Крутизна откосов траншей должна приниматься в соответствии со СНиП 3.02.01-87, а разрабатываемых на болотах — согласно табл. 1
Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается
ЗАЩИТА МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ ИЗОЛЯЦИОННЫМИ ПОКРЫТИЯМИ
СТРОИТЕЛЬСТВО ПЕРЕХОДОВ ТРУБОПРОВОДОВ ЧЕРЕЗ ЕСТЕСТВЕННЫЕ И ИСКУССТВЕННЫЕ ПРЕПЯТСТВИЯ
Укладка подводных трубопроводов не допускается во время паводков, весеннего ледохода и осеннего ледостава
Для устройства основания и засыпки наземного трубопровода запрещается использовать мерзлый грунт с комьями размером более 50 мм в поперечнике
Навигация
Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается
СНиП 3-42-80 магистральные трубопроводы
108091
знак
0
таблиц
0
изображений
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
Проверка квалификации сварщиков
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26, 4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
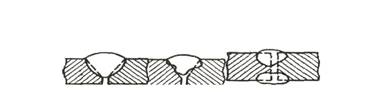
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996—66 и настоящих строительных норм и правил.
4.20. Временное сопротивление разрыву сварного соединения, определенное на разрывных образцах со снятым усилением, должно быть не меньше нормативного значения временного сопротивления разрыву металла труб.
4.21. Среднее арифметическое значение угла изгиба образцов, сваренных дуговыми методами сварки, должно быть не менее 120°, а его минимальное значение — не ниже 100°.
4.22. Среднее арифметическое значение угла изгиба образцов, сваренных стыковой сваркой оплавлением, должно быть не менее 70°, а его минимальное значение — не ниже 40°. При подсчете среднего значения все углы больше 110° принимаются равными 110°.
4.23. Если образцы, вырезанные из стыка, имеют неудовлетворительные показатели механических свойств согласно требованиям пп. 4.20—4.22 настоящего раздела, то испытания проводятся на удвоенном количестве образцов, вырезанных из повторно сваренного стыка; в случае получения при повторном испытании неудовлетворительных результатов бригада сварщиков или отдельный сварщик признаются не выдержавшими испытание и должны пройти переподготовку.
Контроль сварных соединений
4.24. Контроль сварных стыков трубопроводов производится:
систематическим операционным контролем, осуществляемым в процессе сборки и сварки трубопроводов;
визуальным осмотром и обмером сварных соединений;
проверкой сварных швов неразрушающими методами контроля;
по результатам механических испытаний сварных соединений в соответствии с п.4.29 настоящего раздела.
4.25. Операционный контроль должен выполняться производителями работ и мастерами, а самоконтроль— исполнителями работ.
При операционном контроле должно проверяться соответствие выполняемых работ рабочим чертежам, требованиям настоящего раздела, государственным стандартам и инструкциям, утвержденным в установленном порядке.
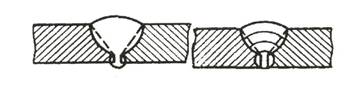
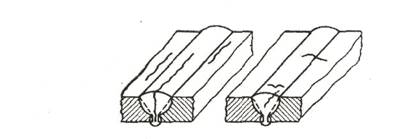
4.26. Стыки, выполненные дуговой сваркой, очищаются от шлака и подвергаются внешнему осмотру. При этом они не должны иметь трещин, подрезов глубиной более 0,5 мм, недопустимых смещений кромок, кратеров и выходящих на поверхность пор.
Усиление шва должно быть высотой в пределах от 1 до 3 мм и иметь плавный переход к основному металлу.
4.27. Стыки, выполненные стыковой сваркой оплавлением, после снятия внутреннего и наружного грата должны иметь усиление высотой не более 3 мм. При снятии внутреннего и наружного грата не допускается уменьшение толщины стенки трубы.
Смещение кромок после сварки не должно превышать 25% толщины стенки, но не более 3 мм. Допускаются местные смещения на 20% периметра стыка, величина которых не превышает 30% толщины стенки, но не более 4 мм.
4.28. Монтажные сварные стыки трубопроводов и их участков всех категорий, выполненные дуговой сваркой, подлежат контролю физическими методами в объеме 100%, из них только радиографическим методом сварные стыки:
участков трубопроводов категорий B и I во всех районах и независимо от диаметра;
трубопроводов диаметром 1020-1420 мм и их участков в районах Западной Сибири и Крайнего Севера;
участков трубопроводов на переходах через болота II и III типов во всех районах;
участков трубопроводов на переходах через железные дороги и автомобильные дороги I, II и III категорий во всех районах;
трубопроводов на участках их надземных переходов, захлестов, ввариваемых вставок и арматуры.
