколько заказов на партии деталей, размер каждой из которых является оптимальным.
Во многих случаях, кроме политики заказов, размер партии определяется с учетом различных ограничений. Такие ограничения могут иметь временный характер; округление объема заказа и даты его завершения могут быть наложены на минимальное и (или) максимальное количество деталей в одной партии. Как политика заказов, так и ограничения могут быть определены для каждого вида деталей.
Определение размеров партий проводится по уровням структуры изделия.
Задача опережения предназначена для смещения во времени чистых потребностей и соответственно плановых заказов, чтобы правильно установить дату начала выполнения заказов. Это позволяет учесть время для изготовления деталей и узлов или для их закупки и получения. Длительность цикла изготовления или закупки узлов и деталей заранее вводят в память ЭВМ. Смещение заказов осуществляется по уровням структуры изделия, причем на каждом уровне - до перехода к аналогичным расчетам на следующем, более низком уровне. Одновременно со сдвигом начала заказа во времени проверяется, приходится ли полученная дата на расчетный или на более ранний период, когда завершение заказа в требуемый срок уже невозможно. В последнем случае выдается аварийное сообщение о несоответствии.
Задачу изменения потребностей решают в тех случаях, когда по внешним причинам надо изменить некоторые заказы или позиции плана без пересчета календарного плана в целом.
Входными данными являются: шифр изделия; новое значение требуемого количества; новая дата требуемого срока исполнения; номер заказа, если он уже существует; шифр изменения, указывающий его характер. Изменения могут быть как в сторону увеличения, так и уменьшения потребности. Вводить их следует с наивысшего для данного изменения уровня; для готовых изделий - с верхнего уровня структуры изделия.
Если изменение относится к подготовленным, но еще не запущенным в производство заказам, то соответствующие заказы корректируют. Необходимость изменения заказа, исполнение которого уже начато, выдается в виде аварийного сообщения о несоответствии.
Задача диалогового планирования позволяет прерывать и корректировать работу подсистемы на любом уровне планирования. Она облегчает просмотр и модификацию планируемых заказов, позволяет ответственному лицу регулировать и вводить в систему измененные значения количества изделий и даты их выпуска. Изменения, вносимые на определенном уровне, должны вводиться до перехода к следующему уровню.
Диалоговое планирование и изменение потребностей можно использовать совместно. Однако диалоговое планирование имеет более высокий приоритет. Система не может знать, на основе каких соображений был откорректирован тот или иной заказ. Поэтому если изменение потребностей требует пересмотра заказов, уже откорректированных в режиме диалогового планирования, то планируемые заказы не изменяются, о чем выдается соответствующее сообщение.
Важной задачей межцехового планирования является расчет мощностей. Он является основой для построения календарных планов и заключается в долгосрочном определении загрузки оборудования ресурсами. Предстоящие работы сопоставляются с располагаемыми ресурсами, в том числе рабочей силой, что позволяет так установить начальные сроки выполнения работ, чтобы обеспечить равномерную загрузку оборудования и выявить периоды времени, когда существует его перегрузка или недогрузка.
Задача планирования ресурсов получает входные данные о шифрах изделий, требуемых количествах и сроках их получения. Постоянные данные содержат информацию о располагаемой мощности каждого участка и рабочих мест, которую условно задают в единицах времени, обычно в часах. Различают максимальный и нормальный уровни ресурсов. Максимальный уровень определяется исходя из полной загрузки -трехсменной работы, семидневной недели и т.п. Нормальный уровень соответствует обычно принятому режиму работы.
Располагаемое время уменьшается на величину уже запланированной загрузки и резерва, необходимого для выполнения возможных срочных внеплановых работ. Может быть учтена эффективность работы (выполнение норм).
В память ЭВМ для каждого изделия вводят сведения по рабочим местам о технологическом времени работы оборудования, временах наладки, транспортировки и ожидания. По этим данным и данным о сроке завершения изготовления изделия определяется дата начала выполнения заказа без учета загрузки оборудования, а также загрузка этим заказом каждого участка и цеха. Получаемые загрузки вычитаются из располагаемого времени. Если возникают недогрузки, то начало выполнения заказа сдвигается на более раннюю дату, предпочтительно в наименее загруженные периоды времени. При перегрузке участка рассматривается возможность передачи работы на какой-либо иной, менее загруженный участок, если они взаимозаменяемы.
Чрезмерное удлинение цикла выполнения заказа нежелательно, так как при этом возрастает объем незавершенного производства. Если объем работ по всем заказам превышает производственные возможности, нормальное функционирование предприятия нарушается со всеми вытекающими из этого последствиями. Планирование мощностей позволяет предвидеть долговременный эффект от включения заказов в план и принимать соответствующие меры.
