Требования к трубам и материалам
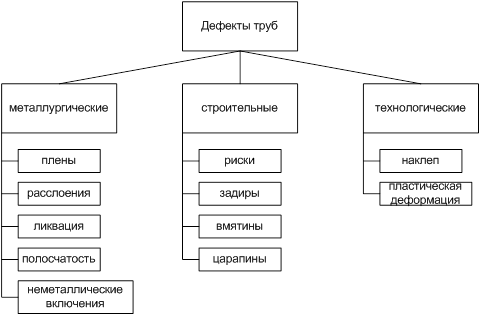
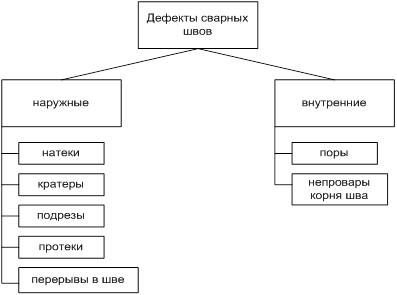
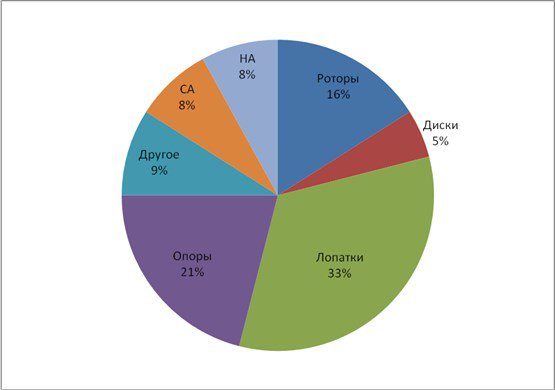
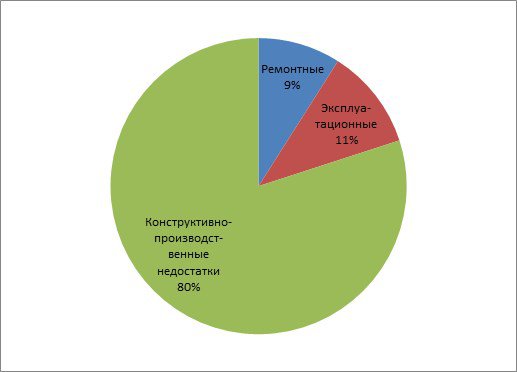
Дефекты трубопроводных конструкций и причины их возникновения
Подготовка трубопровода к пропуску дефектоскопа
Анализ результатов контроля
Виды инструктажей
Техника безопасности при эксплуатации газопровода
Характеристика факторов техногенного воздействия при эксплуатации газопроводов
Мониторинг окружающей среды
Экологический контроль на объекте
Навигация
Подготовка трубопровода к пропуску дефектоскопа
Классификация и ремонт магистральных газопроводов, особенности эксплуатации
103606
знаков
6
таблиц
9
изображений
1.6 Подготовка трубопровода к пропуску дефектоскопа
Очистка полости трубопровода выполняется в два этапа.
На первом этапе производится его очистка от грязи, парафиносмолистых отложений и инородных предметов очистным скребком. Необходимость данного этапа обуславливается тем, что металлические предметы и окалина регистрируются измерительной системой дефектоскопа - как дефекты трубы, а отложения смолопарафиновых веществ – как нарушения геометрии сечения.
На втором этапе производится очистка участка трубопровода от частиц черных металлов, путем пропуска по нему специального магнитного скребка.
Если обследование участка трубопровода с помощью дефектоскопа производится впервые, то прежде, чем пропустить по нему зондовый прибор, необходимо убедиться, что он свободно и беспрепятственно проходит через обследуемый участок трубопровода. С этой целью предусматривается пропуск по нему специального снаряда-шаблона. Снаряд-шаблон представляет собой упрощенную металлоконструкцию без блоков электроники и питания, тех же размеров, что и дефектоскоп.