участков трубопроводов, указанных в позициях 6, 9, 10, 18, 20 и 23 таблицы 3 СНиП 2.05.06-85*.
В остальных случаях монтажные сварные стыки трубопроводов и их участков подлежат контролю для категорий II, III и IV радиографическим методом в объеме соответственно не менее 25; 10 и 5%, а остальные сварные стыки - ультразвуковым или магнитографическим методом.
Угловые сварные стыки трубопроводов подлежат контролю ультрозвуковым методом в объеме 100%.
4.29. Сварные соединения трубопроводов I, II, III, IV категорий, выполненные стыковой сваркой оплавлением, подвергаются:
100%-му контролю физическими методами по зарегистрированным параметрам процесса сварки.
механическим испытаниям в объеме 1% стыков в соответствии с пп. 4.20, 4.22 настоящей главы с целью проверки состояния системы автоматического управления процессом сварки .
4.30. При неудовлетворительных результатах механических испытаний сварных стыков необходимо:
сварку прекратить, установить причину неудовлетворительного качества сварного стыка;
весь участок трубопровода, сваренный с момента последней проверки монтажной организацией в присутствии представителей технадзора заказчика, подвергнуть силовому воздействию на изгиб с созданием (в верхней и нижней частях каждого стыка) напряжения, равного 0,9 нормативного предела текучести.
Работа может быть продолжена данным сварщиком на той же установке только после настройки системы автоматического управления процессом и после получения удовлетворительных результатов дополнительно сваренного и проверенного допускного стыка в соответствии с требованиями пп. 4.17, 4.19, 4.20, 4.22.
4.31. Кроме установленных норм количества сварных соединений, подвергаемых контролю физическими методами и механическим испытаниям, проверке могут подвергаться также отдельные сварные соединения, назначаемые к контролю представителями технадзора заказчика, Госгортехнадзора России.
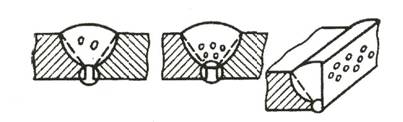
4.32. При контроле физическими методами стыков трубопроводов, выполненных дуговыми способами сварки, годными считаются сварные швы, в которых:
отсутствуют трещины любой глубины и протяженности;
глубина шлаковых включений не превышает 10% толщины стенки трубы при их суммарной длине не более 1/6 периметра стыка;
наибольший из размеров пор в процентном отношении к толщине стенки трубы не превышает 20% при расстоянии между соседними порами не менее 3 толщин стенки; 15% при расстоянии между соседними порами не менее 2 толщин стенки; 10% при расстоянии между соседними порами менее 2 толщин стенки, но не менее 3-кратного размера поры; 10% при расстоянии между соседними порами менее 3-кратного размера поры на участках общей длиной не более 30 мм на 500 мм шва.
Во всех случаях максимальный размер поры не должен превышать 2,7 мм.
Допускается местный непровар в корне шва глубиной до 10% толщины стенки трубы, но не более 1 мм, суммарной длиной до 1/6 периметра стыка.
В стыках трубопровода диаметром 1000 мм и более на участках, выполненных с внутренней подваркой, непровары в корне шва не допускаются.
Суммарная длина непровара по кромкам и между слоями в неповоротных стыках труб, выполненных автоматической дуговой сваркой, не должна превышать 50 мм на участке шва длиной 350 мм.
Суммарная глубина непровара и шлаковых включений, расположенных в одной плоскости, не должна превышать 10% толщины стенки трубы, но не более 1 мм, при этом длина дефектного участка не должна превышать 50 мм на участке шва длиной 350 мм.
4.33. При неудовлетворительных результатах проверки физическими методами хотя бы одного стыка трубопроводов IV категории следует проверить тем же методом дополнительно 25% сваренных стыков из числа стыков, выполненных с момента предыдущей проверки. При этом сварщик или бригада, допустившие брак, от работы отстраняются до завершения проверки. Если при повторной проверке хотя бы одни стык окажется неудовлетворительного качества, сварщик или бригада, допустившие брак, к сварочным работам не допускаются до повторной сдачи испытаний, а сваренные ими стыки с момента предыдущей проверки подвергаются 100%-му радиографическому контролю.
4.34. Исправление дефектов в стыках, выполненных дуговыми методами сварки, допускается в следующих случаях:
если суммарная длина дефектных участков не превышает 1/6 периметра стыка;
если длина выявленных в стыке трещин не превышает 50 мм.