2. Внутрицеховое календарное планирование
Основной целью внутрицехового календарного планирования является обеспечение требуемых сроков выполнения заказов цехом в целом и его участками. Критерий эффективности - минимизация задержек фактических сроков выполнения заказов относительно запланированных с учетом приоритетов заказов, фиксируемых в виде весов задержек. Кроме того, учитывается необходимость улучшения других показателей, оценивающих работу цеха, таких, как степень использования трудовых и материальных ресурсов, себестоимость продукции, ее качество и т.п.
Постоянная информация, необходимая для решения задач внутрицехового календарного планирования, содержит сведения об участках и рабочих местах цеха, а также о заказах.
Под рабочим местом понимается некоторое оборудование, на котором выполняется одна или несколько однотипных технологических операций. Термин "рабочее место" отождествляется чаще со станком, чем с рабочим, так как для выполнения операций на одном рабочем месте могут потребоваться несколько рабочих.
Под участком, или рабочим участком, понимается некоторая совокупность из одного или более рабочих мест. Обычно рабочие места участка выполняют одинаковые или близкие по технологии операции.
Сведения о рабочих местах и участках содержат идентификатор рабочего места (участка); информацию о номинальном числе рабочих мест, в том числе по сменам (для участков); эффективность использования, т.е. коэффициент выполнения норм для конкретного рабочего места; среднее время транспортировки изделий до любого другого участка в цехе (если это время не включено в продолжительность операций).
Постоянные сведения о каждом возможном виде заказа содержат: идентификатор вида заказа; постоянное значение приоритета; список необходимых для выполнения заказа технологических операций (идентификаторы) в порядке их выполнения (технологическая карта); время подготовки к выполнению каждой операции (транспортировки после предыдущей операции, наладки станка или другого оборудования и т.п.); нормативное время выполнения операции.
Исходной переменной информацией для решения задач внутрицехового календарного планирования являются следующие сведения: перечень заказов, подлежащих выполнению; дополнительный коэффициент приоритетности каждого заказа; требуемый срок завершения; наиболее ранний возможный срок начала выполнения; количество изделий в заказе (при нескольких видах изделий - по каждому из них); перечень выполняемых заказов; текущее состояние каждой операции по каждому выполняемому заказу; наличие необходимых ресурсов - материалов, комплектующих изделий, рабочих соответствующей квалификации и т.п. Как постоянная, так и большая часть переменной информации содержится в информационной базе системы управления.
Основной задачей внутрицехового календарного планирования является составление сменного задания: для каждого участка и рабочего места указывается, какие заказы и в какой последовательности должны выполняться в течение смены. Если объем заказа превышает возможности его выполнения в течение смены, задание выдается пооперационно.
Задача решается в такой последовательности.
1. Для каждого рабочего места выстраивается очередь, состоящая из операций всех заказов, выполняемых на данном рабочем месте. Очередь выстраивается в порядке приоритетов, скорректированных по поступившей информации. Если операция может быть выполнена на различных рабочих местах, ее включают в наиболее короткую очередь.
2. На каждое рабочее место назначается первая операция. Ею является либо та, которая не закончена выполнением в предыдущей смене, либо первая из очереди.
3. Определяется время завершения назначенной операции. Если это время меньше конца планируемого периода, назначается следующая операция из очереди, в противном случае назначенная операция на данное рабочее место фиксируется.
4. Для каждой назначенной операции определяется ранний возможный срок ее выполнения как сумма времени ее завершения и времени транспортировки соответствующего изделия на следующее рабочее место.
5. Для назначенной операции проверяется, обеспечено ли ее выполнение ресурсами. Если ресурсы не обеспечены полностью, выдается аварийное сообщение для принятия мер. Следует отметить, что проверка обеспеченности ресурсами проводится ранее для заказа в целом, поэтому пооперационная проверка является контрольной, окончательно подтверждающей подготовленность к выполнению операции.
6. Пункты 3, 4, 5 повторяются до тех пор, пока на всех рабочих местах время завершения операций будет равно или больше времени окончания планируемого периода.
7. При назначении каждой операции следует проверить, выполняется ли условие завершения ее к назначенному сроку. Если этот срок не удовлетворяется, проводится поиск возможности выполнения ее в срок на каком-либо ином рабочем месте, с учетом приоритетов. Если такой возможности нет, выдается аварийное сообщение для принятия мер.
8. Если на каком-либо рабочем месте очереди нет, следует проверить, нельзя ли назначить операции из очередей других рабочих мест. Если таких операций нет, выбирается новый заказ из очереди заказов, в котором есть операция, подлежащая выполнению на данном рабочем месте.
