Навигация
Процесс проектирования печатной платы
97981
знак
11
таблиц
13
изображений
10.1.3 Процесс проектирования печатной платы
Процесс проектирования ПП состоит из нескольких этапов. На каждом из них используется отдельные модули системы P-CAD. Перейдем к систематическому описанию основных этапов проектирования ПП.
Этап 1. Создание условных графических обозначений элементов принципиальной электрической схемы.
Этап 2. Создание физических образов компонентов РЭА.
Этап 3. Создание библиотеки компонентов РЭА.
Этап 4. Создание чертежа принципиальной электрической схемы, составление списков электрических связей схемы и проверка схемы.
Этап 5. Размещение компонентов на ПП вручную или автоматически и интерактивно с помощью программы.
Этап 6. Трассировка соединений с помощью программы P – CAD Shape Route.
Этап 7. Работа со вспомогательными программами (утилитами) для верификации ПП, сопоставление чертежей принципиальных электрических схем и ПП и внесение в них изменений.
Этап 8. Выпуск конструкторской и технологической документации.
10.1.4 Создание чертежа печатной платы.
Перед размещением компонентов на ПП необходимо с помощью программы РСВ:
– нарисовать форму ПП;
– нарисовать поле трассировки;
– разместить размеры и другие компоненты, расположение которых должно быть зафиксировано;
– присвоить позиционные обозначения зафиксированным компонентам;
– установить элементы крепления;
– нанести барьеры трассировки;
Программа РСВ создает барьеры, запрещающие программе P – CAD Shape Route трассировать в автоматическом режиме проводники и располагать переходные отверстия в определенных областях ПП. Необходимость в этом возникает в случае, если по технологическим требованиям на части ПП не могут размещаться ни проводники, ни переходные отверстия.
Различаются два типа барьеров: барьеры для проводников и барьеры для переходных отверстий. Барьеры для проводников запрещают программе размещать проводники и переходные отверстия в области, ограниченной барьером.
Барьеры для переходных отверстий запрещают программе размещать переходные отверстия в отмеченной области, но допускают прокладку в них проводников.
Автоматизированное получение топологии (трассировки) ПП – один из ответственных этапов проектирования РЭА. Непосредственно перед запуском программы трассировки производится настройка пакета на определенные параметры, совокупность которых образует стратегию трассировки.
Настраиваемые параметры условно разделяются на следующие группы:
1. Настройка самого пакета автотрассировки:
– задание числа пар слоев;
– выбор шага сетки (1,25 мм);
– выбор типа алгоритма трассировки;
– задание числа итераций (число проходов программы) и т.д.
2. Приведение в соответствие типов используемых контактов и графических образов контактных площадок.
3. Выбор ширины трассируемых проводников (0,5мм) и минимального расстояния между ними (0,3 мм).
После завершения формирования стратегии запускается программа трассировки. В соответствии с заданной стратегией просматриваются и выбираются связи, ведется поиск пути их соединения, проводится связь. Неразведенные связи оставляются до следующего прохода программы, в котором идет просмотр оставшихся неразведенными связей и ведется попытка их соединить. Пользователь может на экране наблюдать работу программы.
Результат автоматической трассировки ПП с помощью программы P – CAD Shape Route представлен в графической части на чертежах ПП 011, ПП 021.
В результате проектирования были разработаны две двухсторонние ПП, имеющие габаритные размеры 112,5х132,5 мм и 92,5х75 мм.
10.2 Технологический процесс изготовления печатной платы
Под технологичностью конструкции понимают такое свойство определенных узлов и деталей изделия, которое позволяет изготовить это изделие с наименьшими затратами. Технологичность конструкции включает в себя:
- возможность применения в новом изделии стандартных и унифицированных частей.
- возможность применения автоматизации и механизации при изготовлении изделия.
- наименьшую трудоемкость изготовления изделия.
Изготовление печатной платы производится печатным способом.
При серийном производстве любой электрической схемы лучше пользоваться печатным монтажом. Печатная плата представляет собой твердую пластину из непроводящего материала с тонкими медными линиями, являющимися схемными проводниками. Несмотря на то, что ранние печатные схемы считались малонадежными, технологические процессы создания материалов для печатной схемы и производства законченных плат достигли в настоящее время такого уровня, что изготовление печатной схемы практически не представляет проблемы. Печатные платы являются самой надежной техникой монтажа и, как правило, используются в компьютерах, в космических аппаратах, в военной электронной технике.
Печатный монтаж технологически совершеннее навесного. Установка и пайка элементов на печатной плате поддается автоматизации, что ведет к уменьшению стоимости изделия. Печатный монтаж имеет повышенную надежность, хорошую повторяемость параметров монтажа, что уменьшает продолжительность пайки, и соединение получается наиболее герметичным.
Процесс изготовления печатной платы ведется комбинированным позитивным методом. При этом методе диэлектрик защищен от воздействия агрессивных сред (растворов) сплошным слоем фольги, что обеспечивает сцепление проводников с изоляционным основанием более качественно, чем у других методов. Метод позволяет изготовлять печатные платы с повышенной плотностью монтажа и высокими электрическими параметрами.
Недостаток метода состоит в некотором ухудшении свойств материала подложки в результате воздействия химических веществ в процессе травления фольги.
В целом метод рекомендуется для изготовления печатных плат для аппаратуры, работающей в жестких климатических условиях эксплуатации.
Изготовление печатной платы начинается с того, что, имея комплект плакатов рабочего размера, вычерчивают непрозрачный рисунок из треков и контактных площадок, требуемых по схеме. Эти плакаты обычно выполняют непосредственно на пленке, используя фото-графопостроитель, управляемый ЭВМ, или лазерный графопостроитель, работающий по описанию схемы, разработанной с помощью системы автоматизированного проектирования (САПР).
Для самых простых схем используют односторонние платы, в которых все дорожки делаются на нижней стороне, а на верхней располагают схемные элементы. Для более сложных схем используют двухсторонние ПП. В двухсторонних платах используют металлизированные переходные отверстия, которые являются чистыми проводниками между соответствующими контактными площадками, расположенные по разные стороны панели.
