Навигация
Сборка и контроль качества объективов со свинчивающимися оправами и двухлинзовых крупногабаритных объективов
18566
знаков
0
таблиц
8
изображений
Министерство образования Республики Беларусь
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ»
Кафедра электронной техники и технологии
РЕФЕРАТ
На тему:
«Сборка и контроль качества объективов со свинчивающимися оправами и двухлинзовых крупногабаритных объективов»
МИНСК, 2008
Этот метод сборки используют для объективов, допускающих децентрировку линз до 0,03 мм. Рассмотрим процесс сборки такого объектива на примере фотографического объектива «Гелиос-44» (1:2,
f' = 58 мм, 2β= 40°), разрез которого показан на рис. 1.
Из механического цеха в сборочный цех поступают окончательно изготовленные корпус 3 объектива, оправы 1 и 4 первого и второго компонентов объектива, межлинзовоё кольцо 2 и детали диафрагмы. Технологический процесс сборки объектива построен следующим образом.
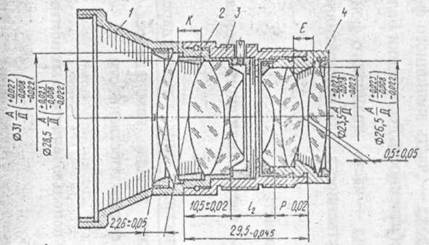
Рис.1. Фотообъектив «Гелиос-44»
1. Сборка диафрагмы объектива в корпусе 3. При этом проверяют максимальный и минимальный размеры отверстия диафрагмы.
2. Подрезка торца N оправы первого компонента до выполнения размера 10,5 ± 0,02 (рис. 2, a).
Для определения величины, на которую необходимо подрезать торец, в оправу вкладывают склеенную линзу и индикаторным глубиномером измеряют расстояние от линзы до торца N.
Затем оправу устанавливают па станок базовой поверхностью ![]() 28,2А на торец оправы А и подрезают торец N.
28,2А на торец оправы А и подрезают торец N.
3. Подрезка торца М оправы второго компонента с выполнением размера Р ± 0,02 (рис. 2, б).
Для определения величины подрезки торца М подсчитывают размер
![]()
где L — фактическая длина корпуса объектива, измеряемая микрометром;
![]() = 9,33 ± 0,05 мм — величина второго воздушного промежутка, взятая из таблицы толщин для данного комплекта оптики.
= 9,33 ± 0,05 мм — величина второго воздушного промежутка, взятая из таблицы толщин для данного комплекта оптики.
В оправу второго компонента вставляют вторую склеенную линзу и индикаторным глубиномером измеряют фактический размер ![]() для определения величины подрезки торца М.
для определения величины подрезки торца М.
Затем оправу устанавливают на станок базовой поверхностью ![]() 26,5А и подрезают торец М на величину
26,5А и подрезают торец М на величину ![]() .
.
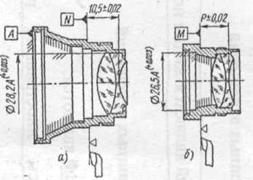
Рис. 2. Операционные эскизы механической обработки компонентов объектива при окончательной сборке.
4. После механической обработки оправы маркируют номером комплекта оптики, промывают бензином, просушивают и подают на участок чистки оптики, где в них вставляют линзы. При этом выполняют чистку и сборку оправ и линз и ввертывают оправы с линзами в корпус объектива. Чистоту объектива проверяют путем осмотра его линз с помощью лупы с увеличением 6х на фоне ярко освещенного экрана.
5. На вертикальном коллиматоре проверяют центрировку объектива по изображению дифракционной точки, образуемой объективом. Изображение точки должно быть симметричным и не должно иметь дефектов, показанных
на рис. 10
Допустимость дефектов определяют сравнением с контрольным образцом объектива, изображение точки которого имеет предельно допустимые дефекты.
Центрировку объектива улучшают поворотом 1-й и 6-й линз, а иногда и склеенных линз объектива. После окончания центрирования зажимные кольца линз закрепляют клеем АК-20 или БФ-4.
6. После окончательной чистки объектив передают на сборку с фокусировочной оправой и механизмом фиксации диафрагмы.
7. Выполняют рабочее расстояние и объективе, проверяют его фотографическую разрешающую способность и направляют на упаковку.
Сборка крупногабаритных мелкосерийных объективов отличается тем, что в сборочном цехе выполняется значительное число операций по механической обработке деталей объектива.
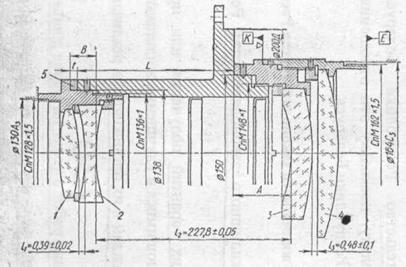
Рис.3. Аэрофотообъектив «»Телемар-2
В механическом цехе детали объектива изготовляют с припусками под посадку линз и в местах соединения оправ объектива с корпусом, т. е. в механическом цехе проводят лишь предварительную обработку. Окончательную обработку оправ линз производят в сборочном цехе путем подгонки размеров одной оправы к другой. При этом обеспечивают минимальное биение посадочных мест линз при довольно широких допусках на изготовление размеров деталей в механическом цехе.
Рассмотрим процесс такой сборки на примере объектива «Телемар-2», изображенного схематически на рис. 3.
В сборочном цехе выполняются следующие операции.
0 комментариев