Навигация
3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Технология сборки и монтажа устройства
Технологический процесс это часть производственного процесса, представляющего собой совокупность действий людей и орудий производства, в результате которых сырьё, материалы, полуфабрикаты и комплектующие на предприятии превращаются в готовую продукцию.
Совокупность действий сборщика по установке и соединению в заданной последовательности отдельных деталей и узлов для получения готового изделия или его части называется сборочным процессом.
Основные операции технологии сборки и монтажа устройства:
- входной контроль;
- подготовка комплектующих к монтажу;
- сборка и монтаж комплектующих на печатную плату;
Входной контроль- техпроцесс проверки поступающих на завод комплектующих и деталей: а) По внешнему виду; б) Выборочный контроль габаритных и установочных размеров;
в) Проверка технологических свойств (паяемость, сваривание);
г) Проверка статических параметров (напряжения питания, потребляемую мощность) при нормальных климатических условиях, повышенных и пониженных температурах;
д) Проведение электротермотренировки при повышенной температуре в течение 68 часов.
Для выполнения операции входного контроля используется универсальная и специальная измерительная аппаратура, соответствующая требованиям методик испытаний, приведённых в технических условиях и ГОСТах на элементы. Подготовка комплектующих ЭРЭ и ИС включает следующие операции:
а) распаковка, зачистка, лужение, формовка, обрезка выводов элементов;
б)размещение комплектующих в технологической таре в количестве, необходимом для выполнения производственного задания;
Выбор технологического оборудования и оснастки для выполнения подготовительных операций определяется условиями производства, и стоимостью.
Например, при мелкосерийном производстве подготовка элементов производится вручную, при массовом производстве на установках комплексной подготовки с объединением 2-ух и более операций.
Сборка и монтаж комплектующих на печатную плату состоит из следующих операций:
а) Подача компонентов к месту установки;
б) Ориентация выводов относительно монтажных отверстий и контактных площадок;
в) Сопряжение со сборочными элементами и фиксация в требуемом положении.
В зависимости от характера производства сборка может выполняться вручную, или автоматизированным способом.
При разработке технологического процесса сборки печатной платы устройства гальванической развязки предлагаю применить способ, при котором подготовка и установка элементов осуществляется вручную, а пайка производится на механизированной установке - пайка волной припоя.
Этот вариант является наиболее эффективным и целесообразным в соответствии с применяемым оборудованием, имеющимся на данном предприятии. Для пайки дефектных соединений и пайки выводов радиоэлементов, устанавливаемых после пайки волной припоя, используется электропаяльник ЭПСИ-40/36В. Соответственно сборочному чертежу, в качестве припоя используется оловянно-свинцовый припой марки ПОС-61 ГОСТ 21931-76. Флюс используется безкислотный — ФКСп. Для удаления остатков флюса применяется спирто-бензиновая смесь.
Ручная сборка экономически выгодна при мелкосерийном производстве. Достоинства: возможность визуального контроля, что позволяет использовать большие допуски на размеры контактных площадок и монтажных отверстий, делает возможным обнаружение дефектов печатных плат и компонентов.
3.2 Обоснование выбора способа установки элементов
Установку конденсаторов К53-4 на печатную плату производим вплотную, без зазора, по варианту І а ОСТ4.010.030-81, так как под корпусом конденсатора нет печатных проводников. Установочный размер – 7,5мм. Резисторы С2-33Н-0,125 и диоды 2Д512А устанавливаем с зазором над платой по варианту ІІ а с установочным размером – 10мм.
При установке конденсаторов и диодов «плюсовые» выводы ориентируем в соответствующие монтажные отверстия. Микросхемы КР544УД2А и диодный оптрон АОД130А без формовки выводов устанавливаем на печатную плату с зазором 1+0,5 мм, обеспечиваемым конструкцией выводов. Шаг установки кратен 2,5 мм. Выемка на корпусах микросхем и оптрона со стороны первого вывода.