Обе стороны платы печатной схемы (обычно это пластина толщиной 2мм из так называемого FR-4, огнеупорного стекловолокна, пропитанного эпоксидной смолой) покрывают медью. На первой стадии сверлятся отверстия либо по трафарету, либо на автоматическом сверлильном станке, настроенном по размерам фотопозитива, полученного с помощью фотоплотера. Отверстия затем металлизируются насквозь путем комбинированного многослойного осаждения меди, благодаря чему создаются непрерывные проводящие соединения с одной стороны платы на другую.
Следующая стадия заключается в создании слоя твердого «резиста», наносимого на обе стороны платы всюду, кроме тех участков, где согласно схеме фольга должна остаться. При этом поступают так:
- плату покрывают светочувствительным слоем (обычно это тонкая клейкая «сухая пленка»);
- экспонируют светом через полноразмерный фотопозитив, положенный сверху;
- химически «проявляют» пленку (как в обычной фотографии), чтобы закрепить экспонированные участки.
Этот этап аналогичен фотографическому процессу «фиксирования» с последующим удалением неэкспонированных участков, которые в точности соответствуют линиям плаката. Эти линии, в конечном счете, должны стать схемными дорожками. Затем плату с рисунком из резиста, защищающего участки, с которых медную фольгу нужно будет удалить, погружают в ванну с расплавленным припоем. В итоге все нужные участки рисунка из фольги, включая внутреннюю поверхность отверстий, оказывается покрытыми слоем припоя.
Затем резист снимается химическим способом, оголяя удаленную медную фольгу, и плату обрабатывают составом, травящим медь, после чего остается требуемый рисунок из меди и металлизированные отверстия, покрытые припоем.
Очень важно выполнить процедуру, называемую «плавление припоя». Она состоит в том, что плата нагревается до температуры плавления тонкого слоя металла покрытия, что уничтожает крошечные металлические волоски – «усики» (остающиеся после подрезающего действия травления). Платы, прошедшие оплавление припоя, превосходны и с точки зрения «набивки» компонентами.
Затем контакты разъемных соединений покрывают золотом гальваническим методом. Конечный процесс изготовления платы заключается в нанесении «паяльной маски». Маска наносится сплошным слоем на всю плату и закрывает все участки с фольгой, кроме контактных площадок. В процессе последующей распайки это сильно снижает тенденцию к растеканию припоя и образованию мостиков между близко расположенными проводящими дорожками. Это также делает плату устойчивой к влажности и механическим повреждениям. Материалы для паяльной маски могут применяться в трафаретной печати («жидкая маска») или в вышеупомянутом методе с фоторезистом, используемым для создания схемного рисунка из фольги («сухая маска»). При промышленном изготовлении платы заполнение ее компонентами и пайка типа «волной» может производиться автоматически. Однако можно паять и компоновать панели в ручную.
Полный технологический процесс описан в ОСТ 410.054-223.
1.Изготовление заготовки фольгированного диэлектрика.
2.Выполнение базовых отверстий.
3.Подготовка поверхностей заготовок фольгированного диэлектрика.
4.Получение рисунков схемы на заготовке печатной платы.
5.Нанесение светочувствительного раствора на поверхность заготовки.
6.Сушка.
7.Нанесение второго слоя светочувствительного раствора.
8.Сушка.
9.Проверка качества нанесения светочувствительного раствора.
10. Экспонирование изображения рисунка.
11. Проявление рисунка.
12. Окраска изображения.
13. Промывка.
14. Проверка качества проявления.
15. Химическое задубливание.
16. Промывка.
17. Сушка.
18. Температурное задубливание.
19. Проверка качества и точности выполнения рисунка схемы.
20. Нанесение лака.
21. Зачистка поверхности.
22. Промывка.
23. Декопирование.
24. Промывка.
25. Сушка.
26. Нанесение слоя лака.
27. Сушка.
28. Нанесение слоя лака.
29. Сушка.
30. Проверка качества нанесения лака.
31. Сверление отверстий.
32. Химическое меднение.
33. Обезжиривание печатной платы.
34. Промывка.
35. Протравливание поверхности меди на торцах контактной площадки.
36. Промывка.
37. Декопирование.
38. Промывка.
39. Сенсибилизация поверхности заготовок.
40. Промывка.
41. Активизирование.
42. Промывка.
43. Химическое меднение.
44. Промывка.
45. Проверка качества слоя меди в отверстиях.
46. Удаление масла.
47. Оплавливание.
48. Проверка качества слоя меди в отверстиях.
49. Отработка печатных плат по контуру.
50. Маркировка.
51. Контроль.
Сборочные чертежи печатных плат представлены в графической части ПП.010 СБ, ПП.020 СБ.
Сборочный чертеж пульта проверки представлен в графической части ПП.000 СБ.
Плата печатная поз.1 расположена над платой печатной поз.2 датчиком крена поз.3 внутри основания поз.8.
Платы крепятся к основанию посредством втулок поз.12 винтами поз.31 и гайками поз.38, датчик крена – винтами поз.27.
Крышка крепится к основанию посредством втулок поз.10 винтами поз.33.
Сбоку основания расположены разъемы Х3,АЭ и ПИ поз.44, а также вилка поз.46 (Х4) и через провода поз.52, расположенные в трубке поз.55, соединены с платами печатными поз.25 (Х6,Х7).
На крышке поз.9 расположены тумблеры поз.43 (SA1,SA2), переключатель поз.41 (SA3), светодиод поз.4, а также зажимы поз.48,49 (XS1…XS6).
11 Организационно-экономическая часть
Составление и расчет сетевого графика выполнения
дипломного проекта
Будем исходить из того, что на дипломное проектирование студенту отводится четыре месяца. Этот период продолжительностью порядка 120 календарных дней является самым ответственным этапом вузовского обучения. Для удобства планирования выполнения дипломного проекта составляется сетевой график.
