Навигация
Технология изготовления, установка оконной створки
32601
знак
5
таблиц
3
изображения
Технология изготовления, установка оконной створки
СодержаниеСодержание.. 1
1. Технологический процесс.. 2
2. Технические требования.. 9
3. Обоснование выбора материалов.. 12
4. Обоснование выбора инструментов и оборудования.. 15
5. Организация рабочего места.. 19
6. Охрана труда и технической безопасности, противопожарные мероприятия 22
7. Перечень используемой литературы... 26
1. Технологический процесс
Оконные блоки предназначены для освещения и проветривания помещений. Они состоят из оконной коробки и оконных переплетов, которые включают створки, фрамугу, форточку.
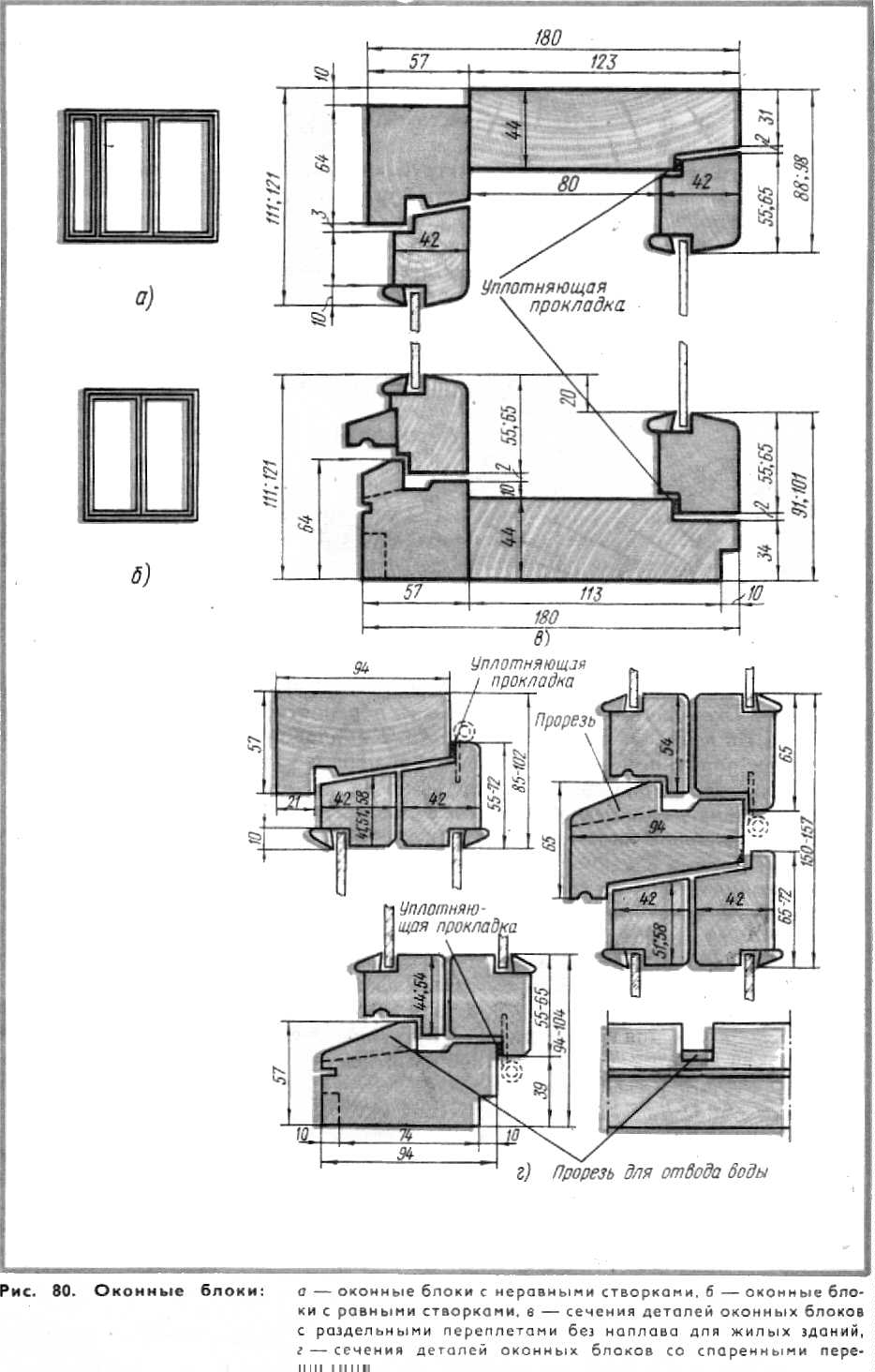
Оконные блоки по назначению подразделяются: для жилых, общественных и производственных зданий. По конструкции они бывают одинарные, с одним или двумя рядами остекления, спаренные с двумя или тремя рядами остекления, раздельные с двумя рядами остекления, и раздельно-спаренные с тремя и четырьмя рядами остекления. По количеству створок в одном ряду окна бывают одно-, двух- и многостворчатые, а в зависимости от открывания - открывающиеся внутрь помещения, наружу, в разные стороны и неоткрывающиеся, или глухие. По способам открывания створок оконные блоки бывают распашные - с поворотом элементов переплетов вокруг вертикальной крайней оси, подвесные - с поворотом элементов переплетов вокруг верхней крайней оси, откидные - с поворотом вокруг нижней крайней оси, поворотно-откидные - с поворотом вокруг вертикальной и нижней крайней оси, вращающиеся - с поворотом вокруг горизонтальной или вертикальной средней оси, раздвижные - с перемещением створки в горизонтальной плоскости, подъемные - с перемещением створки в вертикальной плоскости. Для проветривания помещений в окнах устраивают форточки, форточки-створки, клапаны, жалюзи, фрамуги, открывающиеся створки.