В результате такого моделирования пооперационного выполнения заказов ежедневно выдаются сменные задания на 3-5 дней вперед. Для первой смены из этого списка задание подлежит выполнению, а для остальных является ориентировочным, позволяющим подготовиться к их выполнению. Задания корректируются по мере поступления информации о фактическом ходе их выполнения, изменениях приоритетов и т.п.
Внутрицеховое календарное планирование включает также задачи: планирования, определяющего последовательность запуска; оценивания времени завершения; управления инструментами.
Задача планирования определяет последовательность запуска. Кроме определения сменных заданий, в которых указывается порядок поступления заказов на участки и последовательность их выполнения на рабочих местах, выдаются результаты анализа загрузки участков. Указывается число заказов, подлежащих выполнению на каждом участке по рабочим местам, число часов наладки оборудования и рабочего времени. Эти сведения могут быть обобщены для разных уровней руководства. Выдаются сведения о заказах в очереди на начало периода, поступление которых ожидается, и подлежащих завершению в конце периода.
При определении последовательности запуска заказов в производство исполнение многих заказов выходит за пределы того интервала времени, для которого выдаются задания.
Задача оценивания времени завершения операции выдает для таких заказов прогностическую оценку времени их окончания без подробного расписания их выполнения.
Сообщения о состоянии заказов содержат сведения о каждом выполняемом заказе. Идентификатором заказа является номер и наименование изделия. Указываются объем заказа (количество изделий), дата начала - планируемая и фактическая, текущий и последующие рабочие участки, какие операции осталось выполнить и как будет использовано время от момента выдачи сообщения до даты завершения выполнения заказа. По оставшимся операциям, нормам времени на обработку, транспортировку и рассчитанным временам ожидания можно получить оценку даты завершения заказа, сравнением которой с требуемым сроком определяется число дней опоздания или опережения. Место заказа или операции в очереди определяется правилом предпочтения. Приоритет может определяться многими факторами: степенью важности заказа, временем до срока завершения, числом и временем выполнения операций, стоимостью заказа и др.
Примером правила предпочтения является "резерв времени на оставшиеся операции". Разница между требуемым сроком выполнения и текущей датой уменьшается на суммарное время, необходимое для выполнения оставшихся операций (включая подготовительные операции, транспортировку и ожидание). Результат деления полученного числа на количество оставшихся операций дает резерв времени. Операции занимают место в очереди в порядке возрастающих резервов времени.
Задача управления инструментами осуществляет планирование, учет и управление инструментальным хозяйством. В процессе ее решения обрабатываются запросы на инструмент, выдаются сообщения о наличии и использовании инструмента, определяется очередность его получения. Она также позволяет определить: типы инструмента, по которым имеется дефицит; заказы, выполнение которых не обеспечено инструментом; дефицитность различных типов инструмента и нехватку складских помещений.
Кроме описанных выше в комплексе задач календарного планирования могут включаться задачи, обеспечивающие руководство информацией, повышающей эффективность управления. Информация о загрузке участка, например, по каждому участку содержит сведения по списку рабочих мест о наличии рабочего персонала на смену, ресурсе времени в часах, ожидаемой загрузке; сведения об итоговом времени наладки и обработки заказов, оценках сроков их поступления на обработку в сопоставлении с ресурсами на обработку; об объеме свободных ресурсов или их нехватке; об анализе опаздывающих заказов, в том числе о количестве операций и общем времени ожидания, которые могут быть сгруппированы по возможным сверхурочным работам.
Похожие работы
... сдачи этапов работ, накладные, наряды и т.д.). Для наглядности хода работ на основании данных учета строятся графики. 2. Расчет рейсового плана экипажа добывающего судна Конечным оценочным показателем работы крупных и больших добывающих судов с законченным циклом производства является прибыль, определяемая по формуле П=Д-С, где Д доходы от реализации продукции или стоимость товарной продукции ...

("минимум-максимум") - при серийном и система планирования по ритму выпуска продукции - при массовом). Организация оперативного планирования в единичном производстве Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных и малых разовых объемах выпуска. Отличительными признаками единичного производства являются: Практически полная ...
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...
... ний между запланированным и фактическим состоянием работ, выработка и принятие планово-управленческих решений, обеспечивающих своевременное выполнение комплекса работ. 3. РАЗРАБОТКА УПРАВЛЕНЧЕСКОГО РЕШЕНИЯ В ОПЕРАТИВНОМ ПЛАНИРОВАНИИ ОСНОВНОГО ПРОИЗВОДСТВА ОАО “ЭЛЕКТРОАГРЕГАТ” 3.1. Применение матричной модели техпромфинплана для основного производства насоса “ ...
0 комментариев