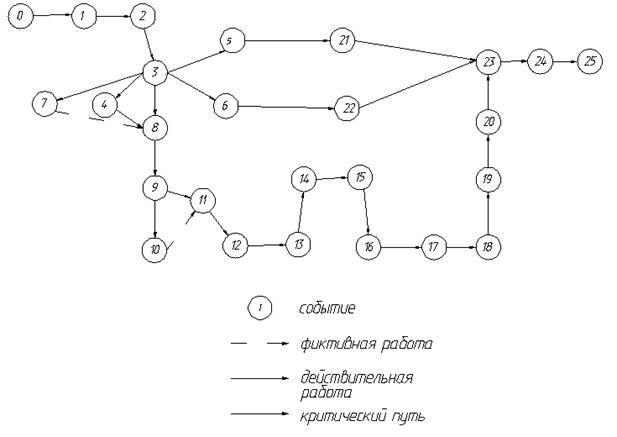
Рисунок 11.1. Сетевой график
Для составления сетевого графика необходимо определить его основные временные параметры: ранние и поздние сроки наступления событий ![]() ,
, ![]() ,
, ![]() ,
, ![]() , резервы времени работ и событий
, резервы времени работ и событий ![]() ,
, ![]() , продолжительность критического пути.
, продолжительность критического пути.
По выполненным расчётам составляется картотека событий (Таблица 11.1) и картотека работ (Таблица 11.2).
Таблица 11.1 Картотека событий
| № | Наименование событий |
| 0 | Тема ДП получена |
| 1 | Задание на ДП изучено |
| 2 | Задание на ДП утверждено |
| 3 | Материалы и техническая литература подобраны и изучены |
| 4 | Литература по ОТ и ОС подобрана |
| 5 | Литература по экономическому разделу подобрана |
| 6 | Материалы и научно-техническая литература проанализированы и обобщены |
| 7 | Возможные варианты исполнения выявлены |
| 8 | Оптимальный вариант структуры пульта выбран |
| 9 | Исходные данные на основе выбранного варианта разработки уточнены |
| 10 | Функциональная схема пульта разработана |
| 11 | Параметры боевого отделения выявлены |
| 12 | Электрическая схема пульта проверки разработана |
| 13 | Варианты конструкции выявлены |
| 14 | Параметры конструкции пульта рассчитаны |
| 15 | Плата печатная пульта проверки разработана |
| 16 | Конструкция и плата объединены |
| 17 | Графическая часть выполнена |
| 18 | Пояснительная записка основной части подготовлена |
| 19 | Пояснительная записка основной части проверена |
| 20 | Раздел ОТ и ОС рассчитан |
| 21 | Экономическая часть рассчитана |
| 22 | ПЗ оформлена |
| 23 | Нормоконтроль пройден |
| 24 | Доклад написан |
| 25 | ДП сдан |
На основании рассчитанных числа исполнителей и продолжительности этапов и видов работ строится сетевой график выполнения ОКР, результаты расчётов приведены в таблице
Таблица 11.2 Картотека работ
| № работы | Перечень работ | Продолжитель-ность, дни | Затраты на выполнение работ, руб. | ||
|
| Tmin | Tmax | Cmax для | Cminдля | |
| 0-1 | Изучение задания на ДП | 1 | 2 | 100 | 50 |
| 1-2 | Утверждение задания на ДП | 2 | 3 | 200 | 150 |
| 2-3 | Подбор и изучение литературы по основной части | 1 | 2 | 50 | 40 |
| 3-4 | Подбор и изучение литературы по ОТ и ОС | 3 | 5 | 200 | 100 |
| 3-5 | Подбор литературы по Э и ОП | 1 | 3 | 50 | 20 |
| 3-6 | Анализ и обобщение литературы | 2 | 4 | 100 | 50 |
| 4-8 | Выбор оптимального варианта структуры согласно требованиям ОТ и ОС | 0 | 0 | 0 | 0 |
| 3-7 | Нахождение различных вариантов структуры пульта | 6 | 8 | 400 | 350 |
| 3-8 | Выбор оптимального варианта структуры пульта | 3 | 5 | 200 | 100 |
| 8-9 | Уточнение исходных данных | 5 | 6 | 350 | 200 |
| 9-10 | Разработка функциональной схемы пульта | 2 | 3 | 200 | 150 |
| 9-11 | Определение параметров боевого отделения | 7 | 8 | 200 | 100 |
| 7-8 | Выбор структуры пульта | 0 | 0 | 0 | 0 |
| 10-11 | Выявление электрических характеристик боевого отделения | 0 | 0 | 0 | 0 |
| 11-12 | Разработка электрической схемы пульта проверки | 4 | 5 | 100 | 50 |
| 12-13 | Выбор вариантов конструкции | 5 | 6 | 100 | 50 |
| 13-14 | Расчет параметров конструкции | 2 | 3 | 70 | 50 |
| 14-15 | Разработка печатной платы пульта проверки | 7 | 8 | 200 | 180 |
| 15-16 | Объединение конструкции и платы | 7 | 9 | 200 | 150 |
| 16-17 | Выполнение графической части | 8 | 9 | 210 | 170 |
| 17-18 | Подготовка основной части ПЗ | 24 | 26 | 1000 | 800 |
| 18-19 | Проверка основной части ПЗ | 14 | 16 | 500 | 400 |
| 19-20 | Расчет раздела ОТ и ОС | 3 | 5 | 200 | 140 |
| 5-21 | Расчет Э и ОП | 4 | 6 | 400 | 200 |
| 6-22 | Оформление ПЗ | 5 | 7 | 500 | 340 |
| 20-23 | Проверяется раздел ОТ и ОС | 4 | 6 | 100 | 50 |
| 21-23 | Проверяется раздел Э и ОП | 3 | 5 | 80 | 60 |
| 22-23 | Проверка ДП нормоконтролером | 4 | 5 | 70 | 50 |
| 23-24 | Написание доклада | 2 | 3 | 50 | 20 |
| 24-25 | Сдача ДП | 1 | 3 | 40 | 10 |
Критический путь - это путь от исходного события сети до завершающего, имеющий наибольшую продолжительность. Его величина определяет сроки выполнения всего комплекса работ. Изменение продолжительности любой работы, лежащей на критическом пути, соответственно удлиняет или сокращает срок наступления завершающего события. В сети таких путей может быть не один, а несколько. В крупных сетях работ критического пути около 5% общего количества. Следовательно, сокращение только 5% работ сказывается на продолжительности всей разработки.