По конструкции оконные блоки подразделяют на оконные блоки с раздельными и со спаренными переплетами. Они состоят из коробки переплетов, подоконной доски и фурнитуры.
Коробка состоит из двух вертикальных (продольных) и двух горизонтальных (поперечных) брусков, соединяющихся между собой на одинарный, двойной или тройной открытый сквозной шип или на шип одинарный «в ласточкин хвост». Шиповые соединения собирают на водостойком клее и дополнительно скрепляют круглым нагелем или гвоздями, которые забивают не менее двух в каждом шиповом соединении под прямым углом друг к другу. Коробка с одним переплетом имеет одну четверть для навешивания и установки переплета, коробка с двумя переплетами - две четверти - для зимнего (внутреннего) и летнего (наружного) переплетов. В некоторых случаях в нижнем горизонтальном бруске оконной коробки со стороны стены выбирают четверть для установки в нее подоконной доски. Снаружи коробку антисептируют, а для защиты от влаги оббивают толью, рубероидом или обмазывают битумом или битумными мастиками. В коробках для большей формоустойчивости иногда устанавливают горизонтальные или вертикальные импосты, которые крепят в брусках коробки серединными двойными сквозными или несквозными шипами.
Переплеты могут включать в себя створки, форточки и фрамуги, которые могут быть глухими (установленными в коробку неподвижно) или открывающимися.
Створки, форточки и фрамуги состоят из двух вертикальных и двух горизонтальных брусков, соединяющихся друг с другом на одинарный или двойной открытый сквозной шип и дополнительно скрепляющихся нагелями, а иногда угольниками. Для повышения формоустойчивости створок и фрамуг и уменьшения размеров вставляемых стекол в них устанавливают горбыльки, соединяющиеся