Перед пропуском инспекционного аппарата по трассе обследуемого участка трубопровода устанавливаются маркеры, которые служат для привязки дефектограмм к местности и предварительной оценки поврежденных участков трубопровода. Маркеры являются генераторами сигналов, воспринимаемых дефектоскопом. Они размещаются на расстоянии 5-20 км друг от друга.
Частота установки маркеров определяется количеством и расположением по длине участка
трубопровода естественных «маркеров» (задвижек, отводов, промежуточных насосных станций и т.д.).
При подготовке камер пуска и приема дефектоскопа прежде всего должно быть определено соответствие геометрических размеров камер размерам зонда. При необходимости производится переоборудование камер или установка новых. Камеры должны иметь площадку с твердым покрытием, т.к. для запуска и приема дефектоскопа необходимо использовать специальные приемные и запасовочные лотки, а также применять передвижные краны и другие механизмы.
Сборку, настройку и калибровку дефектоскопа для пропуска по обследуемому участку трубопровода производят в стационарных условиях.
Дефектоскоп доставляют к месту запуска с соблюдением мер предосторожности. Предпусковую функциональную проверку дефектоскопа выполняют непосредственно перед запасовкой в камеру пуска скребка.
Пропуск снаряда-шаблона и дефектоскопа производят при одинаковых режимах перекачки. Во время движения дефектоскопа по трубопроводу его сопровождает специальная бригада на автомобиле, оснащенная устройством слежения за перемещаемым в трубопроводе аппаратом, что позволяет в любой момент времени точно указать его местонахождение.
Извлечение дефектоскопа из камеры приема производится с помощью штатных технических средств. После этого аппарат очищается от перекачиваемой жидкости и подвергается осмотру с целью определения поломок и механических повреждений. Для вскрытия дефектоскоп доставляется в удобное невзрывоопасное место. Здесь отключается электропитание, разъединяются все электрические разъёмы и извлекается из контейнера электронный блок с записанной информацией. Далее производят перенос запоминающего устройства с зафиксированной информацией обследования из электронного блока в считывающее и печатающее устройство в передвижной лаборатории.
После предварительного анализа результатов первого пропуска дефектоскопа по обследуемому участку трубопровода отбираются наиболее крупные, характерные дефекты, местоположение которых следует уточнить. Затем выбираются и подготавливаются места установки маркерных устройств, вблизи от выделенных дефектных мест.
Второй запуск дефектоскопа в обследуемый трубопровод производят аналогично первому. По результатам сопоставления данных обоих пропусков определяются наиболее опасные дефекты и их местонахождение.
1.7 Метод магнитной дефектоскопии
Метод магнитной дефектоскопии является многообещающим для обследования подземных магистральных газопроводов. Магнитные дефектоскопы позволяют при малых эксплуатационных расходах выявлять коррозионные повреждения стенок трубы на больших расстояниях, но нужно иметь ввиду, что они малочувствительны к трещинам, хотя и могут обнаруживать достаточно большие трещины, всё же для их выявления следует использовать устройство, использующее ультразвук, либо вихревые токи.
Метод магнитной дефектоскопии металлов основан ни обнаружении и регистрации полей рассеяния, возникающих в местах дефектов при намагничивании контролируемых изделий. При этом магнитные силовые линии распространяются в металле стенки трубы без изменения направления, если в ней отсутствуют дефекты. При наличии дефектов в стенках труб магнитные силовые линии отклоняются, и возникает поле рассеяния, величине этого поля зависит от размеров и конфигурации дефекта при определенном значении намагниченности стенки трубы.