Упрощенная оценка средней продолжительности работы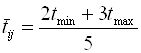 ,
,
где ![]() и
и ![]() - пессимистическая и оптимистическая оценки времени продолжительности работы.
- пессимистическая и оптимистическая оценки времени продолжительности работы.
Для каждого события в сетевом графике существуют два срока свершения: ранний -![]() и поздний
и поздний ![]() .
.
Ранний срок свершения события - это срок, необходимый для выполнения всех работ, предшествующих данному событию, т.к. это событие свершится только тогда, когда будут выполнены все работы, для которых оно является конечным (рисунок 2).

Рисунок 11.2. События и работы
 (11.1)
(11.1)
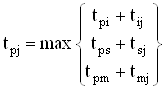
Поздний срок свершения события - это такой срок, превышение которого вызовет аналогичную задержку наступления завершающего события графика. Поэтому расчет поздних сроков свершения событий осуществляется после нахождения критического пути по принципу, представленному на рис.3.
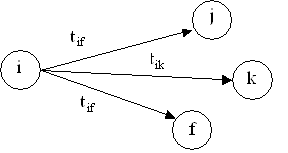
Рисунок 11.3. События и работы
 (11.2)
(11.2)
Резерв времени события ![]() - это промежуток времени, на который может быть отсрочено свершение этого события, без нарушения критического пути
- это промежуток времени, на который может быть отсрочено свершение этого события, без нарушения критического пути
![]() (11.3)
(11.3)
Полный резерв времени работы ![]() - это максимальный период времени, на который можно увеличить продолжительность данной работы, не изменяя критического пути
- это максимальный период времени, на который можно увеличить продолжительность данной работы, не изменяя критического пути
![]() . (11.4)
. (11.4)
Важным свойством этого резерва является то, что он может быть распределен между работами, лежащими на следующем пути, т.е. он является резервом всего последующего пути.
Свободный резерв времени работы ![]() - это промежуток времени, на который может быть отодвинуто окончание данной работы, не изменяя ранних сроков начала последующих работ
- это промежуток времени, на который может быть отодвинуто окончание данной работы, не изменяя ранних сроков начала последующих работ
![]() .
(11.5)
.
(11.5)
Резервы времени работы позволяют маневрировать сроками начала и окончания работ, устанавливая наиболее благоприятные сроки выполнения работы с точки зрения рациональной загрузки ресурсов, выделяемых на достижение конечной цели. Резервами работ можно пользоваться также для выявления критического пути. Представляя цепную связь работ, он проходит по работам, не имеющим резервов.
Одними из важнейших операций при анализе рассчитанных параметров сетевого графика являются определение коэффициентов напряженности работ и вероятности свершения завершающего события в заданный срок.
Коэффициент напряженности работы ![]() характеризует относительную сложность соблюдения сроков выполнения работ на некритических путях
характеризует относительную сложность соблюдения сроков выполнения работ на некритических путях
 , (11.6)
, (11.6)
где ![]() - продолжительность максимального пути, проходящего
- продолжительность максимального пути, проходящего
через работу ![]() ;
;
![]() - продолжительность критического пути;
- продолжительность критического пути;
![]() - продолжительность отрезка максимального пути работы
- продолжительность отрезка максимального пути работы ![]() ,
,
совпадающего с критическим путем.
Чем ближе коэффициент напряженности к 1, тем сложнее выполнить данную работу в установленные сроки. Чем ближе коэффициент напряженности к 0, тем большим относительным резервом обладает максимальный путь, проходящий через данную работу.
При необходимости оптимизации сетевого графика в первую очередь следует использовать резервы работ, имеющих минимальные коэффициенты напряженности.
Существует несколько методов расчета параметров сетевого графика, из ручных методов наиболее удобным является табличный. Для приведенного ранее примера расчет параметров сетевого графика представлен в табл. 11.3.
Таблица 11.3
Расчет параметров сетевого графика
| Работа
| Z(i,j) | Продолжительность работы | Ранние сроки свершения событий i и j | Поздние сроки свершения событий i и j | Резерв времени события
| Полный резерв времени работы | Свободный резерв |
| ||
|
|
|
|
|
| ||||||
| 0-1 | 80 | 1,5 | 0 | 1,5 | 0 | 1,5 | 0 | 0 | 0 | 1 |
| 1-2 | 180 | 2,5 | 1,5 | 4 | 1,5 | 4 | 0 | 0 | 0 | 1 |
| 2-3 | 46 | 1,5 | 4 | 5,5 | 4 | 5,5 | 0 | 0 | 0 | 1 |
| 3-4 | 160 | 4 | 5,5 | 9,5 | 5,5 | 12,5 | 3 | 3 | 0 | 0,571 |
| 3-5 | 38 | 2 | 5,5 | 7,5 | 5,5 | 102 | 94,5 | 94,5 | 0 | 0,104 |
| 3-6 | 80 | 3 | 5,5 | 8,5 | 5,5 | 100 | 92 | 92 | 0 | 0,128 |
| 4-8 | 0 | 7 | 5,5 | 12,5 | 5,5 | 12,5 | 0 | 0 | 0 | 1 |
| 3-7 | 380 | 0 | 9,5 | 12,5 | 12,5 | 12,5 | 0 | 3 | 3 | 0 |
