Современное состояние развития электрофизических методов обработки и возможность их роботизации
В настоящее время есть перспективы и настоятельная необходимость широкого внедрения методов упрочнения деталей за счет нанесения плазменно-ионных покрытий, ионного легирования, лазерной закалки и модификации, а также комбинированных технологий упрочнения. Все это обусловлено тем, что запасы легирующих элементов вольфрама, хрома, никеля и других металлов практически иссякли во всех странах (исключение составляет Китай, где вольфрам добывается в огромных количествах), поэтому легирование всего объема конструкции материала тем или иным элементом становится все более проблематичным, что требует использования методов упрочнения поверхностных слоев за счет концентрации легирующих элементов в нем или изменения фазового или кристаллического состояния поверхностного слоя за счет химико-термической обработки.
Все перечисленные электрофизические методы обработки используются для обеспечения требуемых характеристик и нуждаются в роботизации и автоматизации. В то же время для применения ряда металлических покрытий и химических элементов в обработке необходимо вывести ручной труд из зоны обработки (по требованиям охраны труда). Это позволяет утверждать, что роботизация электрофизических технологий является важной и своевременной задачей.
При нанесении покрытий, ионно-лучевой, светолучевой, электротермической и других методах обработки деталь или напыляющая головка (имплантер, лазер) для получения высококачественных деталей подвергаются сложным манипуляционным движениям. Дальнейшее повышение качества обрабатываемых деталей не возможно без использования комплексно роботизированных установок: для нанесения покрытий (на плоские детали и стекла, диэлектрические детали, детали машиностроения); объемной термической обработки: установок термомеханической и термоциклической обработки; установок цементации и азотирования, установок диффузионного насыщения, установок нанесения покрытий из парогазовой смеси, газового хромирования, светолучевой, электроннолучевой обработок.
Для реализации практически всех технологий показана возможность создания гибких производственных робототехнических комплексов. Даны примеры типовой компоновки гибких технологических робототехнических комплексов для электрофизической обработки, включающих подготовительные технологические операции.
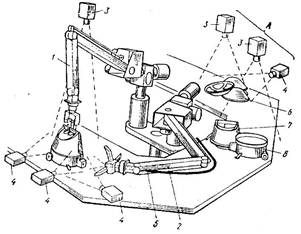
Роботизированные установки для напыления тонкослойных покрытий на поверхность листового материалаУстановки представляют собой герметичную камеру из нержавеющей стали, внутри которой с помощью вакуумной системы и системы напуска газа создается разреженная газовая среда определенного состава при давлении 10-2¼10-1 Па. В камеру помещены магнетронные распылительные системы, представляющие собой диод с аномальным тлеющим разрядом в скрещенных электрическом и магнитном полях. Плазма благодаря магнитному полю генерируется преимущественно вблизи катода и распыляет его. Образующиеся частицы осаждаются на обрабатываемой поверхности, создавая модифицирующее покрытие. Плазма может быть химически активной, и тогда в ней можно получать оксиды, нитриды и другие соединения металлов с газами. Это позволяет существенно расширить состав наносимых покрытий. Установки адаптированы применительно к определенным технологическим процессам и изготовлены в разных вариантах, например: проекты "Аметист", "Аметист-3", "Яшма", "Изумруд", "Опал".
Преимущества магнетронных систем следующие:
– хорошая адгезия осаждаемых слоев по отношению к поверхности твердого тела;
– широкий спектр осаждаемых материалов;
– возможность осаждения многослойных покрытий;
– высокая пространственная однородность покрытий;
– большие размеры обрабатываемых образцов;
– широкий круг материалов, на которые могут быть осаждены модифицирующие покрытия;
– отсутствие высоких температур на обрабатываемой поверхности.
К недостаткам относятся:
– ограничения по осаждению магнитных материалов;
– весьма сложная система управления.
Проект "АМЕТИСТ"
Установка предназначена для тонирования листового стекла и изготовления зеркал. Отличительная особенность состоит в том, что она снабжена стационарными распылительными системами, вертикально расположенными в центре камеры, а также обеспечена возможность сканирования листов относительно неподвижных магнетронов.
