Навигация
2. Рукавные фильтры
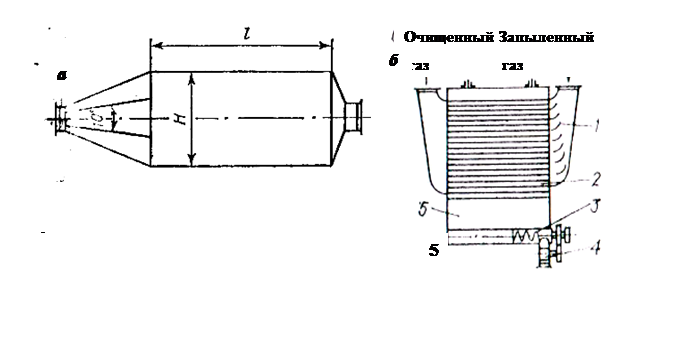
Рукавные фильтры - надежные и эффективные пылеулавливающие аппараты, предназначенные для сухой очистки промышленных газов. Рукавный фильтр представляет собой металлический корпус, разделенный перегородками на секции, в каждой из которых размещена группа фильтрующих рукавов подвешенных на монтажных (опорных) решетках. Внизу рукавного фильтра находится бункер для сбора пыли, выгрузку пыли и герметичность обеспечивают шнек и шлюзовой питатель. Регенерация (очистка) рукавов фильтра происходит поочередно кратковременными импульсами сжатого воздуха. Управление регенерацией осуществляет контроллер, который задает частоту, и продолжительность импульсов по перепаду давления при помощи дифманометра.
Рукавные фильтры нашли широкое применение в различных отраслях промышленности: химической, целлюлозно-бумажной, деревообрабатывающей, теплоэнергетической, нефтеперерабатывающей, черной и цветной металлургии, производстве строительных материалов, пищевой, текстильной и многих других.
Фильтрующим элементом рукавных фильтров является фильтровальные рукава, сшитые из фильтрующего материала, который подбирается в зависимости от условий эксплуатации и состава пыли.
Существующие фильтровальные материалы могут применяться:
-при повышенной влажности;
-в кислотно-щелочной среде;
-при высоких температурах;
-в условиях высокой абразивности газопылевого потока;
Рукавные фильтры применяются для очистки промышленных газов от пыли при концентрации до 60 г/м3. Однако при применении специальных устройств, понижающих входную концентрацию пыли, рукавным фильтрам по силам противостоять концентрации до 200г/м3. После рукавного фильтра очищенный воздух может содержать менее 10 мг/м3 пыли.
Рукавные фильтры чаще применяются при температуре очищаемого газа, в диапазоне температур 20-260°С, но так же существуют материалы, рассчитанные на работу при температуре до 350°С.
В зависимости от гранулометрического состава пыли и начальной запыленности степень очистки (КПД) может составлять 98-99,9% при объеме фильтруемого газа 0,4-1,6 м3/м2мин.
Регенерация (очистка от осевшей пыли) рукавов в процессе работы фильтра осуществляется автоматически путем их встряхивания, с помощью импульсов сжатого воздуха, что является преимуществом данных газоочистных аппаратов или же методом обратной продувки и вибрационным способом, что менее эффективно. Имеются мембранные клапаны, которые позволяют провести процесс регенерации при помощи усовершенствованной импульсной электронной системы регенерации рукавов. В настоящее время самым эффективным является автоматическая продувка рукавного фильтра импульсами сжатого воздуха.