| 3-8 | 160 | 4 | 5,5 | 12,5 | 5,5 | 12,5 | 0 | 3 | 3 | 0,571 |
| 8-9 | 160 | 0 | 12,5 | 12,5 | 12,5 | 12,5 | 0 | 0 | 0 | 0 |
| 9-10 | 0 | 5,5 | 12,5 | 18 | 12,5 | 18 | 0 | 0 | 0 | 1 |
| 9-11 | 290 | 2,5 | 18 | 20,5 | 18 | 25,5 | 5 | 5 | 0 | 0,333 |
| 7-8 | 180 | 7,5 | 18 | 25,5 | 18 | 25,5 | 0 | 0 | 0 | 1 |
| 10-11 | 0 | 0 | 20,5 | 25,5 | 25,5 | 25,5 | 0 | 5 | 5 | 0 |
| 11-12 | 80 | 4,5 | 25,5 | 30 | 25,5 | 30 | 0 | 0 | 0 | 1 |
| 12-13 | 80 | 5,5 | 30 | 35,5 | 30 | 35,5 | 0 | 0 | 0 | 1 |
| 13-14 | 62 | 2,5 | 35,5 | 38 | 35,5 | 38 | 0 | 0 | 0 | 1 |
| 14-15 | 192 | 7,5 | 38 | 45,5 | 38 | 45,5 | 0 | 0 | 0 | 1 |
| 15-16 | 180 | 8 | 45,5 | 53,5 | 45,5 | 53,5 | 0 | 0 | 0 | 1 |
| 16-17 | 194 | 8,5 | 53,5 | 62 | 53,5 | 62 | 0 | 0 | 0 | 1 |
| 17-18 | 920 | 25 | 62 | 87 | 62 | 87 | 0 | 0 | 0 | 1 |
| 18-19 | 460 | 15 | 87 | 102 | 87 | 102 | 0 | 0 | 0 | 1 |
| 19-20 | 176 | 4 | 102 | 106 | 102 | 106 | 0 | 0 | 0 | 1 |
| 5-21 | 320 | 5 | 7,5 | 12,5 | 102 | 107 | 94,5 | 94,5 | 0 | 0,104 |
| 6-22 | 436 | 6 | 8,5 | 14,5 | 100,5 | 106,5 | 92 | 92 | 0 | 0,128 |
| 20-23 | 80 | 5 | 106 | 111 | 106 | 111 | 0 | 0 | 0 | 1 |
| 21-23 | 72 | 4 | 12,5 | 111 | 107 | 111 | 0 | 94,5 | 94,5 | 0,104 |
| 22-23 | 28 | 4,5 | 14,5 | 111 | 16,5 | 111 | 0 | 92 | 92 | 0,128 |
| 23-24 | 62 | 2,5 | 111 | 113,5 | 111 | 113,5 | 0 | 0 | 0 | 1 |
| 24-25 | 38 | 2 | 113,5 | 115,5 | 113,5 | 115,5 | 0 | 0 | 0 | 1 |
Следовательно, длина критического пути равна 115,5 дня. Критический путь при этом проходит через события 0 ® 1 ® 2 ® 3 ® 8 ® 9 ® 11 ® 12 ® 13 ® 14 ® 15 ® 16 ® 17 ® 18 ® 19 ® 20 ® 23 ® 24 ® 25. Затраты на выполнение работ составляют 5134 рублей.
Расчет вероятности наступления завершающего события в заданный срок совершенно необходим, когда установленный директивный срок ![]() =100 оказывается меньше срока свершения завершающего события
=100 оказывается меньше срока свершения завершающего события ![]() , рассчитанного по величине критического пути.
, рассчитанного по величине критического пути.
Вероятность ![]() свершения завершающего события в заданный срок можно определить по формуле:
свершения завершающего события в заданный срок можно определить по формуле:
![]() , (11.7)
, (11.7)
где ![]() - значение дифференциальной функции нормального распределения вероятностей, называемой функцией Лапласа, определяют в зависимости от ее аргумента х.
- значение дифференциальной функции нормального распределения вероятностей, называемой функцией Лапласа, определяют в зависимости от ее аргумента х.
 = 1,32; (11.8)
= 1,32; (11.8)
 , = 4,6824; (11.9)
, = 4,6824; (11.9)
где ![]() - среднеквадратическое отклонение срока наступления завершающего события;
- среднеквадратическое отклонение срока наступления завершающего события;
![]() - продолжительность работы
- продолжительность работы ![]() , лежащей на критическом пути;
, лежащей на критическом пути;
n = 20 - число работ критического пути;
![]() - среднее арифметическая для параметра
- среднее арифметическая для параметра ![]() .
.
Для величины ![]() имеются вполне определенные границы допустимого риска. При
имеются вполне определенные границы допустимого риска. При ![]() > 0,65 можно утверждать, что на работах критического пути имеются избыточные ресурсы, следовательно общая продолжительность работ может быть сокращена. При
> 0,65 можно утверждать, что на работах критического пути имеются избыточные ресурсы, следовательно общая продолжительность работ может быть сокращена. При ![]() < 0,35 опасность срыва заданного срока наступления завершающего события настолько велика, что необходимо повторное планирование с перераспределением ресурсов, т.е. оптимизация сетевого графика.
< 0,35 опасность срыва заданного срока наступления завершающего события настолько велика, что необходимо повторное планирование с перераспределением ресурсов, т.е. оптимизация сетевого графика.
Оптимизация сетевого графика в зависимости от полноты решаемых задач может быть разделена на частную и комплексную. Видами частной оптимизации являются: минимизация стоимости всего комплекса работ при заданном времени выполнения проекта (табл. 11.4), минимизация времени выполнения разработки при заданной ее стоимости. Комплексная оптимизация - это нахождение оптимума в соотношениях величин затрат и сроков выполнения проекта.(табл. 11.5).
При использовании метода "время-стоимость" предполагают, что уменьшение продолжительности работы пропорционально возрастанию ее стоимости.
Самый очевидный вариант частной оптимизации сетевого графика с учетом стоимости предполагает использование резервов времени работ.
Продолжительность каждой работы, имеющей резерв времени, увеличивают до тех пор, пока не будет исчерпан этот резерв или пока не будет достигнуто верхнее значение продолжительности ![]() .
.
