Навигация
2.8 Практическое задание
Описание работы станка
Предназначена для обработки крупномерных деревьев (хлыстов) со средним объемом свыше 0,5 м3 и диаметром пропила до 110 см и применяется в лесозаготовительных предприятиях с крупномерными лесонасаждениями при годовом объеме производства до 200 тыс. мЛ.
Составные части: шаговый конвейер, две пилы, пильные механизмы, манипулятор, сучкорезная головка, выносной транспортер, транспортер отходов, гидросистема, электрооборудование, опора, кран
Шаговый конвейер предназначен для перемещения деревьев под пилу и обмера выпиливаемого ассортимента. Состоит из сварной рамы, на которой смонтированы механизм перемещения и устройство обмера длин.
Пила предназначена для раскряжевки хлыста на сортименты. Состоит из сварной балки с правым и левым маятниками, несущими параллельно расположенные пильные диски одинакового диаметра (1500...1600 мм). Балка с рабочими органами перемещается гидроцилиндрами одностороннего действия по двум направляющим.
Манипулятор служит для разборки пачки деревьев и поштучной их подачи на раскряжевку.
Сучкорезная головка состоит из корпуса с рычагами, на свободных концах которых установлены сучкорезные ножи силового резания.
На установке выполняют загрузку деревьев манипулятором с площадки или из питателя, обрезку сучьев навесной сучкорезной головкой в процессе подачи ствола на раскряжевку, раскряжевку ствола на сортименты заданной длины.
Установка позволяет осуществлять раскряжевку на сортименты 12 различных длин, в автоматическом режиме по заданной программе можно выпиливать 6 размеров сортиментов одновременно (рис. 2).
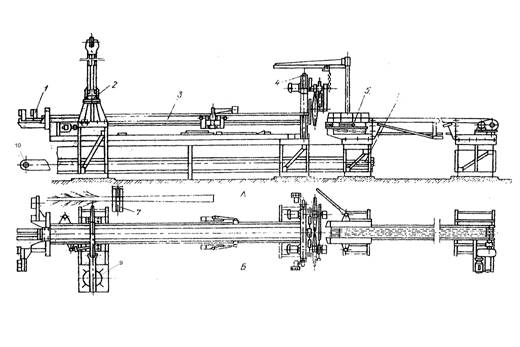
Рис. 2 - Сучкорезно-раскряжевочная установка ЛО-30: 1 – Сучкорезная головка; 2 – Манипулятор; 3 – Шаговый конвейер; 4 – Пильный механизм; 5 – Выносной транспортер; 6 – Транспортер отходов; 7 – Разгрузочно-растаскивающее устройство; 8 - Цилиндры гидравлические; 9 – Электродвигатель манипулятора; 10 – Электродвигатель пильных механизмов
Расчет сучкорезно-раскряжевочной установки ЛО-30 на надежность
![]() 0,99
0,99
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Вывод: расчет узлов станка показал что вероятность отказа одной из деталей станка очень велика, расчетное время не является приемлемым для данных деталей.
I-катастрофический
II-Существенный
III-Промежуточный
IV-Несущественный
Матрица отказов
| Ожидаемая частота отказа | Тяжесть (значимость) отказа, категория | |||
| I | II | III | IV | |
| Частый | - | А | С | С |
| Вероятный | - | С | В | В |
| Редкий | - | В | А | С |
| Очень редкий | - | С | В | А |
| Невозможный | - | - | С | С |
3. Лесоперерабатывающее производство
3.1 Фансырьё
Характеристика сырья для производства фанеры
Сырьем для изготовления клееной фанеры являются отрезки кряжей определенного размера и качества. Предъявляемые к ним требования зависят от требований рынка на готовую продукцию, а также от принятой технологии производства. Для изготовления клееной фанеры применяется: береза, бук, ольха, осина, тополь, липа, сосна, лиственница, кедр и др.
По длине размеры сырья должны соответствовать принятым размерам продукции или быть кратными им с необходимыми припусками. Чураки бывают длиной от 0,8 до 3,2 м. Минимально допустимый размер сечения обуславливается экономической целесообразностью разработки сырья, а максимально допустимый - размерами оборудования, имеющеюся па данном предприятии. Для производства фанеры принято использовать сырье диаметром от 18 см и выше, а для строганной фанеры от 22-26 см и выше.
Требования к качеству сырья сводятся к ограничению пороков древесины и дефектов формы. Основные пороки древесины следующие:
· сучки бывают наружные и заросшие, сучки снижают прочность фанеры и ухудшают ее вид.