При наличии трещин суммарной длиной более 50 мм стыки подлежат удалению.
4.35. Исправление дефектов в стыках, выполненных дуговыми методами сварки, следует производить следующими способами:
подваркой изнутри трубы дефектных участков в корне шва;
наплавкой ниточных валиков высотой не более 3 мм при ремонте наружных и внутренних подрезов;
вышлифовкой и последующей заваркой участков швов со шлаковыми включениями и порами;
при ремонте стыка с трещиной длиной до 50 мм засверливаются два отверстия на расстоянии не менее 30 мм от краев трещины с каждой стороны, дефектный участок вышлифовывается полностью и заваривается вновь в несколько слоев;
обнаруженные при внешнем осмотре недопустимые дефекты должны устраняться до проведения контроля неразрушающими методами.
4.36. Все исправленные участки стыков должны быть подвергнуты внешнему осмотру, радиографическому контролю и удовлетворять требованиям п. 4.32 настоящего раздела. Повторный ремонт стыков не допускается.
4.37. Результаты проверки стыков физическими методами необходимо оформлять в виде заключений. Заключения, радиографические снимки, зарегистрированные результаты ультразвуковой дефектоскопии и ферромагнитные ленты со стыков, подвергавшихся контролю, хранятся в полевой испытательной лаборатории (ПИЛ) до сдачи трубопровода в эксплуатацию.
Изготовление и монтаж кривых поворота трубопровода
4.38. Повороты линейной части трубопровода в вертикальной и горизонтальной плоскостях следует выполнять упругим изгибом сваренной нитки трубопровода или монтажом криволинейных участков из гнутых отводов.
Если на отдельных участках трассы в соответствии с проектом необходимо выполнить повороты малого радиуса, который не может быть получен при изгибе труб на станках холодного гнутья, кривые поворота следует выполнять из крутоизогнутых отводов горячего гнутья и штампосварных отводов, выполненных в соответствии со СНиП 2.05.06-85*.
4.39. Выполнение сварных косых стыков в полевых условиях запрещается.
4.40. Радиусы упругого изгиба трубопровода устанавливаются проектом.
Минимальные допустимые радиусы изгиба принимаются в соответствии с табл. 5.
4.41. Упругий изгиб сваренного в нитку трубопровода следует выполнять непосредственно при его укладки в траншею, отрытую по проекту.
4.42. Гнутые отводы могут изготовляться в базовых, заводских условиях и непосредственно у места укладки в траншею из отдельных труб или двухтрубных секций.
4.43. Холодному гнутью подлежат только прямошовные и бесшовные трубы.
4.44. При холодном гнутье труб и двухтрубных секций на трубогибочных станках продольные сварные швы должны располагаться в нейтральной плоскости изгиба.
4.45. Участок двухтрубной секции на расстоянии не менее 0,5 диаметра трубы по обе стороны кольцевого сварного шва не должен подвергаться изгибу.
4.46. Гнутье труб на трубогибочных станках должно производиться при температуре окружающего воздуха не ниже минус 20°С.
4.47. Допуски на изготовление гнутых отводов на трубогибочных станках должны быть в пределах, указанных в табл. 7.
4.48. Кривые поворота (углы поворота) на линейной части трубопроводов, выполняемые с помощью гнутых отводов, проектируются с шагом градации 3° и в стесненных условиях трассы - 1°.
Гнутые отводы изготавливают с углами изгиба, кратными 3° или 1°.
4.49. Разбивка на местности кривых поворота, монтируемых из отводов, выполняется в соответствии с проектом. Запрещается разбивка поворотов трубопроводов по круговой кривой и по усредненным значениям радиусов.
4.50. Монтаж кривых поворота производится без обрезки прямых концов у гнутых отводов.
4.51. Если при подходе прямого участка трубопровода к кривой поворота образуется строительный разрыв, то он восполняется вставкой, а не передвижкой кривой к уложенной нитке трубопровода.
5. ТРАНСПОРТИРОВКА ТРУБ И ТРУБНЫХ СЕКЦИИ
5.1*. Для погрузки и разгрузки труб кранами и трубоукладчиками следует применять траверсы, мягкие канаты и мягкие полотенца; погрузка и разгрузка труб увеличенной длины должны производиться с применением специальной оснастки.
Перекатку труб и трубных секций разрешается производить только по лагам.
5.2*. Выбор вида транспорта и транспортных средств для перевозки труб и трубных секций следует производить с учетом результатов технико-экономических расчетов в зависимости от объема грузов, дальности перевозок, времени года и местных условий.
