Навигация
Механизм алкилирования изобутана бутиленом
26378
знаков
3
таблицы
7
изображений
1.2 Механизм алкилирования изобутана бутиленом.
Процесс алкилирования изобутана алкенами применяется в нефтеперерабатывающей промышленности с целью получения высокооктанового компонента товарного бензина.
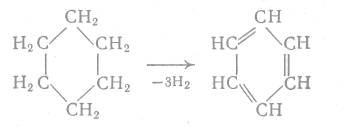
Алкилирование алканов алкенами является равновесным экзотермическим процессом, обратным крекингу углеводородов:
RH + CH2 = CHR' ↔ RR' – CH – CH3 + Q (Q = 75-96 кДж/моль)
Реакция смещается вправо при понижении температуры, при температуре 300°К процесс можно считать необратимым.
Катализаторами алкилирования могут служить те же вещества кислотного типа, что и для алкилирования ароматических углеводородов: AlCl3, HF(безводная), H2SO4.
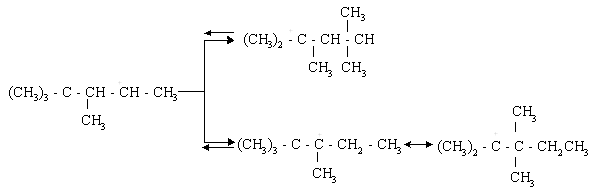
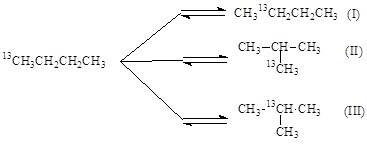
Из алканов к каталитическому алкилированию способны только изоалканы, имеющие третичный атом углерода. Алкены могут быть различными, но чаще используют н-бутилены, алкилирующие изобутан с образованием С8Н18, наиболее пригодным как компонент моторного топлива:
![]()
Целевой продукт алкилирования – изооктан – содержит смесь изомеров – 2,2,4; 2,2,4-, 2,3,4-, 2,3,3 -триметилпентан. Причина лежит в особенностях механизма реакции, осложненной процессами изомеризации. Общепринято, что каталитическое алкилирование изоалканов идет через промежуточные образования ионов карбония.
![]()
Вторичный ион карбония менее устойчив, чем третичный, вследствие чего происходит быстрый обмен гидрид-ионом с изопарафином:
![]()
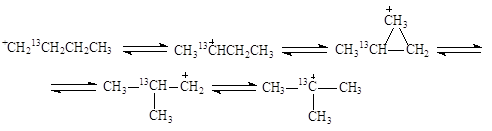
Образующийся третичный карбоний-катион реагирует с исходным олефином:

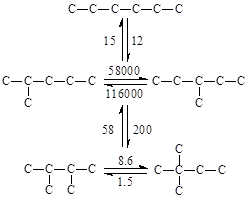
Получившийся ион карбония склонен к внутримолекулярным перегруппировкам, сопровождающимся миграцией водорода и метильных групп.
Ионы карбония взаимодействуют с изобутаном, в результате чего получается С8Н18 и третичный бутил-катион:
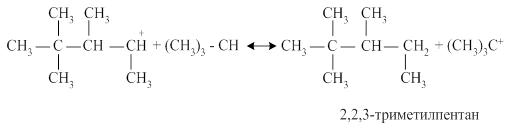
Состав изомеров зависит как от стабильности промежуточных карбоний-ионов, так и от обменной скорости с изобутаном.
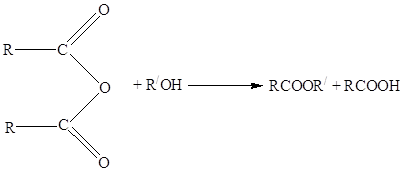
Побочные реакции:
1) ![]()
2) ![]() и т.д.
и т.д.
В результате побочных реакций получаются ненасыщенные полимеры, ухудшающие качество алкилата и ведущие к повышенному расходу катализатора.
Применение избытка изоалканов подавляет все побочные реакции, положительно влияет на выход и качество алкилата, повышает его октановое число, снижает расход катализатора, оптимальным является отношение изоалкан:алкен равное (4:6):1. С использованием серной кислоты в качестве катализатора температура процесса равна 5-15°С, фтороводородной кислоты – 20-30°С. Расход серной и фтороводородной кислот составляет 250кг и 0,7кг на тонну алкилата.
Рассмотрим процессы сернокислотного алкилирования и фтористоводородного алкилирования.
Сернокислотное алкилирование. Важными характеристиками для технологического оформления процессов жидкофазного алкилирования изобутана олефинами в присутствии H2SO4 являются взаимные растворимости изобутана и H2SO4. Растворимость изобутана в H2SO4 невелика и заметно снижается с уменьшением концентрации кислоты, (табл.1).