· кривизна чураков - дефект роста, она снижает выход наиболее высококачественного шпона, а также приводит к увеличению процента перерезанных волокон, снижая в будущем прочность фанеры.
· внутренняя гниль бывает ситовой и трухлявой. Этот порок допускается в центральной части сырья размером не выше 10 см, вне зоны лущения, которая должна быть не менее 4 см.
· большинство наиболее распространенных грибов синевы древесины не влияет на механические свойства древесины, но портит ее внешний вид. Допускается отдельные пятна синевы па торцах размером до 1/10 диаметра сырья.
· наружная трухлявая гниль и мрамор в сырье не допускаются.
· главными пороками, определяющими сортность сырья, являются сучки, ненормальные окраски и гнили, червоточина, трещины, кривизна, косослой, свилеватость, сухобокость, двойная сердцевина и др. Особенно большое внимание уделяется ограничению сучков, ненормальных окрасок и гнили, ухудшающих вид строганной фанеры, которая используется главным образом для декоративных целей.
На заводы, изготавливающие клееную фанеру, сырье может поступать в кряжах и в виде коротких отрезков - чураков. Раскрой кряжа на чураки включает в себя предварительную разметку и собственно распиловку. Разметка производится для получения из кряжа чураков, обладающих наибольшей массой и наивысшим качеством. Распиловка кряжей выполняется с помощью круглопильных балансировочных станков, поперечно-пильных станков или цепных пил.
Общие потери древесины при разделке кряжей на чураки составляют от 1 .5 до 4%, в зависимости от объема кряжа. Тонкий слой древесины, срезаемый при лущении с цилиндрического отрезка чурака. должен быть достаточно плотным, не иметь трещин и разрывов. Но вследствие того, что во время срезания он подвергается выпрямлению, в нем возникают растягивающие напряжения поперек волокон древесины.
Изготовление шпона
Полуфабрикатом для изготовления большинства видов клееной фанеры являются листы сухого шпона определенных размеров. Технологический процесс их получения состоит из следующих операций: лущение шпона, разрезки лепты шпона на листы заданного формата, сушки, сортировки и починки шпона.
Лущение представляет собой поперечное резание древесины. Обрабатываемый материал совершает вращательное движение, а режущий инструмент - поступательное движение в направлении оси вращения материалов. В результате этого цилиндрический отрезок древесины превращается в топкий слой определенных размеров. При этом скорость резания оказывается величиной переменной, т.к. число оборотов шпинделей станка постоянно, а диаметр чурака в процессе лущения уменьшается. Данная операция выполняется с помощью лущильного станка.
Режимы лущения. Лущение чураков преследует цель получения достаточно плотной и гладкой стружки. Образование трещин и разрывов на ней недопустимо, т.к. отрицательно сказывается на качестве фанеры.
Если инструмент совершает свободное резание древесины, во время внедрения в неё перед режущей кромкой образуется трещина, направление распространения ее произвольное, благодаря этому поверхность срезаемого слоя древесины и поверхность остающейся цилиндрической части имеют довольно большие неровности. Кроме того, на левой (т.е. обращенной к чураку) стороне срезаемого шпона из-за незначительной прочности последнего в поперечном направлении образуются дополнительные разрывы, вызываемые перегибом листа и месте внедрения инструмента в древесину.
Как уже отмечалось, при свободном резании древесины на левой стороне шпона появляются трещины и неровности. Для их ликвидации применяют обжим шпона, выполняемый с помощью прижимной линейки. Она должна быть расположена так, чтобы создаваемое ею давление на древесину проходило через режущую кромку инструмента и зазор между ножом и линейкой был меньше расчетной толщины шпона. Для обеспечения хорошего качества поверхности шпона и требуемой прочности степень обжима должна быть выдержана в пределах 10-30%, в зависимости от породы древесины, толщины шпона и температуры нагрева чурака.
Раскрой ленты шпона на листы.
Шпон, получаемый на лущильном станке, представляет собой ленту, ширина которой равна длине чурака. Длина ленты зависит от диаметра чурака и толщины шпона и может доходить до нескольких десятков метров. Для дальнейшего использования эта лента должна быть разрезана на отдельные листы, размеры которых соответствовали бы размерам изготовляемой из шпона продукции. Лента шпона раскраивается ножницами, имеющими механический или пневматический привод. На некоторых предприятиях имеются автоматические и полуавтоматические ножницы, у которых включение рабочего движения ножа осуществляется с помощью концевых электрических датчиков, фото элементов или датчиков с радиоактивными изотопами.