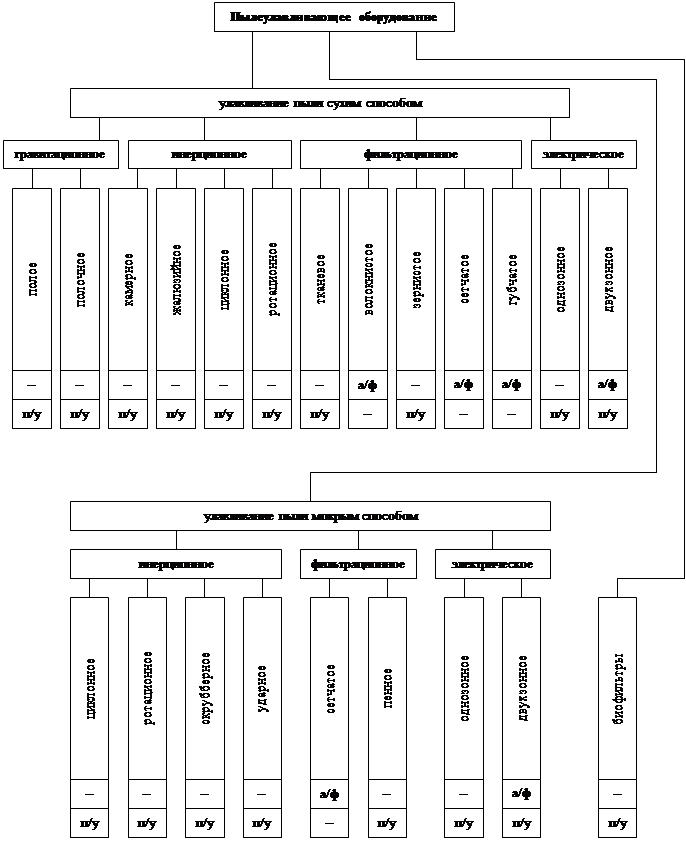
2.1 Классификация рукавных фильтров:
- фильтр рукавный
- фильтр ячейковый
- кассетный фильтр
- фильтр фки
- фильтр фри
- фильтр фрки
- фильтр фки
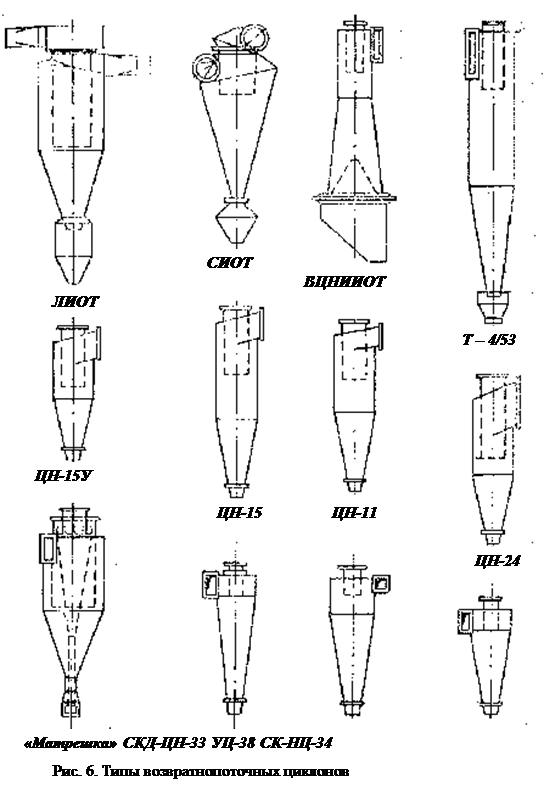
Конструкции матерчатых фильтров весьма разнообразны. Наиболее распространенной классификацией рукавных фильтров является разделение по способу регенерации и форме фильтровальных рукавов.
Наибольшее распространение в настоящее время получили фильтры с цилиндрической формой рукава (рукавные фильтры). Однако к рукавным фильтрам иногда относят кассетные и другие типы матерчатых фильтров. В дальнейшем, под названием "Матерчатые фильтры" будут предполагаться конструкции фильтров, имеющих цилиндрическую или иную форму фильтровальных элементов, изготовленных из ткани, нетканого иглопропробивного, холостопрошивного, клееного, войлочного гибкого фильтровального материала. К данной категории не будут относиться фильтры с фильтровальными элементами из керамики, металлокерамики и других жестких, а также объемных фильтровальных материалов.
Рукавные фильтры с цилиндрической формой фильтровального элемента широко распространены в различных отраслях промышленности, имеют много преимуществ по сравнению с другими конструкциями матерчатых фильтров. Однако, наряду с достоинствами, они имеют существенный недостаток, заключающийся в сравнительно небольшой поверхности фильтрации, приходящейся на единицу объема рабочей камеры фильтра.
Стремление к более компактному размещению фильтровального материала в рабочей камере фильтра привело к созданию оригинальных конструкций, многие из которых нашли практическое применение в различных отраслях промышленности.
В процессе работы матерчатых фильтров происходит постепенное отложение пыли в порах фильтровального материала и на его поверхности. По мере роста слоя пыли растет и гидравлическое сопротивление аппарата.
Если периодически не удалять пылевой слой с поверхности материала и из его пор произойдет "запирание фильтра", т.е. тягодутьевой аппарат (обычно вентилятор) будет не в состоянии протягивать газ через забившуюся фильтровальную перегородку (производительность по воздуху будет снижаться). Для поддержания фильтра в работоспособном состоянии необходимо периодически удалять пыль с поверхности фильтровального материала из пор.
Однако, как известно, оседающий на поверхности фильтровального материала слой пыли одновременно является фильтрующей средой, препятствующей проскоку наиболее мелких частиц пыли. Поэтому с фильтровального материала необходимо удалить не весь слой пыли, а только часть, чтобы обеспечить приемлемое гидравлическое сопротивление аппарата и сохранить его высокую эффективность пылеулавливания. Процесс удаления части пылевого слоя снаружи и изнутри фильтровальной перегородки в матерчатых фильтрах принято называть регенерацией, т.е. частичным восстановлением первоначальных свойств фильтровальной перегородки.