Таблица 1. Растворимость изобутана в H2SO4.
| Концентрация H2SO4 % (масс.) | 99,5 | 98,7 | 96,5 |
| Растворимость изобутана в H2SO4 при температуре 13,3 ˚С % (масс) | 0,10 | 0,07 | 0,04 |
Растворимость серной кислоты в изобутане имеет более низкие значения, вследствие чего необходимо применять интенсивное перемешивание реакционной смеси. При этом октановые характеристики сернокислотного алкилата находятся в прямой пропорциональной зависимости от степени диспергирования. Наилучшие по качеству алкилаты образуются при использовании 98 - 99 %-ной H2SO4.
Химические свойства примесей в сырье оказывают различное влияние на степень разбавления H2SO4 в ходе реакции алкилирования. Более низкие температуры проведения реакции алкилирования и высокие соотношения изобутан/олефин благоприятно сказываются на выходе и составов алкилатов и расходе H2SO4.
Увеличение времени контакта в интервале 0,6 - 6,0 мин способствует повышению выхода алкилата и содержания фракции в алкилате при одновременном росте октанового числа.
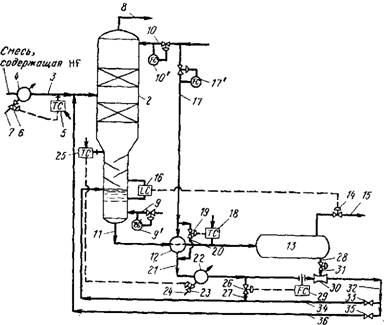
Фтористоводородное алкилирование. Преимущества фтористоводородного алкилирования по сравнений с сернокислотным:
1) легкая регенерируемость катализатора, обеспечивающая меньший его расход (в 100 с лишним раз);
2) возможность применения простых реакторных устройств без движущихся и трущихся частей, обусловленная повышенной взаимной растворимостью изобутана и HF;
3) возможность применения более высоких температур в реакторе с обычным водяным охлаждением, обусловленная меньшим влиянием температуры на протекание вторичных реакций и снижение качества алкилата;
4) небольшая металлоемкость узла алкилирования (необходимый удельный объем реактора составляет 0,0059 - 0,0107 объема на один объем алкилата в сутки, что примерно в 10 - 15 раз меньше, чем у сернокислотного контактора, и в 25 - 35 раз меньше, чем у каскадного реактора.
Для области температур 0 - 60 °С взаимные растворимости изобутана и HF приведены в таблице 2.
Таблица 2. Взаимные растворимости изобутана и HF.
| Температура, ˚С | Растворимость, % (масс.) | Температура, ˚С | Растворимость, % (масс.) | ||
| Изобутан в HF | HF в изобутане | Изобутан в HF | HF в изобутане | ||
| 0 | 2,4 | 0,40 | 20 | 3,5 | 1,05 |
| 5 | 2,6 | 0,47 | 50 | 5,4 | 1,50 |
| 10 | 2,9 | 0,54 | 60 | 6,3 | 1,87 |
| 15 | 3,2 | 0,63 | |||
Значительным преимуществом фтористоводородного процесса является лучшее качество алкилата на пропиленовом и обогащенном пропиленом сырье без значительного увеличения расхода катализатора.
Похожие работы
... анализ кинетической модели для выяснения параметров, которые могут быть оценены, является важным этапом процедуры решения обратной задачи химической кинетики. Кислотно-каталитические процессы в нефтепереработке и в нефтехимии Каталитический крекинг Каталитическим крекингом называют совокупность различных превращений углеводородов, протекающих на кислотных катализаторах (в настоящее время – ...
... все реагенты находятся в жидкой фазе, повышение давления не оказывает значительного влияния на реакцию алкилирования. Глава 2 ФТОРИСТЫЙ ВОДОРОД ИЗ ПРОЦЕССОВ АЛКИЛИРОВАНИЯ Обычным приемом, применяемым в нефтеперерабатывающей промышленности для получения высокооктанового моторного топлива, является алкилирование изопарафинов олефинами в присутствии катализатора, предпочтительно плавиковой ...
... к повышенному расходу катализатора. 6. Часть олефинов взаимодействует с концентрированной серной кислотой с выделением двух молекул воды. Обоснование условий сернокислотного алкилирования изобутана бутенами: Реакция алкилирования изопарафинов олефинами экзотермична. При температуре ниже 1000С равновесие смещается вправо, реакция становится практически необратимой. Температуру алкилирования ...
... качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для ...
0 комментариев