Применение печатного монтажа, по сравнению с объёмным, позволяет облегчить настройку аппаратуры и исключить возможность ошибок при ее монтаже, уменьшить габаритные размеры аппаратуры, улучшить условия отвода тепла, обеспечить другие конструктивно-технологические преимущества. Технологические карты процесса сборки устройства гальванической развязки приведены в приложении.
4.ОХРАНА ТРУДА
4.1 Анализ опасных и вредных производственных факторов
К основным вредным и опасным факторам, что влияют на людей, занятых на производстве радиоэлектронной аппаратуры (далее РЭА), можно отнести: Плохая освещенность рабочей зоны (условия освещенности производственных помещений должны удовлетворять нормам, отмеченным в СНиП II-4-79/85); Повышенные уровни электромагнитных излучений (уровни излучений и полей должны отвечать ГОСТ 12.2.006-87); Опасность поражения электрическим током; Неудовлетворительные параметры микроклимата рабочей зоны в производственных помещениях должны удовлетворять нормам, отмеченным в ГОСТ 12.1.005-88 и ДСН 3.3.6.042-99; Содержание в воздухе рабочей зоны вредных веществ разного характера влияния в концентрациях, что превышают предельно допустимые (гранично-допустимая концентрация (ГДК) вредных веществ в воздухе рабочей зоны должны удовлетворять нормам, отмеченным в ГОСТ 12.1.005-88 и ГОСТ 12.1.007-80); Повышенный уровень шума на рабочем месте (допустимые уровни звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука на рабочих местах) должен соответствовать санитарным нормам допустимых уровней шума на рабочих местах ДСН 3.3.6.037-99; Повышенная напряженность электрического поля промышленной частоты на рабочем месте (напряженность электрических полей промышленной частоты на рабочих местах должна удовлетворять нормам, отмеченным в ГОСТ 12.1.002-88); Влияние вредных факторов влияния мониторов ПК (ДСанПиН 3.3.2.007-98).
4.2 Оценка санитарных норм условий труда при пайке
Удельное образование аэрозоля свинца при пайке составляет 0,02...0,04мг/100 паек. В состав припоя входит олово (Sn) в количестве 60-62% и свинец (Рb) в количестве 38-40%. Флюс состоит из сосновой канифоли (С2Н3ООН2) в количестве 15-28%, и этилового спирта (С2Н5ОН) в количестве 72-85%. Свинец является чрезвычайно опасным веществом (класс 1), соответственно ГОСТ 12.1.005-88. ГДК в воздухе рабочей зоны 0,01мг/м3. Олово является веществом умеренно опасным (класс 3). ГДК в воздухе рабочей зоны 10мг/м3. Спирт этиловый является малоопасным веществом (класс 4). ПДК в воздухе рабочей зоны 1000мг/ м3.
Рабочие места должны быть оборудованы приточно-вытяжной вентиляцией.
ЗАКЛЮЧЕНИЕ
В данном курсовом проекте разработано устройство гальванической развязки, предназначенное для передачи сигналов без искажения от компьютера к периферийным устройствам. Устройство соответствует техническим характеристикам задания. В конструкторской части произведен выбор элементной базы устройства согласно схеме электрической принципиальной, произведен расчет площади печатной платы и параметров металлизированных отверстий, а также расчет надежности устройства. Выбран способ установки элементов и разработаны технологические карты процесса сборки платы устройства и пайки на механизированной установке «волна припоя».
Предпосылки для создания высококачественных надежных приборов и устройств, выпускаемых с минимальными производственными затратами, определяются в первую очередь технологией. Информационная, особенно электронно-вычислительная техника ставит перед технологией изготовления радиоэлектронной аппаратуры наиболее сложные задачи.
Повышение качества и экономичности производства во многом зависит от уровня автоматизации технологического процесса. Предпосылки для широкой автоматизации производства элементов и блоков ЭВМ обеспечиваются высоким уровнем технологичности конструкции, широким внедрением типовых и групповых технологических процессов, а также средств автоматизации.