Роботизированная установка "АМЕТИСТ-3"
В отличие от установки "Аметист" роботизированная система "Аметист-3" обладает двумя манипулируемыми (подвижными) планарными магнетронами. Это позволяет увеличить загрузку рабочей камеры и производительность установки. Загрузка и выгрузка листов может осуществляться с помощью робота IR 601/60 (схват имеет 18 вакуумных присосок).
Роботизированная установка комбинированной обработки "ЯШМА"
Установка для ионно-лучевой обработки и осаждения покрытий "Яшма" является наиболее совершенной из семейства магнетронных распылительных систем.
Отличительные особенности ее конструкции позволяют обеспечить следующие режимы обработки:
– осаждение покрытий из двух видов магнетронных источников: с дискового, позиционируемого с помощью роботизированной системы, или неподвижного протяженного, позволяющего проводить напыление последовательно с двух катодов;
– ионная имплантация газовых ионов;
– осаждение покрытий с ионным ассистированием;
– ионное перемешивание осажденных покрытий ядрами отдачи.
Иными словами, наличие магнетронов двух типов обеспечивает за один цикл обработки изделия последовательное нанесение трех разных покрытий (немагнитные материалы, металлы и сплавы). Использование ионного источника позволяет совместить процесс нанесения пленки с ионной имплантацией, называемый комбинированной обработкой. Таким образом, существенно повышается адгезия пленки с подложкой и, следовательно, улучшается качество покрытия обрабатываемого изделия.
Рабочая камера установки снабжена вращающимся поворотным столом.
Роботизированная установка "ИЗУМРУД"
Установка предназначена для обработки листового стекла. Отличительной особенностью является то, что она не дискретного, а непрерывного действия. Установка снабжена входным и выходным шлюзами, которые позволяют производить ее загрузку без разгерметизации рабочей камеры, благодаря этому существенно повышается производительность.
На входе и выходе из установки имеется рольганговый участок, обеспечивающий подачу стекла, которое подается и снимается роботом IR 601/60 с вакуумным схватом.
Роботизированная установка "ОПАЛ"
Установка предназначена для нанесения тонкопленочных покрытий из металлических материалов, а также их оксидов и нитридов методом распыления в вакууме металлических катодов плазмой аномального тлеющего разряда магнетронного типа. Принцип действия установки основан на дискретном шлюзовании кассеты с листовыми или малогабаритными изделиями и последующей обработке их в рабочей камере, постоянно находящейся под вакуумом. Рабочая камера оснащена системами предварительной очистки изделий потоком ионов и магнетронного распыления. Одновременно обрабатываются две пластины размерами 2600x1600 мм или обе стороны малогабаритных штучных изделий. Управление установкой осуществляется с унифицированного пульта, регламентирующего работу вакуумной системы и процесс напыления в полуавтоматическом режиме.
Установка и выгрузка кассеты с листовыми или малогабаритными изделиями осуществляется роботом с вакуумным многопозиционным схватом.
Роботизированная установка магнетронного напыления УМН-8
Установка УМН-8 – это двухкамерная установка непрерывного действия с шлюзовой загрузкой, двумя параллельно работающими ионно-магнетронными системами очистки-напыления, содержащими по одному ионному источнику очистки и по два магнетрона напыления. Свойства получаемых покрытий варьируются путем изменения толщины пленок, комбинации различных материалов (оксидов, нитридов металла) и подбора стехиометрии.
Установка может снабжаться робототехническим комплексом для загрузки и выгрузки деталей.
Роботизированная установка вакуумная металлизационная УВМ-20У
Эта установка предназначена для нанесения алюминиевого покрытия в вакууме на поверхность изделий из стекла. Процесс металлизации изделий происходит в вакуумной камере установки при давлении 6,65´10-2 Па (5´10-4 мм рт.ст.) и заключается в конденсации паров алюминия на поверхность изделий, которые размещаются в контейнере, установленном в камере.