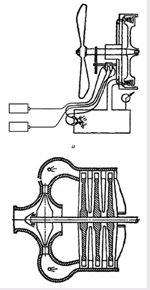
Принцип магнитной дефектоскопии иллюстрируются на рисунке 10. Стенка трубы намагничивается до насыщения блоком постоянных магнитов, которые создают в ней магнитное поле. Магнитные силовые линии распространяются параллельно друг другу до тех пор, пока на их пути не встретятся какие – либо дефекты трубопроводных конструкций. Аномалии в стенке трубопровода вызывают изменение однородности магнитного потока, которые при перемещении устройства фиксируются чувствительными элементами (датчиками). К аномальным отклонениям относятся утоньшения стенки, связанные с коррозией внутренней или внешней поверхности трубы, различные повреждения, твердые включения, а также изменения магнитной проницаемости трубы.
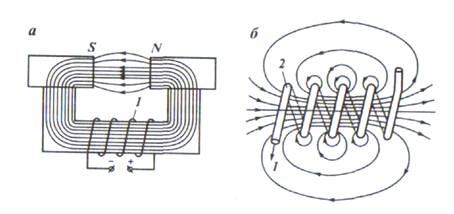
Рисунок 6 - Принципы магнитной дефектоскопии: 1; 2 - обмотка
Кроме того, с помощью магнитного метода контроля выявляются различные дефекты в сварных швах газопроводов, выполненных автоматической сваркой при толщине основного металла от 2 до 20 мм. Наиболее хорошо выявляются продольные микротрещины, непровары и скопления шлаковых включений и газовых пор.
При использовании метода магнитной дефектоскопии, выполняются две последовательные операции:
- намагничивание стенки газопровода специальным устройством, при котором поля обнаруженных дефектов «записываются» на магнитную ленту;
- воспроизведение или считывание «записи» с ленты, осуществляемое с помощью магнитографических дефектоскопов.
Для контроля технического состояния металла труб газопровода разработан ряд дефектоскопов, перемещающихся внутри трубопровода и регистрирующих различные коррозионные дефекты (коррозионные каверны, трещины и т.п.).
К наиболее известным устройствам следует отнести систему «Лайналог», разработанную фирмой «АМФ ТЮБОСКОП» (США) и предназначенную для неразрушающего контроля газопроводов. Сила, движущая систему, создается за счет разности давления подаваемого газа.
Снаряд (рисунок 11) действует по принципу регистрации изменения силовых линий магнитного поля, образованного в металле стенки трубы, в пределах прерывности (каверны, трещины и т.п.), которая препятствует распространению этих линий.
Прибор обнаруживает и регистрирует дефекты, расположенные как на внутренней, так и на внешней поверхности стенки трубы.
Снаряд состоит из трех секций, соединенных шарнирно для обеспечения беспрепятственного прохождения на криволинейных участках трассы газопровода.
Первая секция содержит систему питания и оборудована уплотняющими манжетами, которые позволяют перемещать комплекс под рабочим давлением газа, а также служат для центрического ведения прибора в трубопроводе.
Вторая секция содержит магнитный блок, который производит намагничивание стенки трубы, создавая тем самым магнитное поле.
Третья секция содержит электронные элементы и систему регистрации. В данной секции происходит запись и обработка полученной первичной информации.
При движении снаряда по газопроводу (с оптимальной скоростью 1+5 м/сек.) изменения магнитного поля (между магнитом и датчиком), вызванные изменением толщины стенки трубы (дефектом), регистрируются на 28-дорожечную магнитную ленту. Очень важен выбор метода обработки сигналов. Необходимо отличать полезные сигналы от помех, идентифицировать различные аномалии с помощью датчиков разного типа с последующей корреляцией полученных результатов.
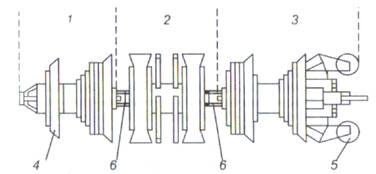
Рисунок 7 - Снаряд-дефектоскоп типа «Лайналог»:
1 - секция питания; 2 - магнитная секция; 3 - секция регистрации;
4 - направляющая манжета; 5 - колесо записи пройденного пути;
6 - шарнирное соединение
Снаряд работает на принципе намагничивания короткого отрезка стенки трубопровода, которое он осуществляет по мере своего продвижения по трубе. Генерация малого поля при этом осуществляется мощными постоянными магнитами, расположенными критически для оптимизации силы и конфигурации налагаемого поля.