При этом стоимость выполнения проекта равная до оптимизации
![]()
уменьшится на величину
![]()
![]() - затраты на ускорение работы на единицу времени
- затраты на ускорение работы на единицу времени
Продолжительность каждой работы целесообразно увеличить на величину такого резерва, чтобы не изменить ранние (ожидаемые) сроки наступления всех событий сети, т.е. на величину свободного резерва времени ![]()
Таблица 11.4
Оптимизация параметров сетевого графика по снижению затрат
на проектирование
| Работа
| Z(i,j) | Продолжительность работы | Ранние сроки свершения событий i и j | Поздние сроки свершения событий i и j | Резерв времени события
| Полный резерв времени работы | Свободный резерв |
| ||
|
|
|
|
|
| ||||||
| 0-1 | 80 | 1,5 | 0 | 1,5 | 0 | 1,5 | 0 | 0 | 0 | 1 |
| 1-2 | 180 | 2,5 | 1,5 | 4 | 1,5 | 4 | 0 | 0 | 0 | 1 |
| 2-3 | 46 | 1,5 | 4 | 5,5 | 4 | 5,5 | 0 | 0 | 0 | 1 |
| 3-4 | 160 | 4 | 5,5 | 9,5 | 5,5 | 9,5 | 0 | 0 | 0 | 1 |
| 3-5 | 38 | 2 | 5,5 | 7,5 | 5,5 | 101 | 93,5 | 93,5 | 0 | 0,114 |
| 3-6 | 80 | 3 | 5,5 | 8,5 | 5,5 | 102 | 93,5 | 93,5 | 0 | 0,114 |
| 4-8 | 0 | 7 | 5,5 | 12,5 | 5,5 | 12,5 | 0 | 0 | 0 | 1 |
| 3-7 | 305 | 3 | 9,5 | 12,5 | 9,5 | 12,5 | 0 | 0 | 0 | 1 |
| 3-8 | 110 | 5 | 5,5 | 12,5 | 5,5 | 12,5 | 0 | 2 | 2 | 0,714 |
| 8-9 | 160 | 0 | 125 | 12,5 | 12,5 | 12,5 | 0 | 0 | 0 | 0 |
| 9-10 | 0 | 5,5 | 12,5 | 18 | 12,5 | 18 | 0 | 0 | 0 | 1 |
| 9-11 | 290 | 2,5 | 18 | 20,5 | 18 | 25,5 | 5 | 5 | 0 | 0,333 |
| 7-8 | 180 | 7,5 | 18 | 25,5 | 18 | 25,5 | 0 | 0 | 0 | 1 |
| 10-11 | 0 | 0 | 20,5 | 25,5 | 25,5 | 25,5 | 0 | 5 | 5 | 0 |
| 11-12 | 80 | 4,5 | 25,5 | 30 | 25,5 | 30 | 0 | 0 | 0 | 1 |
| 12-13 | 80 | 5,5 | 30 | 35,5 | 30 | 35,5 | 0 | 0 | 0 | 1 |
| 13-14 | 62 | 2,5 | 35,5 | 38 | 35,5 | 38 | 0 | 0 | 0 | 1 |
| 14-15 | 192 | 7,5 | 38 | 45,5 | 38 | 45,5 | 0 | 0 | 0 | 1 |
| 15-16 | 180 | 8 | 45,5 | 53,5 | 45,5 | 53,5 | 0 | 0 | 0 | 1 |
| 16-17 | 194 | 8,5 | 53,5 | 62, | 53,5 | 62 | 0 | 0 | 0 | 1 |
| 17-18 | 920 | 25 | 62 | 87 | 62 | 87 | 0 | 0 | 0 | 1 |
| 18-19 | 460 | 15 | 87 | 102 | 87 | 102 | 0 | 0 | 0 | 1 |
| 19-20 | 176 | 4 | 102 | 106 | 102 | 106 | 0 | 0 | 0 | 1 |
| 5-21 | 320 | 5 | 7,5 | 12,5 | 101 | 106 | 93,5 | 93,5 | 0 | 0,114 |
| 6-22 | 436 | 6 | 8,5 | 14,5 | 102 | 108 | 93,5 | 93,5 | 0 | 0,114 |
| 20-23 | 80 | 5 | 106 | 111 | 106 | 111 | 0 | 0 | 0 | 1 |
| 21-23 | 62 | 5 | 12,5 | 111 | 106 | 111 | 0 | 93,5 | 93,5 | 0,114 |
| 22-23 | 50,5 | 3 | 14,5 | 111 | 108 | 111 | 0 | 93,5 | 93,5 | 0,114 |
| 23-24 | 62 | 2,5 | 111 | 113,5 | 111 | 113,5 | 0 | 0 | 0 | 1 |
| 24-25 | 38 | 2 | 113,5 | 115,5 | 113,5 | 115,5 | 0 | 0 | 0 | 1 |
Следовательно, длина критического пути равна 115,5 дням. Критический путь при этом проходит через события 0 ® 1 ® 2 ® 3 ® 4 ® 8 ® 9 ® 11 ® 12 ® 13 ® 14 ® 15 ® 16 ® 17 ® 18 ® 19 ® 20 ® 23 ® 24 ® 25. Затраты на выполнение работ составляют 5021,5 рубля.