Подача лепты к ножу и уборка отрезанных листов шпона выполняется с помощью системы транспортеров, с автоматизированной системой укладки листов в стопу.
Сушка шпона.
Шпон для изготовления клееной слоистой фанеры подвергается предварительной сушке для уменьшения количества содержащейся в нем влаги до необходимых пределов. Эта операция выполняется сразу же после изготовления шпона на лущильных станках. Для правильного ведения сушки необходимо знать начальную и конечную влажность шпона
Начальная влажность сырья зависит в основном от способа доставки его на завод. При доставке по железной дороге она составляет 50-90%, при доставке сплавом 90-130% Шпон с различной влажностью следует сушить при разных режимах. Конечная влажность шпона определяется требуемой влажностью готового продукта, родом применяемого клеевого материала и особенностями процесса склеивания. Практически она лежит в пределах 6-12%.
Существует три способа сушки шпона: контактный, контактно-конвективный и конвективный.
При контактном способе тепло передается листу шпона в результате его соприкосновения с нагретым телом. Этот способ передачи тепла осуществлен в дыхательных прессах и контактных сушилках непрерывного действия. При контактно-конвективном способе тепло передается шпону нагретым воздухом или газом, циркулирующим вокруг него и в результате соприкосновения с нагретым телом. При конвективном способе передача тепла шпону осуществляется только за счет обмывания его нагретым воздухом или газом.
Сушилка представляет собой камеру длиной 30 м, изготовленную из кирпича, железобетона, металла и др. По обеим сторонам ее расположены коридоры, внутри которых находятся осевые вентиляторы и паровые калориферы. Для достижения необходимой равномерности сушки камера по длине разделена па две части, в каждой из которых воздух движется в противоположных направлениях. Для прохождения шпона через сушилку внутри нее размещены 4-5 горизонтальных рядов ленты, специального плетения, которым сообщается движение от привода, обеспечивающего возможность регулирования времени прохождения шпона через сушилку.
Режим сушки шпона сушилках следующий: температура циркулирующего воздуха 60-120°С, относительная влажность воздуха 15-25%, скорость движения воздуха 0,9-1,1 м/с. Продолжительность сушки шпона в лих сушилках от 20 до 90мин.
Сортировка шпона
Шпон после охлаждения подвергается сортировке, т.е. разделению на однородные группы с учетом качества древесины, обработки, размеров, породы древесины, направления волокон и т.д. Главная трудность сортировки заключается в правильном установлении качественной характеристики шпона. Весь шпон по качеству делится условно на пять сортов: А, АВ, В, ВВ и С. Для каждого сорта четко оговариваемся допустимость того или иного порока древесины или дефекта обработки. Основными сортообразующими пороками для шпона являются: сучки (по этому признаку сортность устанавливается для 75-90% листов шпона); ложное ядро (0,02-15%) обесцвечивание и пятнистость (4-8%).
Сортировка шпона на предприятиях может быть организована по-разному. Ее можно проводить непосредственно у сушильных устройств, на специально отведенных площадках или на транспортерах перемещающих шпон от сушильных площадок к подстойным местам. В первом случае у сушильных агрегатов необходимо иметь достаточное количество подстойных мест, что увеличивает общую площадь, занятую данным участком. Положительной стороной такой организации работы является устранение излишних переносок шпона, отрицательно сказывающихся на его качестве. Во втором случае листы шпона у сушильных агрегатов укладываются в стопы, перевозят на участок сортировки и там сортируют по соответствующим местам. Наиболее совершенной является организация сортировки на транспортере, идущем непосредственно от сушилки и имеющем ряд карманов, открывающихся по заказу сортировщика. Находясь около переднего конца транспортера, сортировщик, оценивая качество подошедшего к нему листа шпона, нажатием кнопки дает команду исполнительному механизму открыть соответствующий карман.
При сортировке шпон укладывается на специальные столы, имеющие деревянный настил. Это позволяет перевозить целые стопы шпона с помощью погрузчиков и сохранить качество листов шпона. Высота стопы не должна превышать 1,5 м.
Починка шпона
Починка шпона преследует цель повышения сортности шпона. Она заключается в удалении из листов сучков, багорных пробоин, трещин и т.д. и помещение на их место заплаток (вставок) из здоровой древесины. Заплатки допускаются в листах всех сортов шпона, за исключением сорта А. Из общего количества шпона починке может подвергаться от 10 до 30% сухого шпона. Для данной операции предъявляются следующие требования: полное удаление дефекта, плотная вставка на его место заплатки здоровой древесины, совпадение направления волокон и заплатке и листе и совпадение цвета и толщины лист шпона и заплати. Плотность вхождения заплатки в отверстие достигается согласованием размеров просечек, применяемых для высечки дефектного места изготовления заплатки из полосы шпона. При этом в образующемся соединении должен быть обеспечен натяг, за счет которого заплатка будет держаться в отверстии листа без клея.
