Навигация
Классификация ткацких станков
14315
знаков
0
таблиц
1
изображение
Контрольная работа.
Дисциплина: Ткачество
Вариант- 6.
Тема:
Классификация ткацких станков
Содержание
Введение…………………………………………………………………………...3
1. Классификация и общее устройство ткацких станков……………….………4
1.1 Классификация ткацких станков……………………………………..……...4
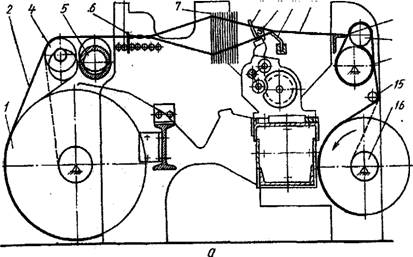
1.2 Общее устройство ткацких станков………………………………….………7
1.3 Ткацкие станки для выработки хлопчатобумажных тканей………..……...8
1.4 Типы ткацких станков для выработки льняных тканей…………….………9
1.5 Станки для выработки шерстяных тканей и ковровых изделий (камвольных и суконных тканей)………………………………………………10
1.6 Станки для выработки шелковых тканей и тканей из химических нитей.10
Вывод…………………………………………………………………………….12
Задача……………………………………………………………………………..13
Список литературы………………………………………………………………14
Введение
Для изготовления тканей используют различные текстильные нити. Текстильная нить – это гибкое и прочное тело значимой длинны с малыми поперечными размерами, применяемое для изготовления текстильных изделий.
Подготовленная основная и уточная пряжа поступает на ткацкий станок, на котором из нее вырабатывают ткань определенного переплетения, плотности и ширины.
Процесс образования ткани на ткацком станке складывается из следующих циклически связанных друг с другом основных технологических операций:
–нити основы перемещаются в вертикальном направлении, разделяются в соответствии с рисунком переплетения и образуют зев;
–в образованный зев вносится уточная нить;
–проложенная уточная нить прибивается к опушке ткани;
–наработанная ткань постепенно отводится и наматывается а товарный валик, а основа перемещается в продольном направлении;
–основа соразмерно с ее расходом в ткачестве сматывается ткацкого навоя под определенным натяжением, необходимым для технологического процесса.
Все эти операции осуществляются в результате согласования действия основных механизмов ткацкого станка.
Производство тканей сложный процесс, требующий знаний специалистов, правильного подхода ко всему процессу производства, а также выбору необходимой техники и оборудования.
1. Классификация и общее устройство ткацких станков
1.1 Классификация ткацких станков
Из приготовительного отдела ткацкой фабрики основа и уток поступают на ткацкий станок, где из них вырабатывают ткань определенного переплетения, плотности и ширины.
Существующие ткацкие станки по некоторым принципам можно разделить на несколько групп.
По принципу формирования ткани ткацкие станки делят на две группы:
1. Станки с периодическим и однозонным процессом формирования ткани, когда отдельные операции (образование зева, прокладывание уточной нити, прибой ее к опушке ткани и др.) совершаются последовательно в различные интервалы времени одного цикла. Уточная нить вводится в один общий зев, образуемый по всей ширине заправки основы, прибой уточной нити к опушке ткани осуществляется одновременно по всей длине нити, находящейся в зеве (фронтальный прибой).
К этой группе относится большинство современных челночных и бесчелночных ткацких станков, на которых уточная нить прибивается к опушке батаном и бердом. Основным недостатком этих станков является периодичность процесса, при котором большая доля времени оборота главного вала станка используется на подготовительные операции (раскрытие зева, прокладывание нити и др.) и незначительная — на прибой уточной нити к опушке ткани. Периодичность процесса ткачества ограничивает частоту вращения главного вала станка.
2. Станки с непрерывным и многозонным процессом формирования ткани, когда операции совершаются непрерывно, но последовательно в нескольких зонах по ширине основы или вдоль нитей основы (по глубине ее). При непрерывном процессе формирования ткани ткацкие станки или машины должны соответственно иметь зевообразовательные механизмы, образующие многозонный волнообразный или секционный зев по ширине основы или вдоль ее, механизмы, обеспечивающие непрерывное введение уточных нитей в систему зевов и непрерывный прибой их к опушке ткани. На таких машинах за один оборот главного вала прокладывается одновременно несколько уточных нитей, к ним относятся многозевные и круглоткацкие машины.