Для открывания камеры, загрузки и выгрузки можно использовать робототехнический комплекс.
Роботизированная установка вакуумная напылительная УВН-4ЭД
Установка УВН-4ЭД предназначена для нанесения металлических покрытий (титан, алюминий, нержавеющая сталь, медь) на стекла при производстве зеркал, а также для тонирования стекол.
Вакуумная металлизационная установка УВН-4ЭД – однокамерная, периодического действия.
Управление установкой дистанционное. Процесс металлизации изделий происходит в вакуумной камере установки при давлении 6,65´10-2 Па (5´10-4 мм рт.ст.) и заключается в конденсации паров металла на поверхность изделий, которые размещаются в контейнере, устанавливаемом в камере.
Загрузка и выгрузка деталей или листового стекла осуществляется с применением робототехнического комплекса.
Роботизированная установка вакуумная напылительная УВН-4М
Эта установка предназначена для нанесения магнетронным распылением металлов на поверхность изделий различной геометрической формы, открытой для прямого попадания на нее испаряемых паров металла.
Установка может быть использована в производстве товаров народного потребления с улучшенной цветовой и декоративной отделкой поверхности, а также изделий с повышенной коррозионно- и износостойкостью.
Принцип работы установки основан на распылении материала мишени, которое осуществляется ионами рабочего газа, образующимися в плазме аномального тлеющего разряда, в скрещенных электрических и магнитных полях. Загрузка и выгрузка деталей может осуществляться с помощью робототехнического комплекса.
Роботизированная установка вакуумная напылительная УВН-4МC-5
Установка предназначена для нанесения декоративного покрытия магнетронным распылением металлов на поверхность изделий различного назначения.
Установка может быть использована в производстве товаров народного потребления, для улучшения цветовой и декоративной поверхности различных изделий, а также изделий с повышенной коррозионной и износостойкостью.
Установка изготавливается в климатическом исполнении УХЛ, категории 4 по ГОСТ 15150.
Загрузка и выгрузка деталей может осуществляться с помощью робототехнического комплекса.
Автоматизированные и роботизированные установки для нанесения покрытий на диэлектрики Роботизированная установка "PLASMASCAN"В установках PlasmaScan ключевая идея заложена в обработке неподвижной подложки с помощью систем ионной очистки и распыления, установленных на сканирующей каретке. При этом обеспечивается возможность применения полного набора распыляемых материалов. Подложка загружается и выгружается из главной камеры через шлюзовую камеру. В результате источники очистки и распыления постоянно находятся в зоне высокого вакуума. Полный цикл напыления включает загрузку подложки, ионно-лучевую очистку, нанесение всех предусмотренных слоев в одном цикле напыления и выгрузку подложки.
Установка PlasmaScan незаменима для получения разнообразных и сложных покрытий как при проведении исследований, так и при мелкосерийном производстве тонкопленочных структур.
Гибкое и удобное в управлении программное обеспечение служит для построения производственных сетей, сравнимых по производительности с установками линейного типа, но значительно превосходящих последние по гибкости организации производства.
Области применения:
– исследование и производство плоских дисплеев (Flat Panel Display);
– напыление для лазерных элементов;
– производство DWDM и CWDM фильтров;
– производство диэлектрических фильтров и зеркал.
Концепция системы:
1. Протяженный ионно-лучевой источник распыления IBSS или двойной планарный магнетрон IzoMag с автоматически меняющимися мишенями из различных материалов.
2. Протяженный ионно-лучевой источник очистки IBCS, используемый для окончательной очистки поверхности подложки от микрочастиц, адсорбированных паров газов или молекул воды и подготовки ее к напылению.
Подложка загружается в рабочую камеру через шлюзовую систему и остается неподвижной в течение всего процесса напыления. Оптический контроль осуществляется непосредственно по самой подложке. Датчик кварцевого контроля также находится в плоскости подложки.