Таблица 11.5
Оптимизация параметров сетевого графика по снижению времени
на проектирование
| Работа
| Z(i,j) | Продолжительность работы | Ранние сроки свершения событий i и j | Поздние сроки свершения событий i и j | Резерв времени события
| Полный резерв времени работы | Свободный резерв |
| ||
|
|
|
|
|
| ||||||
| 0-1 | 80 | 1 | 0 | 1 | 0 | 1 | 0 | 0 | 0 | 1 |
| 1-2 | 180 | 2 | 1 | 3 | 1 | 3 | 0 | 0 | 0 | 1 |
| 2-3 | 46 | 1 | 3 | 4 | 3 | 4 | 0 | 0 | 0 | 1 |
| 3-4 | 160 | 3 | 4 | 7 | 4 | 7 | 0 | 0 | 0 | 1 |
| 3-5 | 38 | 2 | 4 | 6 | 4 | 78,5 | 72,5 | 0 | 0,132 | |
| 3-6 | 80 | 3 | 4 | 7 | 4 | 77 | 70 | 72,5 | 0 | 0,162 |
| 4-8 | 0 | 0 | 4 | 4 | 4 | 7 | 3 | 70 | 0 | 0 |
| 3-7 | 380 | 0 | 7 | 7 | 7 | 7 | 0 | 3 | 0 | 0 |
| 3-8 | 160 | 3 | 4 | 7 | 4 | 7 | 0 | 0 | 0 | 1 |
| 8-9 | 160 | 0 | 4 | 7 | 7 | 7 | 0 | 0 | 0 | 0 |
| 9-10 | 0 | 0 | 7 | 7 | 7 | 7 | 0 | 3 | 3 | 0 |
| 9-11 | 290 | 2,5 | 7 | 9,5 | 7 | 9,5 | 0 | 0 | 0 | 1 |
| 7-8 | 180 | 2 | 7 | 9,5 | 7 | 9,5 | 0 | 0 | 0 | 0,8 |
| 10-11 | 0 | 0 | 9,5 | 9,5 | 9,5 | 9,5 | 0 | 0,5 | 0,5 | 0 |
| 11-12 | 80 | 4 | 9,5 | 13,5 | 9,5 | 13,5 | 0 | 0 | 0 | 1 |
| 12-13 | 80 | 5 | 13,5 | 18,5 | 13,5 | 18,5 | 0 | 0 | 0 | 1 |
| 13-14 | 62 | 2 | 18,5 | 20,5 | 18,5 | 20,5 | 0 | 0 | 0 | 1 |
| 14-15 | 192 | 7 | 20,5 | 27,5 | 20,5 | 27,5 | 0 | 0 | 0 | 1 |
| 15-16 | 180 | 7 | 2,5 | 34,5 | 27,5 | 34,5 | 0 | 0 | 0 | 1 |
| 16-17 | 194 | 8 | 34,5 | 42,5 | 34,5 | 42,5 | 0 | 0 | 0 | 1 |
| 17-18 | 920 | 24 | 42,5 | 66,5 | 42,5 | 66,5 | 0 | 0 | 0 | 1 |
| 18-19 | 460 | 14 | 66,5 | 80 | 66,5 | 80,5 | 0 | 0 | 0 | 1 |
| 19-20 | 176 | 3 | 80,5 | 83,5 | 80,5 | 83,5 | 0 | 0 | 0 | 1 |
| 5-21 | 320 | 5 | 6 | 11 | 78,5 | 83,5 | 72,5 | 72,5 | 0 | 0,132 |
| 6-22 | 436 | 6 | 7 | 13 | 77 | 83 | 70 | 70 | 0 | 0,162 |
| 20-23 | 80 | 4 | 83,5 | 87,5 | 83,5 | 87,5 | 0 | 0 | 0 | 1 |
| 21-23 | 72 | 4 | 11 | 87,5 | 83,5 | 87,5 | 0 | 72,5 | 72,5 | 0,132 |
| 22-23 | 28 | 4,5 | 13 | 87,5 | 83 | 87,5 | 0 | 70 | 70 | 0,162 |
| 23-24 | 62 | 2,5 | 87,5 | 90 | 87,5 | 90 | 0 | 0 | 0 | 1 |
| 24-25 | 38 | 2 | 90 | 92 | 90 | 92 | 0 | 0 | 0 | 1 |
Следовательно, длина критического пути равна 92 дням. Критический путь при этом проходит через события 0 ® 1 ® 2 ® 3 ® 4 ® 8 ® 9 ® 11 ® 12 ® 13 ® 14 ® 15 ® 16 ® 17 ® 18 ® 19 ® 20 ® 23 ® 24 ® 25. Затраты на выполнение работ составляют 5884 рубля.
Минимизация времени выполнения разработки совершенно необходима, если при анализе вероятности наступления завершающего события в заданный срок получают ![]() < 0,35. В этом случае направляют дополнительные ресурсы на работы критического пути, перераспределив их с работ, имеющих резервы времени. При этом учитываются рассчитанные коэффициенты напряженности путей, квалификационный и профессиональный состав работников (нельзя, например, перебрасывать на работу критического пути, связанную с проектированием изделия, технологов с пути, имеющего резервы времени). Такое перераспределение можно закончить, получив при повторном анализе 0,35 <
< 0,35. В этом случае направляют дополнительные ресурсы на работы критического пути, перераспределив их с работ, имеющих резервы времени. При этом учитываются рассчитанные коэффициенты напряженности путей, квалификационный и профессиональный состав работников (нельзя, например, перебрасывать на работу критического пути, связанную с проектированием изделия, технологов с пути, имеющего резервы времени). Такое перераспределение можно закончить, получив при повторном анализе 0,35 < ![]() < 0,65.
< 0,65.
Таблица 11.6
Комплексная оптимизация параметров сетевого графика
| Работа
| Z(i,j) | Продолжительность работы | Ранние сроки свершения событий i и j | Поздние сроки свершения событий i и j | Резерв времени события
| Полный резерв времени работы | Свободный резерв |
| ||
|
|
|
|
|
| ||||||
| 0-1 | 80 | 1 | 0 | 1 | 0 | 1 | 0 | 0 | 0 | 1 |
| 1-2 | 180 | 2 | 1 | 3 | 1 | 3 | 0 | 0 | 0 | 1 |
| 2-3 | 46 | 1 | 3 | 4 | 3 | 4 | 0 | 0 | 0 | 1 |
| 3-4 | 160 | 3 | 4 | 7 | 4 | 7 | 0 | 0 | 0 | 1 |
| 3-5 | 38 | 2 | 4 | 6 | 4 | 77,5 | 71,5 | 71,5 | 0 | 0,144 |
| 3-6 | 80 | 3 | 4 | 7 | 4 | 78,5 | 71,5 | 71,5 | 0 | 0,144 |
| 4-8 | 0 | 0 | 4 | 4 | 4 | 4 | 0 | 0 | 0 | 0 |
| 3-7 | 380 | 0 | 7 | 7 | 7 | 7 | 0 | 0 | 0 | 0 |
| 3-8 | 160 | 3 | 4 | 7 | 4 | 7 | 0 | 0 | 0 | 1 |
| 8-9 | 140 | 3 | 4 | 7 | 4 | 7 | 0 | 0 | 0 | 1 |
| 9-10 | 0 | 0 | 7 | 7 | 7 | 7 | 0 | 0 | 0 | 0 |
| 9-11 | 290 | 2,5 | 7 | 9,5 | 7 | 9,5 | 0 | 0 | 0 | 1 |
| 7-8 | 155 | 2,5 | 7 | 9,5 | 7 | 9,5 | 0 | 0 | 0 | 1 |
| 10-11 | 0 | 0 | 9,5 | 9,5 | 9,5 | 9,5 | 0 | 0 | 0 | 0 |
| 11-12 | 80 | 4 | 9,5 | 13,5 | 9,5 | 13,5 | 0 | 0 | 0 | 1 |