с брусками переплетов на серединный одинарный несквозной шип. Горбыльки не устанавливают в оконных блоках с раздельными переплетами. В переплетах с двумя и более створками без наплава с помощью шурупов крепят притворные планки (нащельники) для закрытия зазоров между элементами переплетов. Для предотвращения попадания дождевой влаги внутрь помещения на нижних горизонтальных брусках фрамуг, форточек и створок наружных переплетов на шурупах или на гвоздях устанавливают отлив (желоб) устраивается также в бруске отлива и в подоконной доске. Брусок отлива не устанавливают на оконных блоках со спаренными переплетами, у которых атмосферная влага отводится слезником, устроенным непосредственно в нижних горизонтальных брусках наружных переплетов.
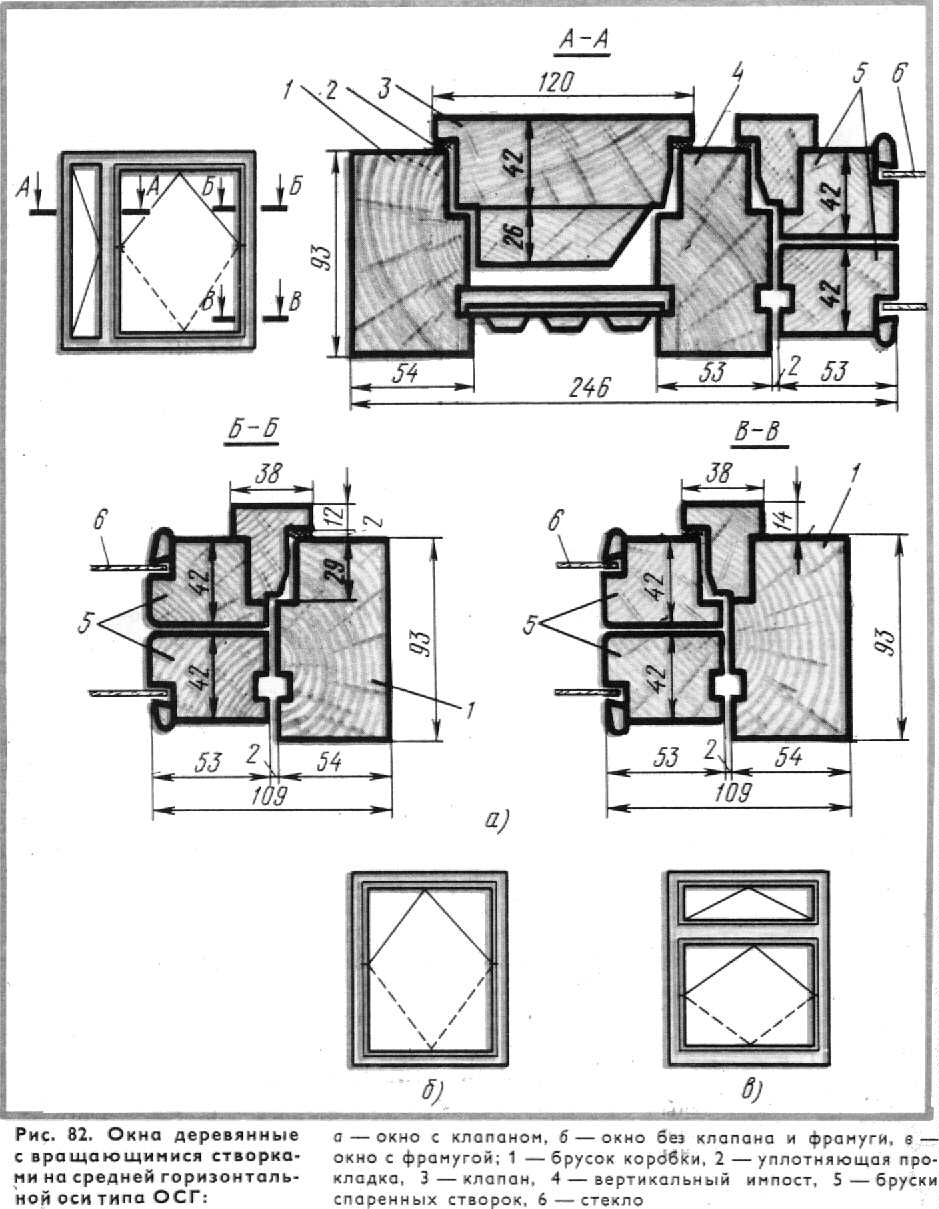
Оконные блоки распашные с открыванием створок внутрь помещения имеют ряд недостатков: узкие створки уменьшают световую площадь переплетов, а широкие при открывании загораживают внутри значительную часть помещения. В отдельных зданиях применяют деревянные окна со спаренными переплетами, вращающимися вокруг горизонтальной или вертикальной средней оси.
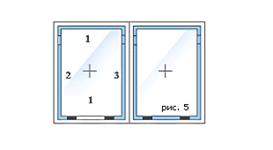
Оконные блоки изготовляют с неравными и равными створками, с форточками и фрамугами. Оконные блоки с равными створками бывают с форточками и без них. Оконные и балконные дверные блоки (ГОСТ 11214—78) маркируют но предприятии-изготовителе.
В оконных блоках со спаренными переплетами толщина наружной и внутренней створок одинаковая— 42 мм.
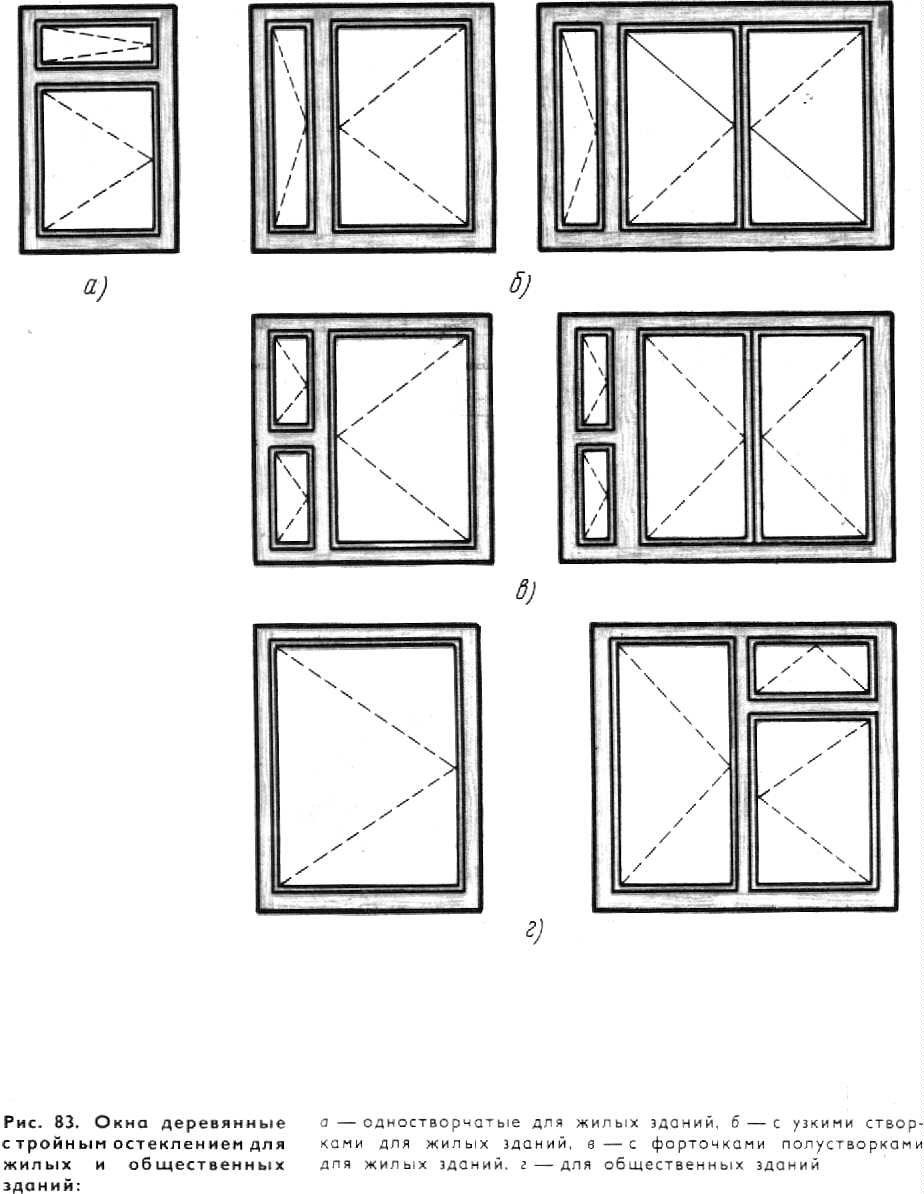
Окна для жилых зданий бывают одно-, двух- и трехстворные с форточками, фрамугами, для общественных зданий—одно-, двух- и трехстворные с фрамугами и без них.