Будучи испытанной с широким перечнем распыляемых материалов (Ti, Ta, Nb, In-Sn (5%), Al, Mg, Si, Ge, Pb, Cu, Ag и т.д) и комбинацией газов (Ar, O2, N2, H2, C2H2, C3F8, C3H8, и т.д.), установка PlsamaScan предоставляет неограниченные возможности для разработки и исследования новых процессов и тонкопленочных покрытий, что невозможно с использованием традиционного вакуумного напылительного оборудования.
Система ионно-лучевого распыления IBSSНазначение. Система IBSS (рис.1) является высокоэффективным инструментом для качественного нанесения покрытий из металлов, сплавов, окислов, нитридов методом ионно-лучевого распыления протяженных мишеней в среде аргона, кислорода, азота, фреонов или смеси этих газов и позволяет обеспечить:
– нанесение проводников, полупроводников и диэлектриков;
– температуру подложки при распылении не выше 60°С (140°F).
– возможность последовательного распыления нескольких различных материалов в одном процессе;
– большой динамический диапазон скоростей нанесения
(1 Å/сек¼10 Å/сек);
– очень гладкую поверхность пленок;
– высокую плотность структуры пленок;
– однородный состав многокомпонентных пленок;
– возможность распыления мишеней длиной до 3360 мм;
– уровень неравномерности не хуже ±2% по поверхности распыления;
– надежную непрерывную работу;
– стабильные реактивные процессы распыления;
– возможность работы с инертными (Ar, He, Ne, и т.д.) и активными газами (O2, N2, CFx, CxHy и т.д.);
– косое напыление.
Схема установки IBSS показана на рис.1.
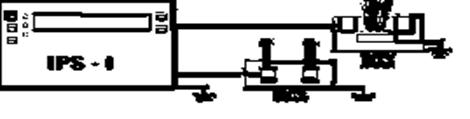
Рис. 1 - Схема установки IBSS
Применение системы ионно-лучевого распыления IBSS наиболее эффективно в следующих областях:
– напыление на чувствительные к температуре подложки;
– высококачественные оптические пленки для дисплейной промышленности;
– высокоточная оптика;
– износоустойчивые пленки;
– сверхтонкие пленки (нанотехнологии).
Система распыления IzoMag является высокоэффективным инструментом для нанесения покрытий из металлов, сплавов, окислов и нитридов методом двойного магнетронного распыления на переменном токе с частотами 40…80 кГц и магнетронного распыления на постоянном токе.
Система двойного магнетронного распыления на постоянном/переменном токе IzoMagСхема установки IzoMag представлена на рис. 2.
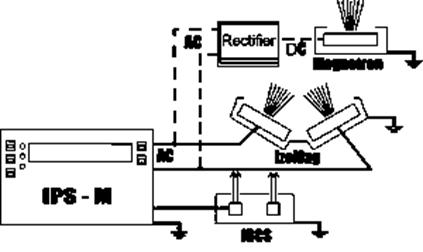
Рис. 2 - Схема установки IzoMag
Основные достоинства и преимущества IzoMag:
– возможность распыления от одного до четырех материалов мишеней в одном цикле на постоянном токе;
– возможность чередующегося нанесения слоев с низким и высоким коэффициентом преломления;
– возможность нанесения сплавов переменного состава при одновременном независимом распылении двух металлических мишеней на постоянном токе;
– возможность распыления мишеней длиной до 1646 мм;
– уровень неравномерности не хуже ±5% по поверхности распыления;
– надежная непрерывная работа.
Применение системы двойного магнетронного распыления IzoMag наиболее эффективно в следующих областях:
– высококачественные оптические пленки для дисплейной промышленности;
– износоустойчивые пленки;
– декоративные пленки;
– напыление на большие поверхности;
– оптические пленки;
– защитные пленки.
Система ионно-лучевой очистки IBCS
Описание изделия. Система ионно-лучевой очистки IBCS предназначена для финишной очистки поверхности подложки от молекулярных частиц, адсорбированных газов, полимерных фрагментов, воды, а также для активации поверхностных связей подложки в вакуумной камере непосредственно перед нанесением покрытия. Ионно-лучевая очистка гарантирует отличную адгезию между первым нанесенным слоем и подложкой. Ионно-лучевой источник очистки может поставляться с оригинальным блоком питания IPS-С5K.