По способу введения утка в зев ткацкие станки делят на следующие
группы:
челночные станки, где уточную нить прокладывает челнок, несущий паковку, с которой нить сматывается во время пролета челнока через зев;
бесчелночные станки, где уточная нить, сматываемая с неподвижно установленной бобины, прокладывается: прокладчиками-пластинами; рапирами, лентами или иглами; пневматическими приспособлениями с помощью струи воздуха; гидравлическими приспособлениями с помощью струи воды.
По типу зевообразовательного механизма ткацкие станки делят на следующие группы:
с эксцентриковыми зевообразовательными механизмами для выработки тканей простых переплетений;
с каретками для выработки тканей мелкоузорчатых и сложных пере плетений;
с жаккардовыми машинами для выработки крупноузорчатых тканей. Челночные ткацкие станки в свою очередь можно подразделить на группы по следующим признакам.
1. По способу замены уточной паковки:
ткацкие станки с автоматической сменой утка, когда при доработке или обрыве уточной нити уточная паковка заменяется полной автоматически на ходу станка;
механические ткацкие станки с ручной сменой утка или челнока, когда при доработке или обрыве уточной нити станок останавливается и шпули меняют вручную.
2. По числу используемых в работе челноков:
одночелночные станки, предназначенные для выработки ткани с утком одного вида или цвета;
многочелночные станки, на которых можно вырабатывать ткань с утком нескольких видов или цветов.
3. По конструкции предохранительных механизмов, предупреждающих массовые отрывы основных нитей при недолете челнока или замине его в зеве, на замочные и беззамочные станки.
4. По длине поводков батанного механизма на станки с нормальным, коротким или длинным поводками.
5. По конструкции боевого механизма на станки со средним, нижним, верхним, кулачковым, кривошипным и пружинным боевыми механизмами.
Различия в конструкции станков, относящихся к одной и той же группе, определяются особенностями отрасли текстильной промышленности, обусловленными физико-механическими свойствами перерабатываемого сырья, а также линейной плотностью нитей, заправочными данными вырабатываемой ткани.
Станки, применяемые в каждой отрасли, различаются по рабочей ширине (максимальной заправке ткани по берду), габаритным размерам, скоростным показателям и т. д.
Рабочую ширину ткацких станков измеряют в сантиметрах по максимально возможной ширине проборки основы по берду. Например, автоматические ткацкие станки выпускают с рабочей шириной 60, 100, 120, 140, 160, 175,200,216,225,250см.
Похожие работы
... численности бригады принимаем бригаду, состоящую из 2 человек. Поскольку прядильщица является основным рабочим в прядильном цехе, то рассмотрим организацию труда именно прядильщицы. 1.5. Организация труда прядильщицы. Правильная организация труда прядильщицы - важное условие повышения труда в хлопкопрядильном производстве, т.к. ее работа оказывает влияние на качество пряжи, расход сырья и ...
... загораний. Умейте правильно определять категории производств по взрыво- и пожароопасности, а для этого надо знать, какими показателями характеризуется каждая категория производства. Изучите классификацию производственных помещений по Правилам устройства электроустановок (ПУЭ) и умейте выбирать 5)Средства защиты работающих от опасностей.Системы автоматики.Методы повышения травмобезопасности ...
... . Преимущество этого метода состоит в том, что они обеспечивают простую и короткую по количеству знаков идентификацию товара. Так шестизначный код товара в грузовой таможенной декларации 570310 согласно ТН ВЭД определяет продукцию как ковры и прочие текстильные напольные покрытия тафтинговые из овечьей шерсти или тонкой шерсти животных, а согласно Общероссийскому классификатору продукции ОК005-93 ...
... повреждений тканей определяются природой их волокнистого состава, особенностями воздействующих факторов и условиями хранения. Предлагается учитывать пять групп факторов, воздействующих на ткани и другие текстильные товары: товарные, торговые, производственные, транспортные и природно-климатические. По времени их действия они делятся на постоянные и временные. Факторы, вызывающие изменения в ...
0 комментариев