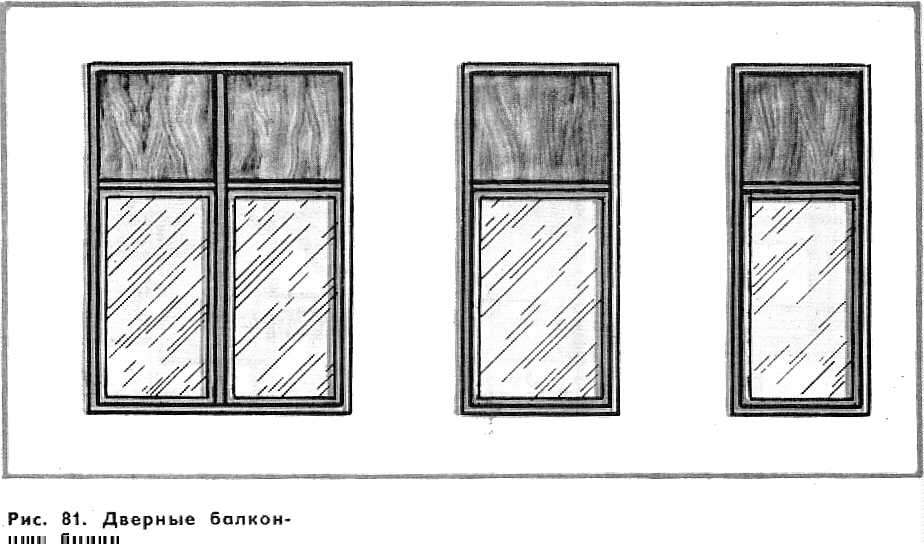
Створки спаренных переплетов высотой более 1400 мм или шириной более 600 мм, высотой более 1000 мм и шириной более 900 мм навешивают на три петли—две верхние и одну нижнюю. Остальные створки навешивают на две петли. Дверные балконные полотна навешивают на три петли, располагаемые равномерно по высоте, причем нижние и верхние петли крепятся на расстоянии 200 мм от верха и низа двери. Наружные створки окон и полотен балконных дверей для удобства пользования, т. е. снятия с петель, навешивают на врезные петли с вынимающимися стержнями.
Окна деревянные со спаренными створками, вращающимися на средних осях, для гражданских зданий подразделяются на два типа: вращающиеся на средних горизонтальных осях—среднеподвесные ОСГ, имеющие дополнительно вентиляционные клапаны или верхние фрамуги, и окна со створками, вращающимися на средних вертикальных осях—среднеповоротные ОСВ.
Технологический процесс изготовления оконных блоков с раздельными переплетами включает в себя следующие основные операции:
· сушка древесины;
· поперечный (по длине) и продольный (по ширине) раскрой пиломатериалов вручную (с предварительной разметкой) или на торцовочном станке типа ЦПА-40 и на станке для раскроя по ширине типа ЦДК4-2, или на полуавтоматической линии по раскрою пиломатериалов типа ОК 507;
· разметка и обработка заготовок с трех (бруски коробки) или с четырех сторон (бруски переплета, импосты и т, п.) с созданием профиля ручными стругами или на продольно-фрезерных станках - фуговальном типа СФ6-6 и на четырехстороннем (С26-2М, С25-ЗА) или на полуавтоматической линии по обработке брусковых заготовок типа ОК 508;
· разметка и выпиловка шипов и проушин вручную или на фрезерных станках типа ФС1П-1, а также односторонних и двусторонних шипорезных стайках (ШД10-8, ШД15-3) или на линии ОК 509;
· прорезка гнезд под петли в вертикальных брусках вручную долбежным инструментом или на фрезерном, или на специальном станке;
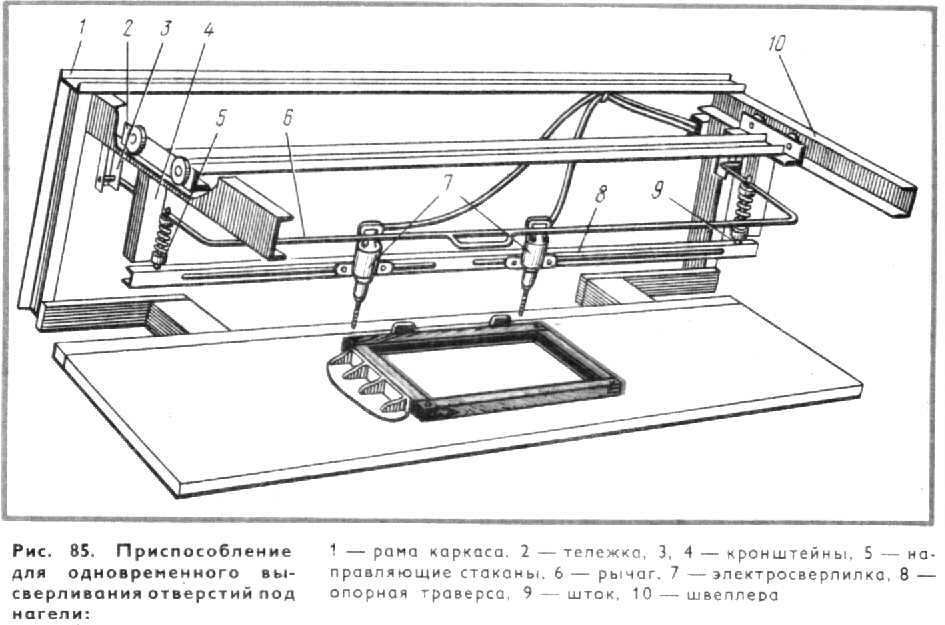
· сборка оконных створок на сборочных станках (табл. 1) типа ВГО-2 или ВГС, форточек и фрамуг на сборочных станках типа ВГФ и оконных коробок на сборочных станках типа ВГК-2 или ВГК-3 с предварительным нанесением клея вручную или на клеенамазывающих станках (табл. 2) и высверливанием гнезд для нагелей и установкой их на клею;
· выдержка на подстопном месте для схватывания клея;
· обработка по периметру собранных створок ручными стругами или на фрезерном станке, или на линии ОК 511-2;
· выборка гнезд под петли в створках вручную (при вгонке , элементов створок в коробку) долбежными инструментами или :
· на фрезерном станке, или на специальном станке;
· установка на рабочих местах бруска отлива, притворной планки полупетель и другой фурнитуры с вгонкой элементов переплетов в коробку, снятием провесов и т.п.;
· отделка вручную кистями или валиками, или на линии струйного облива.
Таблица 1. Технические характеристики сборочных станков