| 12-13 | 80 | 5 | 13,5 | 18,5 | 13,5 | 18,5 | 0 | 0 | 0 | 1 |
| 13-14 | 62 | 2 | 18,5 | 20,5 | 118,5 | 20,5 | 0 | 0 | 0 | 1 |
| 14-15 | 192 | 7 | 20,5 | 27,5 | 20,5 | 27,5 | 0 | 0 | 0 | 1 |
| 15-16 | 180 | 7 | 27,5 | 34,5 | 27,5 | 34,5 | 0 | 0 | 0 | 1 |
| 16-17 | 194 | 8 | 34,5 | 42,5 | 34,5 | 42,5 | 0 | 0 | 0 | 1 |
| 17-18 | 920 | 24 | 42,5 | 66,5 | 42,5 | 66,5 | 0 | 0 | 0 | 1 |
| 18-19 | 460 | 14 | 66,5 | 80,5 | 66,5 | 80,5 | 0 | 0 | 0 | 1 |
| 19-20 | 176 | 3 | 805 | 83,5 | 80,5 | 83,5 | 0 | 0 | 0 | 1 |
| 5-21 | 320 | 5 | 6 | 11 | 77,5 | 82,5 | 71,5 | 71,5 | 0 | 0,144 |
| 6-22 | 436 | 6 | 7 | 13 | 78,5 | 84,5 | 71,5 | 71,5 | 0 | 0,144 |
| 20-23 | 80 | 4 | 83,5 | 87,5 | 83,5 | 87,5 | 0 | 0 | 0 | 1 |
| 21-23 | 62 | 5 | 11 | 87,5 | 82,5 | 87,5 | 0 | 71,5 | 71,5 | 0,144 |
| 22-23 | 50,5 | 3 | 13 | 87,5 | 84,5 | 87,5 | 0 | 71,5 | 71,5 | 0,144 |
| 23-24 | 62 | 2,5 | 87,5 | 90 | 87,5 | 90 | 0 | 0 | 0 | 1 |
| 24-25 | 38 | 2 | 90 | 92 | 90 | 92 | 0 | 0 | 0 | 1 |
Следовательно, длина критического пути равна 92 дням. Критический путь при этом проходит через события 0 ® 1 ® 2 ® 3 ® 4 ® 8 ® 9 ® 11 ® 12 ® 13 ® 14 ® 15 ® 16 ® 17 ® 18 ® 19 ® 20 ® 23 ® 24 ® 25.. Затраты на выполнение работ составляют 5571,5 рубля.
Проведением оптимизации сетевого графика стадия составления исходного плана заканчивается. Далее начинается стадия оперативного управления ходом работ, когда в службу сетевого планирования поступает с определенной периодичностью информация о фактическом ходе смоделированного процесса. Производятся перерасчеты графика и разрабатываются мероприятия по ликвидации возникших от него отклонений.
Таким образом, в целом сетевой график позволяет наиболее рационально построить план работы, установить строгую последовательность и очередность в выполнении всех необходимых операций и действий. С помощью сетевого графика можно с достаточной точностью определить сроки свершения каждого события и, следовательно, срок достижения результата - завершающего события; оптимизировать использование выделяемых ресурсов; организовать контроль, наблюдение и управление действиями ответственных исполнителей с помощью ЭВМ.
12 Охрана труда и окружающей среды
Охрана труда - это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
Полностью безопасных и безвредных производств не существует. Задача охраны труда - сведение к минимуму вероятности поражения или заболевания работающего с одновременным обеспечением комфорта при максимальной производительности труда.
Необходимо подчеркнуть, что охрана труда обычно рассматривается в узком смысле и ограничивается изучением факторов производственной среды, оказывающих влияние на работоспособность человека в процессе труда. В условиях постоянного развития техники такой подход сужает профилактические возможности охраны труда. Повсеместная электрификация хозяйства и быта, развитие транспорта, широкое внедрение машин и механизмов способствует созданию опасности для людей, находящихся вне сферы производства. Не являясь формально производственными, такие опасности нередко по существу имеют непосредственную связь с тем или иным производством. Поэтому следует отметить, что безопасность труда - это безопасность всех компонентов процесса труда, т.е. людей, участвующих в труде, предметов труда, средств производства и продуктов труда. Именно продукты труда - машины, механизмы, различные предметы быта - часто становятся источниками опасностей. Это усугубляется тем, что выпускаемая предприятиями техника психологически воспринимается как абсолютно безопасная.
Поэтому вопросы охраны труда необходимо рассматривать в широком смысле, имея в виду все моменты процесса труда и его стадий.
Похожие работы
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... средств является неприемлемой, т.к. жёсткая конкуренция на рынке транспортных услуг требует сокращения времени технического обслуживания до минимума. Скорость и надёжность проверки, во многом зависит от «человеческого фактора». Поэтому проверка функционирования системы улучшения устойчивости самолёта является довольно длительным, трудоёмким процессом, что приводит к лишним затратам труда и ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...

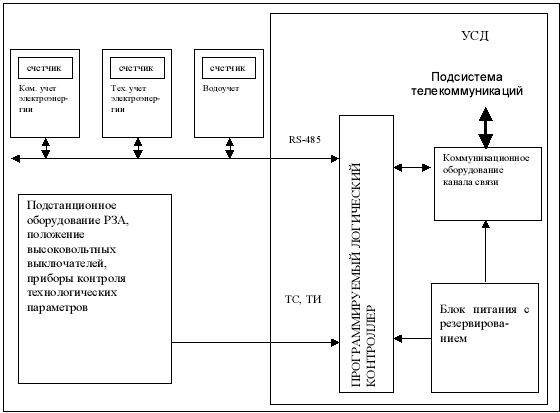
... , преобразования их в цифровую форму, передачей их в ПК через параллельный порт и последующей обработки этих данных разработанной программной системой автоматического контроля технологических параметров. 9.2 Структура лабораторного стенда Лабораторный стенд основывается на интегральной микросхеме аналого-цифрового преобразователя 572ПВ4, которая представляет собой 8-ми канальную 8-ми ...
0 комментариев