Автоматизация развивается в направлении от автоматизации отдельных операций (установка элементов, пайка, сварка и др.) к широкому использованию автоматизированных линий.
СПИСОК ЛИТЕРАТУРЫ
1. Петриков В. М. Уроки радиотехники. – СПб.: КОРОНА Принт, 2000г.
2. Билибин К. И., Шахнов В. А. Конструкторско-технологическое проектирование электронной аппаратуры: Учеб. для техн. Вузов.2005г.
3. Угрюмов Е. П. Цифровая схемотехника. – СПб.: БХВ-Петербург, 2002г
4. Фрумкин Г.Д. Расчёт и конструирование радиоэлектронной аппаратуры. Москва «Высшая школа» 1985г.
5. Парфенов Е.М. Проектирование конструкций радиоэлектронной аппаратуры. Москва «Радио и связь» 1989г.
Похожие работы
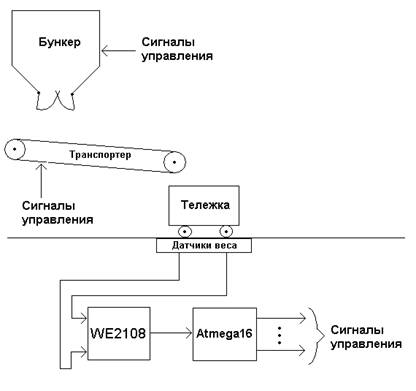
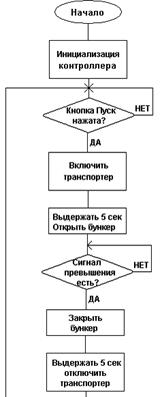
... является полностью самостоятельным устройством со встроенным микропроцессором и позволяет выполнять широкий спектр задач связанных с измерением веса. Допустимое напряжение питания для прибора составляет от +10В до +35В постоянного тока. Выходные устройства – сигналы управления задвижками бункера и транспортером выдаваемые через порты микроконтроллера ATmega16. Также предусмотрена индикация ...
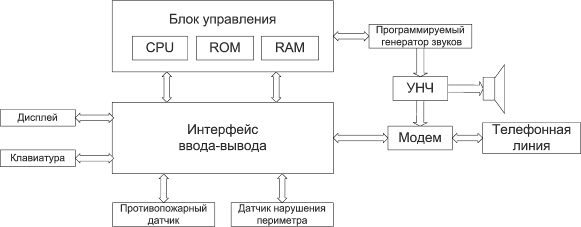

... : следить за загрязненностью и загазованностью производственных помещений, поддержание температурно-влажностного режима. Заключение В данном дипломном проекте, который называется “охранная система с дистанционным управлением” разработано устройство, предназначенное для охраны материальных ценностей от пожара и проникновения злоумышленников. Устройство подключается к персональному компьютеру ...
... К50-35 должен быть рассчитан на напряжение не менее 16 В. Также будут применены конденсаторы К10-17. Погрешность их должна быть не больше ±20%. В физиотерапевтическом устройстве на основе применения упругих волн применен повышающий трансформатор. Работает он на частотах до 66000 Гц. В связи с этим в трансформаторе необходимо использовать торроидальный сердечник. Это уменьшит габариты изделия. Для ...
... 2.Бумага формата А-4 500 - 1000 500 0,10 50,00 Всего: å 67,50 ТЗР (3%) 0,01 - 0,04 2,03 Всего: Мв 69,53 3.3 Использование ЭВМ Затраты на использование ЭВМ при усовершенствовании печатной платы принтера рассчитываются исходя из затрат одного часа по формуле: З = Сч * (Тотл + Тд + Тпр), (3.3) где Сч - стоимость работы одного часа ЭВМ, ...
0 комментариев