Достоинства:
– возможность работы с инертными (Ar) и активными (O2, N2, CFx, CxHy ) газами и их смесями;
– очистка с равномерностью не хуже ±5% подложки с шириной до 3400 мм;
– надежная продолжительная работа;
– давление в вакуумной камере в процессе очистки
10-3…102Па;
– легкая и надежная установка в вакуумные установки поточного и периодического действия;
– возможность обработки поверхности под различными углами: 10 …90°;
– высокая скорость очистки;
– надежная адгезия без специальных подслоев;
– возможность обрабатывать различные типы подложек (металлические, полупроводники, диэлектрики, полимеры).
Применение. Система ионно-лучевой очистки (рис.3) обеспечивает эффективную атомарную очистку и подготовку поверхности подложки при использовании в следующих областях:
– нанесение покрытий на большие подложки при производстве плоскопанельных дисплеев (FPD);
– нанесение покрытий на большие подложки при производстве архитектурного стекла;
– производство кремниевых микроэлектронных чипов;
– оптика и лазеры;
– оптическая электроника и телекоммуникации.
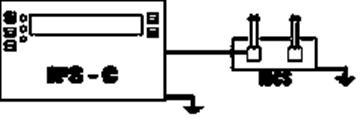
Рис. 3 - Схема ионно-лучевого источника очистки
Автоматизированная установка "НИКОЛАЙ"Установка предназначена для получения тонких пленок различных материалов на стекле, полиэтилене, металле, бумаге методом вакуумного дугового и магнетронного напыления. Установка позволяет получать полупрозрачные и зеркальные пленки на листовых и рулонных материалах, изделиях большого габарита.
Имеется возможность получения многокомпонентных составов (до шести элементов плюс реактивные газы).
Установка рассчитана на эксплуатацию в условиях умеренного климата. Управление установкой производится от ЭВМ, что гарантирует высокое качество и стабильность технологии.
Список литературы
1. Гибкие производственные комплексы /под.ред. П.Н.Белянина. – М.: Машиностроение, 1984. – 384с.
2. Гибкое автоматическое производство/под.ред. С.А.Майорова. – М.: Машиностроение, 1985. – 456с.
3. Иванов А.А. ГПС в приборостроении. – М.: Машиностроение,1988. – 282с.
Похожие работы
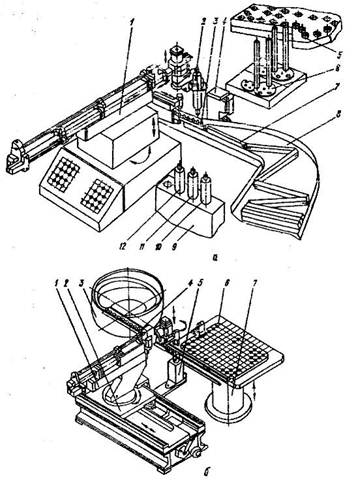
... ПР; 6 - фильтр пылесоса, 7 - моторный блок; 8 - камера для пыли Рис.3. Компоновка РТК: а - для сборки клапанов; б - для укладки заготовок постоянных магнитов в кассеты Рассмотренные концепции создания гибких технологических систем высокой и сверхвысокой производительности для условий современного состояния обрабатывающего и вспомогательного оборудования дают возможность увидеть, что без ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
... вующих систем автоматизированного проектирования подтвердил отсутствие разработок по автоматизации схемотехнического и функци- онального проектирования объектов класса ВКА. . - 41 - 2. СИСТЕМНЫЙ АНАЛИЗ ВАКУУМНОЙ КОММУТАЦИОННОЙ АППАРАТУРЫ 2.1. Системная модель ВКА при функциональном и схемотехни- ческом проектировании. Анализ существующих конструкций ВКА ...
0 комментариев