| Показатель | Гидравлические | Для сборки оконных створок ВГС | Для сборки фрамуг и форточек ВГФ | Для сборки оконных и дверных коробок ВГК-3 | |
| для сборки створок ВГО-2 | для сборки дверных и оконных коробок ВГК-2 | ||||
| Размеры собираемых изделий, мм: длина (высота) ширина толщина Рабочее давление, МПа Мощность, кВт Масса, т | До 1925 До 740 До 60 2,5 2,2 0,9 | До 2360 До 1610 До 180 2,5 3 1,25 | 495...2115 290... 1660 42...55 4 3 – | 330...460 290...1290 25... 55 4 3 – | 875...2756 455...2966 42...174 4 3 – |
Таблица 2. Технические характеристики клеенаиосящих станков
| Показатель | Типы станков | |||
| КВ-9 | КВ-14 | КВ-18 | КВ-28 | |
| Рабочая длина клеенано-сящих вальцов, мм Диаметр клеенаносящих вальцов, мм Диаметр дозирующих вальцов, мм Толщина заготовок, пропускаемых через станок, мм Скорость подачи, м/с Мощность, кВт | 900 180 120 0,3...60 0,25; 0,5 3,3 | 1400 180 120 0,3...60 0,25; 0,5 3,3 | 1800 180 120 0,3...60 0,25; 0,5 3,3 | 2800 260 160 0,3... 60 0,25; 0,5 1,5 |
Технологический процесс изготовления оконных блоков со спаренными переплетами принципиально не отличается от вышеописанного. Необходимо лишь помнить, что в оконных блоках со спаренными переплетами не устанавливаются притворные планки, бруски отлива, но укрепляются стяжные болты, вколотные петли, ручки-завертки.
Вгоняют и навешивают створки в коробку на специальных столах. Процесс вгонки и навешивания оконных створок в коробку состоит из подготовки створок, зачистки провесов, навешивания на петли, устранения возможных, дефектов (заколов, неровностей), крепления створок, форточек, фрамуг, блока от раскрывания и передачи его под окраску.
При вгонке переплетов в коробку сначала навешивают наружные переплеты. При изготовлении переплетов с фрамугой (для общественных зданий) подгоняют прежде всего фрамугу, а затем створки. Зазор между створками и коробкой должен быть не более 2 мм, что необходимо для последующего покрытия. створок слоем краски.
При подгонке створок тщательно проверяют правильность притвора, плотность их прилегания к четвертям коробки. Необходимо следить за тем, чтобы навешенные створки открывались свободно и плавно и не пружинили. Внутренние створки подгоняют к коробке ток же, как и наружные.
2. Технические требования
Окна должны соответствовать требованиям ГОСТ 23166—78.
Отклонения от номинальных размеров окон и их сборочных единиц регламентируются ГОСТ 6449—76, причем их величины должны обеспечивать отклонения от номинальных размеров зазоров в притворах не более следующих (табл. 3).
Таблица 3. Отклонения от номинальных размеров
| Интервалы номинальных размеров и изделий сборочных единиц, мм | Отклонения от номинальных размеров на каждую сторону для изделий, мм | |
| До 250 250...630 Более 630 | высшей категории качества | первой категории качества |
| +1 +1 +1.5 | +1 +1,5 +2 | |
Окна, их сборочные единицы и детали должны иметь правильную геометрическую форму.
Неплоскостность окон и их сборочных единиц не должна превышать 0,15%, а изделий высшей категории качества—0,1% наибольшего их размера по высоте, ширине и диагонали.
Неперпендикулярность сторон окон и их сборочных единиц не должна превышать 0,8 мм/м, а изделий высшей категории качества—0,5 мм/м.
На лицевых поверхностях элементов окон провесы деталей, не имеющих фасок в местах сопряжении, не допускаются. При наличии фосок провесы не должны превышать предельных отклонений от номинальных размеров стороны детали.
Провесы по торцам шиповых соединений створок, форточек, фрамуг не допускаются, а в коробках не должны быть более предельных отклонений от номинальной длины деталей.
Окна и балконные двери должны изготовляться из древесины хвойных пород: сосны, ели, пихты, лиственных поверхностей коробок не нормируется.
Непрозрачное законченное отделочное покрытие (окраска) должна выполняться масляными или синтетическими красками и эмалями, в том числе водоэмульсионными. Незаконченное непрозрачное отделочное покрытие (окраска) выполняется этими же материалами в один слой или грунтовками, олифами.
Непрозрачное отделочное покрытие должно быть белого цвета и лишь с согласия потребителя покрытие может быть другого цвета. Прозрачное отделочное покрытие должно выполняться прозрачными лакоми. Лицевые поверхности изделий с непрозрачным и прозрачным законченным отделочным покрытием должны быть глянцевыми или матовыми. Нелицевые стороны коробок окон и балконных дверей должны быть антисептированы или окрашены. Металлические изделия (приборы) и крепежные детали должны применяться с антикоррозионным покрытием.
Приборы (ручки, петли, замки и др.), нащельники, отливы, раскладки должны быть закреплены полным количеством шурупов, штифтов, гвоздей. Шурупы должны -быть завинчены, забивать их не допускается.
Для снижения воздухопроницаемости по периметру притвора в оконных переплетах и дверных балконных полотнах устанавливают уплотняющие прокладки. В качестве прокладок используют пенополиуретан, шерстяной шнур, губчатую резину и др.
Прокладки из пенополиуретана имеют сечение 10х8 мм. Одно широкая сторона этой прокладки покрыта полоской ткани, закрывающей слой клея, нанесенного на прокладку. При установке прокладки на место полоску ткани снимают, а прокладку прикладывают стороной, покрытой клеем, к наплаву створки, полотна. Пенополиуретановые прокладки, не имеющие слоя клея на широкой стороне, ставят на клей повышенной водостойкости (КН-2, № 88) при температуре помещения не ниже 12°С.
Шерстяной шнур крепят к наплаву створки, полотна мелкими оцинкованными гвоздями длиной 12...16 мм с шагом 15...20 см. Чтобы не смять шнур, гвозди забивают в край его по всему периметру створки, полотна, сохраняя постоянную толщину шнура. При установке шнур не следует сильно натягивать, так как при этом он вытягивается, теряет упругие свойства, эластичность. Шерстяной шнур до установки пропитывают противомолевым составом.
Резиновые прокладки крепят к наплаву створок, полотен на клею № 88. Прокладки должны быть упругими, прочными, светомороэостойкими, долговечными.
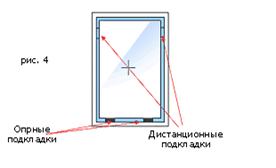
Остекление окон и балконных дверей выполняется на замазке, наносимой с обеих сторон стекло, или на эластичных прокладках, обеспечивающих водо- и воздухонепроницаемость по периметру остекления с дополнительным креплением раскладками.
Размеры стекла по ширине и высоте должны быть на 4...6 мм меньше размеров проема под стекло с тем, чтобы при изменении размеров створок, фрамуг во время разбухания стекло не лопалось.
3. Обоснование выбора материалов
Древесина, имеющая насыщенный или разнообразный цвет, богатую текстуру (рисунок) и блеск, особенно ценится при изготовлении столярно-строительных изделий высокого качества. Все эти свойства служат признаками для определения породы древесины и ее применения.
Влажность абсолютная. Это отношение массы влаги, находящейся в данном объеме древесины, к массе абсолютно сухой древесины, выраженное в процентах.
Существуют два метода определения влажности древесины: весовой и электрический. При весовом методе определения влажности пользуются формулой

При электрическом методе влажность определяется специальным прибором-электровлагомером.
Влажность древесины имеет огромное практическое значение, ее значения не должны превышать следующих пределов, %:
Подоконные доски, наличники внутри зданий................................................. 12
Нагели, шпонки, вкладыши, плинтусы, галтели, полы, дощатые чистые, оконные переплеты, дверные полотна, стойки подстропильные, наличники снаружи зданий................... 15
Оконные и дверные коробки, черные полы, лаги под дощатые полы, накат щитовой, стойки каркаса деревянных зданий, балки и прогоны междуэтажных перекрытий, затяжки стропильные 18
Обрешетка под кровлю, балки и прогоны чердачных перекрытий................. 20
Дощатая обшивка наружных стен........................................................................ 21
Стропила дощатые, подшивка потолков, брусья наружных и внутренних стен брусчатых домов.............................................................................................................................................. 23
Строительные изделия, сделанные из сырой древесины, могут покоробиться, растрескаться, усохнуть. При усушке уменьшаются размеры и объем древесины. В результате усушки древесина коробится и трескается.
Древесина в различных направлениях усыхает неодинаково. При уменьшении влажности от 30 до 0% усушка древесины главных пород, произрастающих в нашей стране, составляет:
вдоль волокон – 0,1%;
в радиальном направлении – 3…5%;
в тангенциальном направлении – 6…10% (таблица 4). Характер усушки образцов, взятых из различных участков ствола дерева, различен.
Таблица 4. Классификация пород древесины по усушке
| Порода | Группа | Усушка, % |
| Дуб, клен, граб, каштан, бук, липа, черешня, береза, ольха, вяз Сосна обыкновенная, тис, ильм, клен обыкновенный, осокорь, груша, осина, самшит, ива, белая акация Сосна веймутова, лиственница, ель | I (сильное усыхание) II (умеренное усыхание) III (слабое усыхание) | 5...11 3...5 2 ...4 |
Кроме ухудшения внешнего вида изделий, изменения размеров деталей, например оконных створок, в процесс эксплуатации усушка вызывает повышенную воздухопроницаемость, что затрудняет их эксплуатацию и нарушает температурно-влажностный режим помещений. Изменение влажности погонажных изделий, досок чистого пола, паркета и т. д. способствует образованию зазоров и трещин.
Плотность древесины. Это отношение массы древесины к ее объему. Плотность выражается в кг/м3 и г/см3 и определяется по формуле
![]()
Обычно рассматривают плотность древесины при влажности 12%.
От плотности зависят такие свойства, как твердость, прочность, обрабатываемость. Более плотная древесина, как правило, более твердая и прочная, лучше обрабатывается. Однако плотная древесина проводит теплоту лучше рыхлой.
Допускаемая влажность древесины для оконных и дверных блоков составляет, в процентах:
Все детали оконных переплетов, дверных полотен (кроме щитов и филенок)...................... 12
Подоконные доски................................................................................................................................... 15
Коробки внутренних дверей и фрамуг............................................................................................... 15
Коробки наружных дверей и окон...................................................................................................... 18
Реечные щиты щитовых дверей, филенки дощатые......................................................................... 9
Шканты и нагели ....................................................................................................................................... 7
Оконные створки, фрамуги, форточки, коробки и рамки каркаса дверей из лиственных пород изготовляют из брусков одной породы.
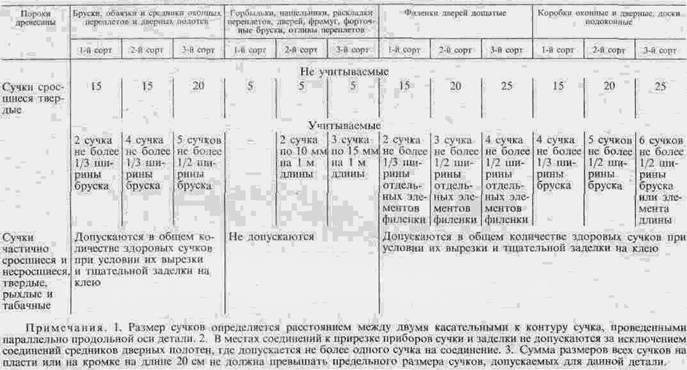
Требования к качеству древесины указаны в таблице 5.
Таблица 5. Допускаемые пороки древесины для окон и дверей (ГОСТ 23166–78)
Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю; образования шипов и проушин; сверления отверстий; образования пазов и гнезд; окончательной механической обработки и др. К станкам для специальных производств относится оборудование, предназначенное для изготовления оконных и дверных блоков, клееных конструкций и др. На универсальных станках выполняют различные работы, например раскрой пиломатериалов по длине и ширине, фрезерование, сверление и др.
В зависимости от количества рабочих шпинделей деревообрабатывающие станки бывают одно- и многошпиндельные. По количеству операций станки делятся на одно- и многооперационные. В зависимости от количества обрабатываемых сторон станки бывают одно-, двух- и четырехсторонние.
По степени механизации станки делятся на полумеханиэированные и полностью механизированные. К полумеханизированным относятся станки, у которых, механизирован процесс обработки, но подача ручная. К полностью механизированным относятся станки, у которых механизированы процессы обработки, но отсутствует автоматизация. У полуавтоматических станков автоматизирована часть главных операций, а у автоматических—все операции.
Устройство деревообрабатывающих станков зависит от их назначения. Однако, различаясь по устройству, станки имеют конструктивные элементы одинакового назначения—станины, столы или каретки для базирования деталей, сборочные единицы для закрепления режущего инструмента и сообщения ему или заготовке рабочих движений.
Элементы станков делятся на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры и др.). К вспомогательным органам относят устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного к исполнительному механизму (механизм резания и подачи).
Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля, учета.
Станина представляет собой металлическое основание, на котором располагаются все механизмы и детали станка. Конфигурация и размеры станины зависят от назначения и конструкции станка.
Столы служат для поддержания и направления обрабатываемого материала. Они бывают неподвижные, наклоняющиеся, передвижные, переставные.
Механизмы резания (шпиндели) служат для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Механизм подачи. Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные; цепнодолбежные и другие станки) или материал подается к режущему инструменту (продольно-фрезерные станки). Материал в станок может подаваться вручную или механически.
Вспомогательные механизмы. Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки.
Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
Привод механизмов резания или подачи осуществляется в основном от электродвигателей. Но большинстве станков привод производится от индивидуальных электродвигателей путем соединений электродвигателя через муфту со шпинделем или ременной, цепной передачами.
Специализированные инструменты и приспособления, применяемые при сборке оконных блоков, показаны на рисунках 1, 2, 3.
|
|
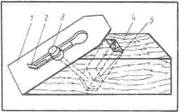
Рис. 1. Доборный рубанок для обработки фальцев собранных оконных и дверных коробок
1 - нож; 2 - фиксатор; 3 - винтовое устройство; 4 - корпус; 5 - гайка
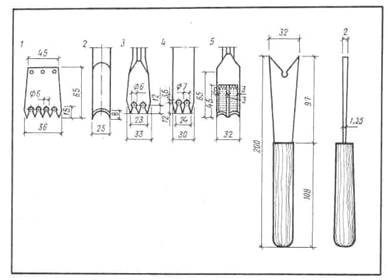
Рис. 2. Стамески для выборки гнезд под врезные (вколотиые) петли
1-карачаровска; 2 -киевская; 3-рижская; 4 -таллиннская; 5-американская шириной 32 мм.
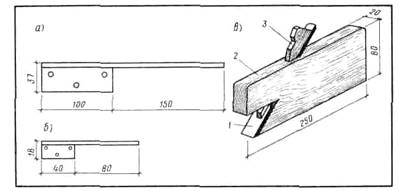
Рис. 3. Инструменты и приспособления, применяемые при сборке оконных блоков: шаблоны И. И. Высоцкого и В. К. Кулаченко для разметки петель. а - на створках; б - на форточках; в - доборный зензубель для подстрагивания фальцев в углах собранных оконных или дверных коробок; 1-нож; 2 -корпус; 3 - клин
5. Организация рабочего места
Организация рабочего места – это система мероприятий по оснащению и размещению на нем в определенном порядке средств и предметов труда: оборудования, инструментов, приспособлений, материалов и т.п.
Рабочее место — это часть производственной площади с расположенными на ней средствами и предметами труда, на которой рабочий выполняет работу.
Рабочие места столяров для ручной или станочной обработки древесины оборудуются верстаками или станками. Такие рабочие места имеют три зоны:
1) рабочую зону, в которой находятся рабочий верстак (станок), обрабатываемая деталь и применяемый для этого инструмент;
2) зону складирования материалов, в которой расположен материалы, черновые заготовки и обработанные детали, приспособления и инвентарь;
3) транспортную зону, по которой на рабочее место подаются необходимые предметы и средства труда.
Особенностью организации рабочих мест столяров или плотников на строительстве является их постоянное передвижение в зависимости от условий и потребностей производства. К рабочему месту столяра предъявляется ряд требований:
1. Оборудование, материалы, инструменты и т.д. должны располагаться так, чтобы столяр во время работы, не делал непроизводительный движений, а его поза была правильной. Необходимо помнить, что оптимальная высота расположения предметов труда составляет 60% роста рабочего. В связи с этим высота верстака считается подобранной правильно, если рабочий, свободно стоя у верстака, ладонями опирается на его крышку. При работе в неправильной рабочей позе (в наклонном положении), при неправильном расположении предметов и средств труда требуется усилий в 4-5 раз больше, чем стоя свободно. Во избежание утомления положение тела целесообразно менять.
Похожие работы


... , алюцинк также используются для изготовления металлочерепцы и фальцевой кровли. Срок их службы до 300 лет. Эти материалы поставляются по специальным заказам [5]. ГЛАВА II. РАЗРАБОТКА И ИЗГОТОВЛЕНИЕ «СЛУХОВОГО» ОКНА 2.1. БЛАГОУСТРОЙСТВО ЧЕРДАЧНЫХ ПОМЕЩЕНИЙ Чердачные помещения домов в большинстве случаев не используются, хотя в них можно устроить мастерскую, жилую комнату или даже целую ...
... металл, который защищает другие материалы от атмосферных воздействий. Видим, что существует много видов комбинированных окон. И если деревянно-алюминиевые окна уже заняли нишу на рынке, то комбинированные окна "дерево-пластик-металл" еще являются экспериментальными окнами, в конструкциях которых еще ищутся оптимальные, конструктивные решения. 12. Накладные окна Накладное окно является ...
... . До остекления необходимо установить всю фурнитуру и убедиться в её исправной работе. 12. Остекление Неотъемлемым этапом в производстве металлопластиковых окон является установка стеклопакетов. Эта операция очень специфична, в силу хрупкости материала, из которого изготовлен стеклопакет, поэтому ее выполняют на специально установленном и выставленном в двух плоскостях стенде. Операторы при ...
... превышать суточного расхода. Хранить их нужно только в специальной плотно закрываемой металлической таре, которая после окончания работы ставится в запираемые металлические ящики или шкафы.Изготовление и сборка оконных блоков Окна деревянные и балконные двери для жилых и общественных зданий (ГОСТ 11214—65) подразделяются на две серии: С — со спаренными оконными переплётами и дверными ...
0 комментариев