Транспортные средства должны быть оборудованы устройствами, обеспечивающими сохранность как самих труб (секций, трубной арматуры), так и покрытий, нанесенных на них.
5.3. Перемещение труб и трубных секций волоком запрещается.
5.4. Предельное количество труб и трубных секций перевозимых на автомобилях и тракторах, с учетом грузоподъемности машин и размеров труб определяется по табл. 8.
5.5. Необходимая ширина дороги в зоне поворота исходя из вписываемости транспортных машин в прямоугольный поворот определяется по табл. 9.
5.6*. Доставка секций и труб должна осуществляться на транспортных средствах (платформах), исключающих возникновение изгибающих нагрузок на тело трубы.
5.7. Транспортирование трубных секций длиной до 24 м в горных условиях на участках с уклонами 10—15° следует выполнять трубовозами на колесном ходу. На участках с уклонами более 15° следует применять машины на гусеничном ходу.
Для особо трудных участков трассы и пересеченной местности необходимо предусматривать дежурные тракторы-тягачи или тракторные самоходные лебедки.
5.8. При невозможности доставки труб н трубных секций автомобильными транспортными средствами непосредственно к месту монтажных работ на трассе следует предусматривать промежуточные пункты перегрузки трубных секций на гусеничные транспортные средства. Места размещения пунктов надо выбирать с учетом устройства разворотов транспортных средств и двустороннего проезда.
Пункты перегрузки должны быть обеспечены погрузочно-разгрузочными средствами.
5.9. При перевозке грузов через пустыни, полупустыни. тундру и тайгу у конечных станций железной дороги или пристаней, а также на. трассе путей развозки материалов на расстоянии не более дневного перехода транспортных средств должны быть организованы полевые опорные пункты, обеспеченные запасом питьевой и технической воды, пищи, топлива, передвижными ремонтными мастерскими, жильем и радиосвязью.
Похожие работы

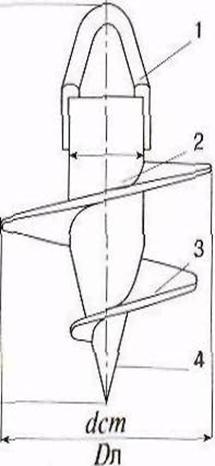
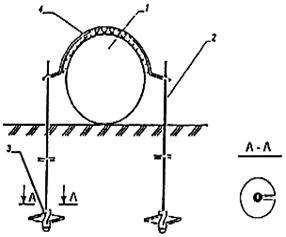
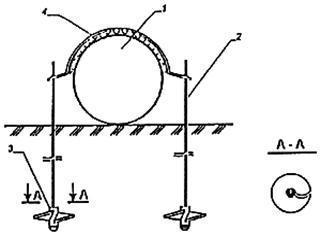
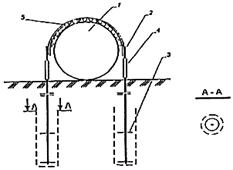
... анкерных устройств на трубопроводе. Раскрытие лопастей анкера фиксируется по резкому увеличению показаний динамометра при нагрузках от 25 до 40 т(с, ход анкера составляет 120-150 см. Закрепление трубопроводов анкерными устройствами АР-401 осуществляется специальной бригадой, состав которой колеблется в зависимости от сезона производства работ. Забивка анкеров АР-401 в грунт производится с ...
... работ обеспечивала возможность выполнения работ в кратчайшие сроки при условии обеспечения нормативных критериев по качеству. 4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 4.1 Смета на сооружение участка магистрального газопровода с разработкой очистки полости и испытания Смета является одним из основных документов в строительстве. Без неё запрещается производить какие-либо строительно-монтажные работы. На ...

... газа на линейных кранах, продувать конденсатосборники и т. п.; - ликвидировать аварии и неисправности на линейной части газопровода, ГРС, КС; - участвовать в проведении капитальных ремонтов магистрального газопровода; - осуществлять своевременный ремонт грунтового основания и насыпей, а также проводить мероприятия по предотвращению эрозионного размыва грунтов; ...
... из производителей (с разбивкой по месяцам). Документ провозглашает равнодоступность всех грузоотправителей к системе трубопроводного транспорта. По состоянию на 2002 г. ОАО АК «Транснефть» эксплуатировала 48,6 тыс. км магистральных нефтепроводов диаметром от 400 до 1220 мм, 322 нефтеперекачивающие станции, резервуары общим объемом по строительному номиналу 13,5 млн м3. 32% нефтепроводов имели срок ...
0 комментариев