Если на стенки трубы имеется потеря металла, вызванная коррозией или механическим повреждением, это вызывает локальное искажение конфигурации магнитного поля, что фиксируется электромагнитными датчиками.
Регистрации сигналов, поступающие от сотен датчиков дефектоскопов, фиксируется мощным магнитофоном и специальным бортовым компьютером. Внутренние и внешние поверхности проверяются независимо друг от друга, при этом не однократно сканируются и ранжируются на следующие типы повреждений металла:
- питтинговая коррозия – определяется как разрушение на поверхности площадью свыше 3δ х 3δ при глубине 0,4δ и выше(δ – толщина стенки);
- общая коррозия – определяется как разрушение на поверхности площадью свыше 3δ х 3δ при глубине 0,2δ и выше;
- осевая зазубрина – определяется как поверхностная резка, проходящая по оси трубы и имеющая глубину до 0,2δ и выше;
- круговая зазубрина - определяется как поверхностная резка, сориентированная по окружности трубы и имеющая глубину 0,4δ и выше;
- производственные, строительные или ремонтные дефекты – определяются как дефекты с поверхностной площадью свыше 3δ х 3δ при глубине 0,2δ и выше.
Похожие работы

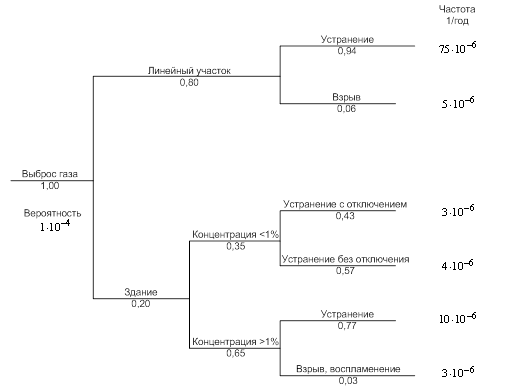
... ущерба. Рисунок 3.6 - Схема процесса формирования дерева событий и поиска пути движения по нему. 4. Программное обеспечение ситуационного управления безопасностью магистральных газопроводов 4.1 Описание программы управления безопасностью магистральных газопроводов Программа предназначена для работы в операционных средах MicroSoft Windows 98/NT/XP. Windows обеспечивает удобный и ...


... кВт (2200 л.с.) разработки этой же фирмы. С конца 1940-х гг. ГТД начинают применяться для привода морских судовых движителей, а с конца 1950-х гг. - в составе газоперекачивающих агрегатов (ГПА) на магистральных газопроводах для привода нагнетателей природного газа. Таким образом, постоянно расширяя область и масштабы своего применения, ГТД развиваются в направлении повышения единичной мощности, ...
... его конструкции, а также рядом эксплуатационных факторов. К числу конструктивных особенностей объекта относятся: - доступность - легкосъемность - удобство работ - взаимозаменяемость - контролепригодность и другие. Заданные свойства ЭТ объектов обеспечиваются в процессе создания и изготовления двигателей. В условиях эксплуатации эти свойства реализуются и ...
... с короткозамкнутым ротором ДАМСО мощностью 200 квт, 6 кв, 740 об/мин. 4. Правила безопасности при газлифтной и фонтанной эксплуатации 1. Конструкция колонной головки, фонтанной арматуры, схемы их обвязки должна обеспечивать оптимальные режимы работы скважины, герметизацию трубного, затрубного и межтрубного пространства, возможность технологических операций на скважине, глубинных ...
0 комментариев