Починка шпона может выполняться вручную на специальных станках полуавтоматах.
Обработка кусков шпона.
Сухие куски шпона, получающиеся из чурака, содержат высококачественную древесину. Поэтому их можно использовать для изготовления не только серединок всех сортов фанеры, но и рубашек фанеры. Количество таких кусков составляет от 15 до 20% всего сухого шпона.
Куски шпона целесообразно соединять в полноформатные листы что позволяет повысить сортовые выходы фанеры и снизить затраты труда на сборку пакетов перед склеиванием фанеры.
Для соединения кусков по ширине кромки их должны быть прямо-ничейными. Обрабатываемые куски в виде пачки толщиной 80-90 мм закрепляемся на горизонтальном столе станка, а суппорт с режущим инструментом движется вдоль стола, производя опиловку и фрезерование одной кромки пачки.
Склейка кусков шпона
Куски шпона могут соединяться друг с другом по ширине с помощью бумажной ленты или клея. В первом случае бумажная лента, шириной 20 мм, покрытая с одной стороны мездровым клеем, наклеивается на место соединения двух кусков шпона или поперек их. Для плотного соединения куски должны быть надежно прижаты друг к другу. Эта операция выполняется на ребросклеивающих станках с продольной или поперечной подачей кусков шпона.
В станках с продольной подачей кусков шпона стягивание осуществляется двумя коническими роликами, оси которых пересекаются под некоторым углом друг к другу.
Падежное приклеивание ленты к шпону обеспечивается предварительным смачиванием водой ее клеевого слоя и прижатием валиком, нагретым до 70-80°С. На таких станках можно склеивать шпон толщиной от 0.5 м и более.
Станки с поперечной подачей шпона обеспечивают соединение кусков за счет наклеивания на их поверхность в поперечном направлении трех-четырех полос гуммированной ленты.
Обрезка клееной фанеры
Обрезка необходима для выравнивания кромок и придания листу требуемых размеров по длине и ширине. При этом должна быть обеспечена достаточно высокая чистота обработки кромок и их прямолинейность, параллельность противоположных сторон и взаимная перпендикулярность смежных сторон. Данная операция может выполняться с помощью круглопильпых станков, имеющих одну, две, три или четыре пилы.
Для обрезки фанеры предпочитают применять два сдвоенных двух-пильных станка, устанавливая их под углом 90° друг к другу. Это избавляет от излишних перекладок фанеры, повышая производительность на данном участке.
Похожие работы
... на создание современных производств комплектующих изделий, но затем идут и на организацию выпуска готовой мебели. Такую стратегию проводит шведский концерн «Икея», планирующий вложить в мебельную промышленность Северо-Запада России более 100 млн. евро. Концерн учредил компанию «Икея-Россия», которая уже построила в городе Тихвине Ленинградской области завод по производству комплектующих для ...
... ядра в кедровом орехе по Иркутской области за 1956 г. показали [4], количественное содержания жира в районах Слюдянского лесхоза: - Б.Глубокая – 69,94% - Урочище Грязный ключ – 68,0% - Урочище Дабан – 60,0% - Маритуйское лесничество, Половинская лесная дача – 58,08%. 3.2 Способы повышения эффективной деятельности лесхоза Как уже упоминалось, по Иркутской области, биологический урожай ...
... упростить и ускорить таможенный контроль. Все это будет рассмотрено применительно к товарам и транспортным средствам, которые уже прибыли в указанное место доставки, размещены в зоне таможенного контроля и их таможенное оформление предполагается завершить режимом выпуска для внутреннего потребления. Т.е. понятия и определения будут приводиться в общем виде, а все остальные тонкости и подробности ...
... норок, серебристо-черных лисиц, песцов. По заготовкам пушнины Иркутская область занимает третье место в Советском Союзе после Якутии и Красноярского края. 3. Новости АПК Иркутской области На развитие аграрно-промышленного комплекса Иркутской области из областного бюджета в 2003 году планируется выделить 305 млн. рублей вместо 390 млн. рублей, ранее предусмотренных. Об этом сообщил начальник ГУСХ ...
0 комментариев