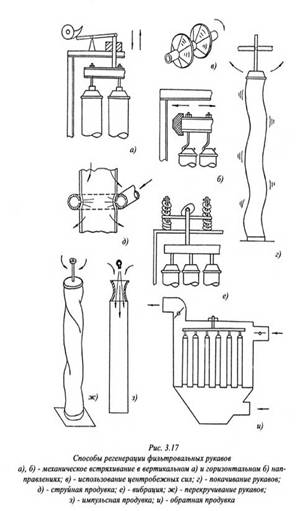
В промышленной эксплуатации в настоящее время находится много конструкций, систем, устройств для регенерации фильтровального материала. Основные способы регенерации фильтровального материала: механическое встряхивание (в этом случае пыль удаляется с поверхности фильтровального материала), обратной продувкой (в этом случае пыль удаляется с поверхности и из пор фильтровального материала) и сжатым воздухом.
Достоинствами фильтров с механическим отряхиванием является стабильность удаления осадка пыли. В качестве основных недостатков следует отметить сложность встряхивающего механизма, который требует постоянного внимания обслуживающего персонала, истирание и изломы рукавов в одних и тех же местах, чувствительность системы к усадке и вытяжке рукавов, необходимость отключения фильтра или отдельной секции на время проведения регенерации.
Эффективным методом регенерации фильтровального материала является обратная продувка очищенным газом или напорным воздухом. Обратная продувка, как правило, применяется в сочетании с другими способами: механическим встряхиванием, перекручиванием, вибрацией, покачиванием рукавов и др. Такие фильтры довольно эффективны, удобны в эксплуатации и обслуживании. Однако производительность их несколько снижена за счет подсоса воздуха в период регенерации фильтровального материала. Обратная продувка обычно сопровождается плавной деформацией фильтровального материала, которая не действует так отрицательно на волокна как, например, механическое отряхивание.
Одним из наиболее эффективных способов регенерации фильтровального материала, который широко распространен в конструкциях каркасных фильтров, является импульсная продувка. Отечественные фильтры с импульсной продувкой типа ФРКИ, ФРКДИ, ФРИ, ФКИ, ФРМИ, ФРИА нашли применение почти во всех отраслях промышленности. Фильтры с импульсной продувкой отличаются тем, что в их конструкции нет встряхивающих механизмов, дросселей и обдувочных вентиляторов.
Большое разнообразие технологических процессов, требующих высокоэффективной очистки отходящих газов или улавливания высокодисперсных пылей вызвало необходимость разработки и производства специальных фильтров, предназначенных для конкретных условий применения. Так, например, специфика улавливания волокнистой пыли рукавными фильтрами несколько отлична от улавливания обычных пылей. Очистка взрывоопасных газов потребовала введения определенных конструктивных особенностей в аппараты фильтрации. В конструктивном оформлении матерчатые фильтры для очистки высокотемпературных газов отличаются и по применяемому фильтровальному материалу и по исполнению многих узлов и деталей от фильтров, предназначенных для очистки атмосферного воздуха. Для улавливания дорогостоящих пылей, ядовитых материалов требуются фильтры с повышенной гарантией от проскока их через фильтровальный материал. В одних случаях очистке подвергаются небольшие объемы газов, в других случаях необходимо очищать сотни тысяч и миллионы м3/ч.
Похожие работы

... и центрифугах. При первичной очистке масла сочетают различные способы удаления механических примесей. Например, очистка может идти по схеме: гущеловушка - центрифуга — фильтр или гущеловушка — фильтр и др. 1.4 ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА РАСТИТЕЛЬНОГО МАСЛА ИЗ СЕМЯН ПОДСОЛНЕЧНИКА Характеристика продукции, сырья и полуфабрикатов. Растительные масла - сложные смеси органических веществ ...

... со стальным корпусом цилиндрической формы. Осадительные электроды трубчатой формы. Электрофильтры изготавливают двух типоразмеров с активным сечением 5 и 7,2 м2. Электрофильтр ПГ-8 предназначен для очистки от пыли и смолы газов, образующихся при газификации углей; для очистки газов, используемых в газовых турбинах, для синтеза аммиака, спиртов, обогрева коксовых печей и др. Электрофильтр ...
... 150 99,9-99,99 Очистка вентиляционного воздуха и других газов с целью улавливания и возврата ценных продуктов. ФПП-25-3 до 150 99,9-99,99 Очистка вентиляционных выбросов «горячих» камер, боксов, каньонов и т.п. ФПА-15-4 до 150 99,9-99,99 Очистка вентиляционного воздуха, содержащего аэрозоли особо опасных веществ ФПП-15-4,5 до 150 99,9-99,995 * - данные по аэрозолям относятся к ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев