Навигация
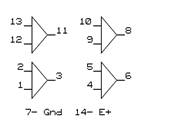
ТМ2 - два D-триггера со сбросом и предустановкой
110940
знаков
19
таблиц
18
изображений
1533 ТМ2 - два D-триггера со сбросом и предустановкой.

| Preset | Clear | Clock | D | Q | -Q |
| L | H | X | X | H | L |
| H | L | X | X | L | H |
| L | L | X | X | H* | H* |
| H | H | _/~ | L | L | H |
| H | H | _/~ | H | H | L |
| H | H | L | X | Q0 | -Q0 |
H* - неустойчивое состояние
| Параметры | Значение |
| Выходной ток лог.1, мА | 0,4 |
| Выходной ток лог.0, мА | 8 |
| Входной ток лог.0, мА для входа D для входа Clock для входа Clear для входа Preset | - 0,2 0,2 0,4 0,4 |
| Входной ток лог.1 (макс) мкА для входа D для входа Clock для входа Clear для входа Preset | - 20 20 40 40 |
| Выходное напряжение лог.0 (I=Iмакс), В (I=4 мА), В | - 0,25-0,4 |
| Ток потребления, мА | -2,4-4 |
| Задержки распространения, нс | |
| От "Preset" Q= L-->H | -13 |
| От "Preset" - Q= H-->L | -15 |
| От "Clear" - Q= L-->H | -13 |
| От "Clear" Q= H-->L | -15 |
| От "Clock" Q= L-->H | -18 |
| Максимальная тактовая частота, МГц | 34- |
| Длина импульса Clock (H) | 14,5- |
| Длина импульса Clock (L) | 14,5 |
| Длина "Clear", Preset (L) | 15- |
| Время предуст.д.анных до_/~ | 15- |
| Время удерж. данных после_/~ | 0- |
1533АП5 - 2 4-разрядных неинверсных драйвера с 3 состояниями.
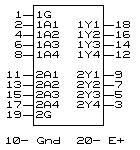
1G=H - выходы 1Yi переводятся в состояние с высоким импедансом.
2G=H - выходы 2Yi переводятся в состояние с высоким импедансом.
Все входы имеют встроенные триггеры Шмитта с гистерезисом 0.2 В.
| Параметры | Значение |
| Выходной ток лог.1, мА | 12/15 |
| Выходной ток лог.0, мА | 12/24 |
| Входной ток лог.0, мкА | 100 |
| Входной ток лог.0 для входа Gi, мА | 0,1 |
| Входной ток лог.1, мкА | 20 |
| Выходное напр. лог.0 при токе 12 мА, В | -0,4 |
| Выходное напр. лог.0 при токе=Iмакс, В | -0,5 |
| Ток короткого замыкания, мА | 30-112 |
| Ток потребления (все выходы H) АП5, мА | -9-15 |
| Ток потребления (все выходы L) АП5, мА | -15-24 |
| Ток потребления (все выходы Z) АП5, мА | -17-27 |
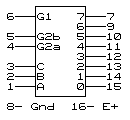
1533ИД7 - демультиплексор 3 в 8 со стробом.
| Параметры | Значение | |||
| Входной ток лог.0, мА для A-C для Gi | 0,1 0,1 | |||
| Входной ток логической 1, мкА | 20 | |||
| Выходной ток логического 0, мА | 4/8 | |||
| Выходной ток логической 1, мА | 0,4 | |||
| Выходное напряжение лог.0, В | 0,4 | |||
| Выходное напряжение лог.1, В | 2,5- | |||
| Ток короткого замыкания, мА | 30-112 | |||
| Ток потребления, мА | -5-10 | |||
| Задержки распространения, нс |
| |||
| От A,B,C Y= L-->H | -22 | |||
| От A,B,C Y= H-->L | -18 | |||
| От G Y= L-->H | -17 | |||
| От G Y= H-->L | -17 | |||
| C B A | G1 G2* | 0 1 2 3 4 5 6 7 |
| |
| X X X | X H | H H H H H H H H |
| |
| X X X | L X | H H H H H H H H |
| |
| L L L | H L | L H H H H H H H |
| |
| L L H | H L | H L H H H H H H |
| |
| ... | ... | ... ... ... ... ... |
| |
| H H L | H L | H H H H H H L H |
| |
| H H H | H L | H H H H H H H L |
| |
G2* - G2a+G2b
Логические микросхемы: 533ЛЛ1, 1533ЛН1, 1533ЛИ1, 1533ЛА3, 1533ЛЕ1, 1533ЛА2, 1533ЛА4.
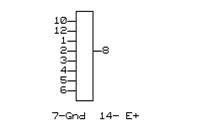
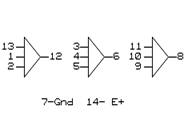
1533ЛА2 1533ЛА4 1533ЛА3, 1533ЛИ1,533ЛЛ1, 533ЛА13
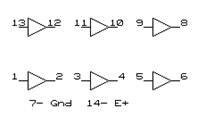
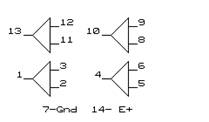
1533ЛН1 1533ЛЕ1
| Параметры | 533 | 1533 |
| Отклонение напряжения питания от номинального,% | 10 | 10 |
| Выходной ток лог.0, мА | 4 | 4 |
| Входной ток лог.0, мА | 0,4 | 0,1 |
| При выходном токе, мА | 0,4 | 0,4 |
| Выходное напр. лог.1 мин., В | 2,5 | 3 |
| Выходное напр. лог.1 тип., В | 3,4 | |
| Выходное напр. лог.0 макс., В | 0,4 | 0,4 |
| Выходное напр. лог.0 тип., В | 0,25 | 0,25 |
| Входное напр. лог.0 макс., В | 0,7 | 0,8 |
| Входное напр. лог.1 тип., В | 2 | 2 |
| Выходной ток к. з. мин., мА | 20 | 15 |
| Выходной ток к. з. макс., мА | 100 | 70 |
Все приведенные выше характеристики микросхем удовлетворяют техническому заданию данного устройства, а сами микросхемы входят состав перечня компонентов, разрешенных для использования в аппаратуре оборонного назначения.
Пассивные элементы были выбраны из соображений близости поставщика и ценовых характеристик.
2.10 Расчет надёжности
Надежность - свойство электронной аппаратуры выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, при соблюдении режимов эксплуатации, правил технического обслуживания, хранения и транспортирования
Ресурс - продолжительность работы ЭА до предельного состояния, установленного в нормативно-технической документации.
Случайное событие, приводящее к полной или частичной утрате работоспособности ЭА, называется отказом.
Отказы по характеру изменения параметров аппаратуры до момента их возникновения подразделяют на внезапные (катастрофические) и постепенные. Постепенные отказы характеризуются временным изменением одного или нескольких параметров, внезапные - скачкообразно изменяющимися.
По взаимосвязи между собой различают отказы независимые, не связанные с другими отказами, и зависимые.
По повторяемости возникновения отказы бывают одноразовые (сбои) и перемежающиеся. Сбой - однократно возникающий самоустраняющийся отказ, перемежающийся - многократно возникающий сбой одного и того же характера.
Расчет надежности заключается в определении показателей надежности изделия по известным характеристикам надежности составляющих компонентов и условиям эксплуатации. Для расчета надежности необходимо иметь логическую модель безотказной работы системы. При ее составлении предполагается, что отказы элементов независимы, а элементы и система могут находиться в одном из двух состояний: работоспособном или неработоспособном. Элемент, при отказе которого отказывает вся система, считается последовательно соединенным на логической схеме надежности. Элемент, отказ которого не приводит к отказу системы, считается включенным параллельно.
1. Интенсивность отказов элементов с учётом условий эксплуатации изделий определяется по формуле:
li=l0iK1K2K3K4ai (T,Kн),
где l0i - номинальная интенсивность отказов;
К1 и К2 - поправочные коэффициенты в зависимости от воздействия механических факторов;
К3 - поправочный коэффициент в зависимости от воздействия влажности и температуры;
К4 - поправочный коэффициент в зависимости от давления воздуха; при высоте над уровнем моря 0. .1 км.
ai (T,Kн) - поправочный коэффициент в зависимости от температуры поверхности элемента (Т) и коэффициента нагрузки (Кн).
2. Вероятность безотказной работы в течение заданной наработки (0,tр) рассчитывается по формуле:
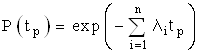 ,
,
где n - число элементов.
3. При этом интенсивность отказов системы:
 ,
,
4. Среднее время наработки до отказа:
Т = 1/L.
1. Определим интенсивность отказов элементов:
Интенсивность отказов ЭРЭ, а также коэффициенты К1, К2, К3, К4 выберем из таблиц учебного пособия "Проектирование конструкций радиоэлектронной аппаратуры" (Е.М. Парфенов, Э.Н. Камышная, В.П. Усачев).
Коэффициенты нагрузки Kн посчитаем по формулам, приведенным в данном учебном пособии для различных элементов РЭА.
Коэффициент ai (T,Kн) для каждого элемента определим по графикам, приведенным ниже, в зависимости от коэффициента нагрузки Kн и температуры в 40 С°.
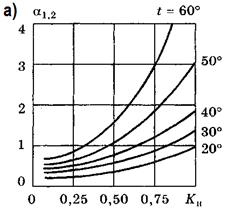
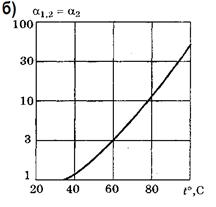
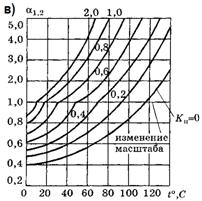

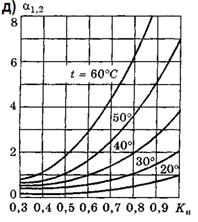
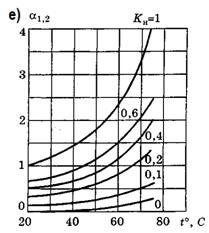
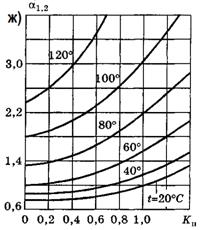
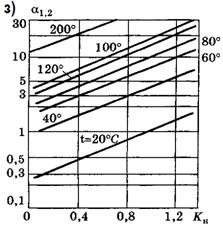
Рис.1. Обобщенные зависимости поправочного коэффициента α1,2
от температуры и коэффициента нагрузки:
а) для контактных элементов (разъемов, реле, переключателей и т.п.);
б) для соединений пайкой;
в) для резисторов;
г) для неполярных конденсаторов;
д) для изделий, имеющих обмотки;
е) для кремниевых высокочастотных транзисторов;
ж) кремниевых диодов;
з) для полупроводниковых цифровых интегральных микросхем;
Результаты подсчетов приведены в таблице 5.
Таблица 5.
| ЭРЭ | N | l0i ×10-6, 1/ч | ai | К1 | К2 | К3 | К4 | Kн | li ×10-6, 1/ч | lΣ i ×10-6, 1/ч |
| Логические микросхемы (533ЛЛ1, 1533ЛН1, 1533ЛИ1, 1533ЛА2, 1533ЛА3, 1533ЛА4, 1533ЛЕ1, 533ЛА13,) | 9 | 0,075 | 1,9 | 1,04 | 1,03 | 1 | 1 | 0,53 | 1,37 | 50,25 |
| Микросхемы со средней степенью интеграции (580ВА86, 580ВИ53, 580ИР82, 1533АП5, 1533ИД7, 1533ТМ2, М1810ВГ88, М1810ВМ86, М1810ВН59А, М1810ГФ84) | 21 | 0,013 | 2,8 | 0,65 | 0,82 | |||||
| Конденсаторы керамические (С1. С39, С43, С44) | 41 | 0,15 | 0,35 | 0,7 | 2,3 | |||||
| Конденсаторы танталовые (С40-С42) | 3 | 0,6 | 0,35 | 0,7 | 0,67 | |||||
| Резисторы (R1-R23) | 23 | 0,65 | 0,9 | 0,6 | 14,4 | |||||
| Разъем XS1 | 39 | 0,062 | 1,3 | 0,8 | 3,37 | |||||
| Резонатор кварцевый BQ1 | 1 | 0,27 | 0,9 | 0,7 | 0,26 | |||||
| Плата печатная | 1 | 0,6 | 1,5 | 0,3 | 0,96 | |||||
| Пайка навесного монтажа | 937 | 0,02 | 1,3 | - | 26,1 |
2. Определим интенсивность отказов системы.
 50,25×10-61/ч
50,25×10-61/ч
3. Определим среднее время наработки на отказ.
Т =1/L= 19900 ч
4. Определим вероятности безотказной работы в течение 3000ч:
Р (tp) = exp (-50,25×10-6×3000) = 0,86 = 86%
Вывод: Требования по надежности выполняются.
2.11 Расчет на действие удара
Ударные воздействия характеризуются формой и параметрами ударного импульса.
Ударные импульсы могут быть полусинусоидальной, четвертьсинусоидальной, прямоугольной, треугольной и трапециевидной формы.
Максимальное воздействие на механическую систему оказывает импульс прямоугольной формы. Параметрами ударного импульса являются:
длительность ударного импульса (t),
амплитуда ускорения ударного импульса (Ну).
Целью расчета является определение ударопрочности конструкции при воздействии удара.
Ударный импульс действует только в течение времени t и величина w=p/t получила название условной частоты импульса.
Исходными данными для расчета конструкции на ударопрочность являются: параметры ударного импульса (tи, Ну), параметры конструкции, характеристики материалов конструкции или собственная частота колебаний механической системы.
Исходные данные для расчета:
Длительность ударного импульса: ![]()
Амплитуда ускорения ударного импульса: ![]() ;
;
Собственная частота колебаний механической системы: ![]() (расчет данной величины выполнен в пункте 2.5 1).Расчет на ударопрочность проводим в следующей последовательности:
(расчет данной величины выполнен в пункте 2.5 1).Расчет на ударопрочность проводим в следующей последовательности:
1. Определяем условную частоту ударного импульса:
![]() ;
;
где: ![]() - длительность ударного импульса;
- длительность ударного импульса;
![]() ;
;
2. Определяем коэффициент передачи при ударе (для прямоугольного импульса):
![]() ;
;
где: n - коэффициент расстройки
 ;
;
fс - собственная частота колебаний механической системы.
![]() ;
;
![]() ;
;
3. Находим ударное ускорение:
![]() ;
;
где:
Ну - амплитуда ускорения ударного импульса.
![]() ;
;
4. Рассчитываем максимальное относительное перемещение (для прямоугольного импульса):
 ;
;
![]() ;
;
5. Проверяем выполнение условий ударопрочности по следующим критериям:
1. Для ЭРЭ ударное ускорение должно быть меньше допустимого, т.е. ау<аудоп, где аудоп определяется из анализа элементной базы изделия;
![]() , следовательно ау<аудоп.
, следовательно ау<аудоп.
2. Для ПП с ЭРЭ Smах<0,003b, где b - размер стороны ПП, параллельно которой установлены ЭРЭ; ![]() ;
; ![]() , следовательно Smах<0,003b. Вывод: условия ударопрочности выполняются.
, следовательно Smах<0,003b. Вывод: условия ударопрочности выполняются.
2.12 Расчет на воздействие вибрации
Целью расчета конструкции РЭА при действии вибрации является определение действующих на элементы изделия максимальных перегрузок и перемещений.
Периодическая вибрация характеризуется спектром (диапазон частот), виброускорением, перегрузкой. Коэффициент перегрузки п, амплитуда виброускорения а, и виброперемещения S, связаны между собой соотношениями:
Исходными данными при расчете на вибрацию являются: частота вибрации (диапазон частот), Гц; масса блока (части блока); коэффициент перегрузки.
При расчете ПП с ЭРЭ задается (определяется) масса ПП и масса ЭРЭ.
Исходные данные для расчета:
Диапазон вибрационных воздействий: ![]() ,
,![]() ;
;
Коэффициент перегрузки: ![]() ;
;
Длина платы: ![]() ;
;
Ширина платы: ![]() ;
;
Толщина платы: ![]() ;
;
Коэффициент Пуассона материала ПП: ![]() ;
;
Модуль упругости материала ПП: ![]()
Удельный вес материала ПП: ![]() ;
;
Плотность материала ПП: ![]() .
.
Последовательность расчета следующая:
1. Определяем частоту собственных колебаний. При условии равномерного нагружения ПП по ее поверхности ЭРЭ:
 ,
,
где:
![]() -ускорение свободного падения;
-ускорение свободного падения;
![]() -длина ПП;
-длина ПП;
![]() -толщина ПП;
-толщина ПП;
![]() - удельный вес материала ПП;
- удельный вес материала ПП;
 ,
,
где:
![]() -масса ЭРЭ;
-масса ЭРЭ;
![]() -масса ПП;
-масса ПП;
где:
![]() -длина ПП;
-длина ПП;
![]() -ширина ПП;
-ширина ПП;
![]() - толщина ПП;
- толщина ПП;
![]() -плотность материала ПП;
-плотность материала ПП;
![]() ;
;
![]() ;
;
![]() -коэффициент, зависящий от способа закрепления ПП;
-коэффициент, зависящий от способа закрепления ПП;
Для случая защемления платы по контуру:
![]() - цилиндрическая жесткость;
- цилиндрическая жесткость;
где:
![]() - модуль упругости материала ПП;
- модуль упругости материала ПП;
![]() - коэффициент Пуассона материала ПП;
- коэффициент Пуассона материала ПП;
![]() ;
;
 .
.
2. Находим амплитуду колебаний (прогиб) ПП на собственной частоте при заданном коэффициенте перегрузки п по формуле:
 ;
;
где:
![]() - коэффициент перегрузки;
- коэффициент перегрузки;
![]() - частота собственных колебаний ПП.
- частота собственных колебаний ПП.
![]() .
.
3. Определяем коэффициент динамичности ![]() , показывающий, во сколько раз амплитуда вынужденных колебаний на частоте
, показывающий, во сколько раз амплитуда вынужденных колебаний на частоте ![]() отличается от амплитуды на частоте
отличается от амплитуды на частоте ![]() :
:
 ;
;
где:
![]() - показатель затухания колебаний (для стеклотекстолита при напряжениях, близких к допустимым, принимают
- показатель затухания колебаний (для стеклотекстолита при напряжениях, близких к допустимым, принимают ![]() );
);
 - коэффициент расстройки;
- коэффициент расстройки;
Вычислим ![]() при
при ![]() :
:
![]()
4. Находим динамический прогиб в геометрическом центре ПП при ее возбуждении с частотой ![]() :
: ![]() ;
; ![]() ;
;
5. Определяем эквивалентную этому прогибу равномерно распределенную динамическую нагрузку ![]() :
:
 ;
;
и максимальный распределенный изгибающий момент, вызванный этой нагрузкой:
![]() ;
;
где:
C1 и C2 - коэффициенты, зависящие от размеров ПП и способа ее закрепления.
Для защемления ПП по контуру на a/b£3 значения C1 и C2 определяются по формулам:
C1=0,0012+0,04 lg (a/b), C2=0,0513+0,108 lg (a/b).
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
6. Находим максимальное динамическое напряжение изгиба ПП:
![]() ;
; ![]() ;
;
7. Условия вибропрочности выполняются, если smах£[s],
 ;
;
где:
s-1 - предел выносливости материала ПП, для стеклотекстолита,
s-1=105 Мпа;
ns=1,8 - допустимый запас прочности для стеклотекстолита.
![]() ;
;
Вывод: условие вибропрочности для ПП выполняется, так как smах<[s]
2.13 Вывод
В результате выполнения конструкторской части дипломного проекта была разработана оптимальная конструкция модуля, произведены расчеты конструкции на воздействие удара и вибрации. Результаты данных расчетов выявили высокую прочность и стабильность модуля. По результатам расчета конструкции на надёжность среднее время безотказной работы блока составило 19900 часов, а вероятность безотказной работы 86%.
Также в рамках конструкторской части были разработаны следующие чертежи: схема структурная блока и модуля (на основании схем электрических принципиальных и описании принципа функционирования); сборочные чертежи блока, а так же деталировка.
3. Технологическая часть 3.1 Введение
Технология изготовления РЭС постоянно развивается и жесткая конкуренция на рынке сбыта заставляет модернизировать технологические процессы.
Уровень развития электроники требует все большей автоматизации и роботизации изготовления электронной аппаратуры. Примером этого служит переход на поверхностный монтаж электрорадиоэлементов, т.к. он позволяет полностью автоматизировать процесс сборки печатных плат и соответственно значительно сократить ее трудоемкость.
В процессе изготовления субблока модуля управления мультиплексора передачи сигналов, как и любого РЭС, самой трудоемкой является сборка платы, поэтому в данном дипломном проекте разрабатывается технологический процесс именно для этой операции.
При выполнении технологической части дипломного проекта необходимо: оценить технологичность субблока, разработать технологический процесс сборки платы субблока, произвести аттестацию технологического процесса, разработать методы настройки и контроля на основании перечня контролируемых параметров, рассмотреть вопросы мер безопасности и требования к рабочему месту.
3.2 Анализ конструкции субблока модуля управления МПС
Задача производства субблока состоит из следующих этапов:
установка элементов схемы на печатные платы и их пайка
программирование
производство деталей корпуса блока
окончательная сборка модуля управления
настройка
Печатные платы, примененные в субблоке, являются двусторонними, выполненными по 3 классу точности. Применяемые печатные платы заказываются у стороннего производителя, поэтому необходимо организовать только их входной контроль.
Большинство компонентов схемы предназначены для сквозного монтажа. Поэтому монтаж компонентов с выводами для сквозного монтажа производится в ручном режиме. Это связано с малым количеством данных компонентов в одном изделии и малым объемом выпускаемых партий.
Сборку платы субблока модуля управления МПС в связи с малыми объемами производства целесообразно производить вручную с применением простого инструмента. Внедрение автоматизированных систем сборки представляется нецелесообразным.
Схема технологического процесса сборки платы вынесена на 11 лист графической части дипломного проекта.
Настройка и контроль субблока осуществляется по трем направлениям:
контроль тока потребления субблоком;
контроль соответствия выходных сигналов микросхем;
контроль работы субблока в составе модуля управления МПС, проверка выполнения субблоком тестовой программы.
Схема и алгоритм настройки и контроля субблока вынесены на листы 11 и 12 графической части дипломного проекта.
Субблок модуля управления мультиплексора передачи сигналов является технологичным изделием, о чем говорит оценка технологичности субблока, приведенная в организационно-экономической части дипломного проекта.
3.3 Технологический процесс сборки субблока
| А/Б | № опер | Наименование и содержание операции |
| А | 005 | Входной контроль |
| Б | Стол ОТК | |
| О | Произвести входной контроль ПИ по св.0.005.126Д1 Произвести входной контроль материалов по св.2500000030. | |
| А | 010 | Комплектовочная |
| Б | Стол комплектовщика | |
| О | 1. Комплектовать согласно спецификации чертежа. | |
| А | 015 | Лакировочная 1 |
| Б | Стол монтажный с вытяжкой | |
| О | 1. Перекрыть маркировку конденсаторов поз.24 (1 шт), поз.25 (2 шт) слоем лака УР-231 2. Сушить при t= (25 | |
| Т | Кисть КФК 8-1 ГОСТ 10597-87 | |
| А | 020 | Лужение |
| Б | Стол ОТК | |
| О | 1. Лудить проволоку ММ - 0,6по ТК - 54, l=0.1 м. | |
| А | 025 | Заготовительная |
| Б | Эл. ванна для припоя 0768-4168 | |
| Р | Температура припоя в ванной (240-265) °С, время лужения не более 3 сек. | |
| О | 1. Извлечь ЭРЭ из тары упаковочной. 2. Лудить с предварительным флюсованием ФКСп по 1 шт. выводы: а) за одно окунание: конденсаторов поз.21 (1 шт), поз.23 (39 шт); блоков поз.26 (5 шт); микросхем поз.29 (6 шт), поз.30 (1 шт), поз.31 (3шт), поз.41 (1 шт), поз.42 (1 шт), поз.43 (1 шт), поз.44 (1 шт); резонатора поз.55 (1 шт); розеток поз.53 (2 шт), поз.54 (1 шт); | |
| Т | Пинцет ППМ 150 АРПМ 6.890.001ТУ, кисть КХЖК № 2ТУ17-15-07-89, браслет 0825-13798 | |
| О | б) за два окунания: микросхем поз.27 (1 шт), поз.28 (1 шт), поз.34 (1 шт), поз.35 (1 шт), поз.36 (1 шт), поз.37 (1 шт), поз.38 (1 шт), поз.39 (2 шт), поз.40 (3 шт); | |
| Т | кассета 0789-18284, браслет 0825-13798, кисть КХЖК № 2ТУ17-15-07-89 | |
| О | - микросхемы поз.33 (1 шт); | |
| Т | кассета 0789-18284-01, браслет 0825-13798, кисть КХЖК № 2ТУ17-15-07-89 | |
| О | - микросхем поз.32 (3 шт); | |
| Т | кассета 0789-18284-02, браслет 0825-13798, кисть КХЖК № 2ТУ17-15-07-89 | |
| О | - конденсаторов поз.24 (1 шт), поз.25 (2 шт); резисторов поз.45 (10 шт), поз.46 (1 шт), поз.47 (1 шт), поз.48 (2 шт), поз.49 (2 шт), поз.50 (1 шт), поз.51 (5 шт), поз.52 (1 шт). | |
| Т | пинцет ППМ 150 АРПМ 6-89.001ТУ, кисть КХЖК № 2ТУ17-15-07-89 | |
| О | 3. Уложить ЭРЭ в тару упаковочную. | |
| А | 030 | Контроль лужения |
| Б | Стол ОТК | |
| О | Проверить качество лужения ЭРЭ и МС визуально. ЭРЭ не удовлетворяющие требованию положить в тару "Брак". | |
| А | 035 | Формовочная |
| Б | Стол монтажный, ножницы | |
| О | 1. Извлечь ЭРЭ из тары упаковочной. 2. Формовать и обрезать выводы ЭРЭ и МС согласно ТУ: микросхем поз.27 (1 шт), поз.28 (1 шт), поз.34 (1 шт), поз.35 (1 шт), поз.36 (1 шт), поз.37 (1 шт), поз.38 (1 шт), поз.39 (2 шт), поз.40 (3 шт); | |
| Т | Браслет 0825-13798, приспособление 7081-19177 | |
| О | - микросхемы поз.33 (1 шт); | |
| Т | Браслет 0825-13798, приспособление 7081-18668 | |
| О | - микросхем поз.32 (3 шт); | |
| Т | Браслет 0825-13798, приспособление 0789-25314 | |
| О | - конденсаторов поз.24 (1 шт), поз.25 (2 шт); | |
| Т | Круглогубцы 7814-0114 Х9 ГОСТ 7283-93, линейка-150 ГОСТ 427-75 | |
| О | - резисторов поз.45 (10 шт), поз.46 (1 шт), поз.47 (1 шт), поз.48 (2 шт), поз.49 (2 шт), поз.50 (1 шт), поз.51 (5 шт), поз.52 (1 шт). | |
| Т | Оправка 0789-22103, пинцет ППМ 150 АРПМ 6-890 001ТУ | |
| О | 3. Уложить ЭРЭ в тару цеховую. | |
| А | 040 | Слесарно-сборочная |
| Б | стол слесаря-сборщика | |
| О | Извлечь детали из тары цеховой. Установить лепестки поз.18 (8 шт) на плату поз.13 и расклепать согласно чертежу. | |
| Т | Приспособление 0789-18935, молоток 7850-0101 ц 15хр. ГОСТ 2310-77 | |
| О | 3. Установить розетку поз.54, планку поз.10 на плату поз.13 согласно чертежу, вставив выводы розетки в соответствующие отверстия платы и крепить винтами поз.15 (2 шт), гайками поз.16 (2 шт), шайбами поз.17 (2 шт). Стопорить винты поз.15 (2 шт) согласно чертежу с предварительным обезжириванием тканевой салфеткой, смоченной нефрасом. | |
| Т | Отвертка 7810-09162н12х ГОСТ 17199-88, тара 7081-9984, ключ торцовый 7820-13230, кисть КХЖК № 3 ТУ 17-15-07-89 | |
| О | 4. Уложить плату в тару цеховую | |
| А | 045 | Контроль сборки |
| Б | Стол ОТК | |
| О | 1. Проверить визуально качество сборки и на соответствие чертежу. | |
| А | 050 | Монтажная |
| Б | Стол монтажный с вытяжкой | |
| Р | Температура жала паяльника (250-280) | |
| О | Извлечь плату из тары цеховой. Установить плату в технологические зажимы (4 шт) 0789-19438. Опаять лепестки поз.18 (8 шт) с двух сторон платы поз.13 с предварительным флюсованием ФКСп (16 паек). | |
| Т | Эл. паяльник спец. цеховой (40/36В), прибор ГГ 8779-4003ТУ, кисть КХЖК №2 ТУ 17-15-07-89 | |
| О | 4. Приклеить прокладку поз.7 (1 шт) к держателю поз.12 (1 шт), прокладки поз.5 (12 шт), поз.6 (2 шт), поз.7 (2 шт), поз.8 (3 шт) к плате поз.13 согласно чертежу клеем ВК-9, предварительно обезжирив склеиваемые поверхности салфеткой из х/б ткани, смоченной спиртонефрасовой смесью 1: 1. | |
| Т | Тара 7081-9984, шпатель цеховой | |
| О | 5. Сушить при температуре t= (25 6. Приклеить корпуса микросхем поз.27 (1 шт), поз.28 (1 шт), поз.34 (1 шт), поз.35 (1 шт), поз.36 (1 шт), поз.37 (1 шт), поз.38 (1 шт), поз.39 (2 шт), поз.40 (3 шт), поз.33 (1 шт), поз.32 (3 шт) к плате поз.13 согласно чертежу клеем ВК-9, предварительно сориентировав микросхемы по ключу и совместив выводы микросхем с контактными площадками печатной платы и обезжирив склеиваемые поверхности салфеткой из х/б ткани, смоченной спиртонефрасовой смесью 1: 1. | |
| Т | Браслет 0825-13798, шпатель цеховой, тара 7081-9984 | |
| О | 7. Сушить при температуре t= (25 8. Приклеить корпуса конденсаторов поз.25 (2 шт) к плате поз.13 согласно чертежу, вставив выводы конденсаторов в соответствующие отверстия платы, предварительно обезжирив склеиваемые поверхности салфеткой из х/б ткани, смоченной спиртонефрасовой смесью 1: 1. | |
| Т | Шпатель цеховой, тара 7081-9984 | |
| О | 9. Сушить при температуре t= (25 10. Паять выводы приклеенных микросхем поз.27 (1 шт), поз.28 (1 шт), поз.34 (1 шт), поз.35 (1 шт), поз.36 (1 шт), поз.37 (1 шт), поз.38 (1 шт), поз.39 (2 шт), поз.40 (3 шт), поз.33 (1 шт), поз.32 (3 шт) с предварительным флюсованием ФКСп (202 пайки). 11. Паять выводы приклеенных конденсаторов поз.25 (2 шт) с предварительным флюсованием ФКСп (4 пайки). Излишки выводов обрезать. 12. Паять выводы розетки поз.54 (1 шт) с предварительным флюсованием ФКСп (4 пайки). Излишки выводов обрезать. | |
| Т | Эл. паяльник спец. цеховой (40/36В), прибор ГГ 8779-4003ТУ, кисть КХЖК №2 ТУ17-15-07-89, кусачки 7814-0134 8ХФ Х9 Гост 28037-89 | |
| О | 13. Установить конденсатоы поз.21 (1 шт), поз.22 (1 шт), поз.23 (39 шт), поз.24 (1 шт) на плату поз.13 согласно чертежу, вставив выводы в соответствующие отверстия платы, подложив технологические прокладки и паять с предварительным флюсованием ФКСп (84 пайки). Обрезать излишки выводов. Извлечь технологические прокладки. 14. Установить резисторы поз.45 (10 шт), поз.46 (1 шт), поз.47 (39 шт), поз.48 (2 шт), поз.49 (2 шт), поз.50 (1 шт), поз.51 (5 шт), поз.52 (1 шт) на плату поз.13 согласно чертежу, вставив выводы в соответствующие отверстия платы, подложив технологические прокладки и паять с предварительным флюсованием ФКСп (46 паек). Обрезать излишки выводов. Извлечь технологические прокладки. | |
| Т | Эл. паяльник спец. цеховой (40/36В), прибор ГГ 8779-4003ТУ, кисть КХЖК №2 ТУ17-15-07-89, кусачки 7814-0134 8ХФ Х9 ГОСТ 28037-89, пинцет ППМ 150 АРПМ 6-890 001ТУ, пинцет с теплоотводом 7081-5663 | |
| О | 15. Установить микросхемы поз.29 (6 шт), поз.30 (1 шт), поз.31 (3 шт), поз.41 (1 шт), поз.42 (1 шт), поз.43 (1 шт), поз.44 (1 шт), блоки поз.26 (5 шт), розетки поз.53 (2 шт) на плату поз.13 согласно чертежу, сориентировав их по ключу и вставив выводы в соответствующие отверстия платы и паять с предварительным флюсованием ФКСп (436 паек). 16. Установить резонатор поз.55 на плату поз.13 согласно чертежу, крепить резонатор держателем поз.12 с приклеенной прокладкой, вставив выводы держателя в соответствующие отверстия платы и паять выводы держателя с предварительным флюсованием ФКСп (2 пайки). 17. Отрезать по месту две перемычки из проволоки поз.60, закрепить механически одни концы перемычек на выводах резонатора поз.55, другие концы перемычек вставить в соответствующие отверстия платы поз.13, подогнув с обратной стороны платы, обрезать излишки выводов и паять с предварительным флюсованием ФКСп (4 пайки). | |
| Т | Эл. паяльник спец. цеховой (40/36В), прибор ГГ 8779-4003ТУ, кисть КХЖК №2 ТУ17-15-07-89, кусачки 7814-0134 8ХФ Х9 ГОСТ 28037-89, пинцет ППМ 150 АРПМ 6-890 001ТУ, пинцет ППМ 150 АРПМ 6-890 001ТУ, браслет 0825-13798 | |
| О | 18. Установить узлы памяти поз.1 (1 шт), поз.2 (1 шт) в розетки поз.53 (2 шт) согласно чертежу, сориентировав их по ключу и вставив выводы в соответствующие отверстия розеток. Закрепить узлы памяти прижимами поз.11 (2 шт). 19. Выполнить переход 16 после операции 060. 20. Снять технологические зажимы (4 шт) с платы. 21. Уложить плату в тару цеховую. | |
| А | 055 | Промывочная |
| О | Выполнить по ТП 1028800293. | |
| А | 060 | Контроль монтажа и ремонта |
| Б | Стол ОТК | |
| О | 1. Проверить визуально качество монтажа и на соответствие чертежу. 2. Годные изделия отправить на операцию 075. | |
| А | 065 | Ремонтная |
| Б | браслет антистатический с гарнитурой заземления, пластина заземления, стол монтажный, припой Т36 ПОС-61 ГОСТ 21931-76, паяльная станция WS-51с паяльником LR21. | |
| О | 1. Произвести ремонт и замену неисправных ЭРЭ. Отправить на технологическую операцию 065. | |
| А | 070 | Регулировочная |
| О | 1. Проверить и настроить плату в составе ячейки АГКР.467444.003. Проверку функционирования и настройку ячейки производить в соответствии с инструкцией АГКР.467444.003И1. | |
| А | 075 | Лакировочная 2 |
| Б | Стол монтажный с вытяжкой, печь сушильная, кисть КХЖК №20, лак УР-231.9/1.2 ТУ6-21-14-90 | |
| О | Произвести лакирование собранной платы. 1. Извлечь сборочную единицу из тары. 2. Покрыть плату лаком УР-231 по ТТП 50273.00006 с предохранением мест от покрытия согласно чертежу. 3. Установить сборочную единицу в поддон для сушки. 4. Сушить сборочную единицу в печи в течение 3 часов при температуре 550С. 5. Уложить сборочную единицу в тару. | |
| А | 080 | Контроль ОТК |
| Б | ПК, линза 8066 3х увеличение, лупа RLL 122/122Т, стенд ДПЧ-4, браслет антистатический с гарнитурой заземления, пластина заземления. | |
| О | 1. Проверить блок внешним осмотром на соответствие чертежу 2. Проверить внешним осмотром качество паек. а) Форма паяных соединений должна быть скелетной с вогнутыми галтелями припоя по шву и без избытка припоя. Она должна позволять визуально просматривать через тонкие слои припоя контуры входящих в соединения отдельных электромонтажных элементов. б) Допускается соединения с заливной формой пайки, при которых контуры отдельных электромонтажных соединений, входящих в соединение, полностью скрыты под припоем со стороны пайки соединения. Поверхность галтелей припоя по всему периметру паяного шва должна быть вогнутой гладкой, непрерывной, глянцевой или светло-матовой, без темных пятен и посторонних включений. в) На поверхности диэлектрика печатной платы допускается точечное посветление волокон, проявление текстуры материала, на поверхности платы не должно быть перемычек припоя между близлежащими проводниками и г) Допускаются подтеки на проводниках при пайке с маской. 3. Проверить внешним осмотром на отсутствие повреждений корпусов и выводов радиоэлементов, следов излома, задиров, трещин, нарушения покрытий и др. дефектов нарушающих целостность выводов и корпусов. 4. Проверить расстояние в узких местах между проводниками и контактными площадками. Допускается растекание припоя за пределы контактных площадок и проводников, не уменьшающее минимальное допустимое расстояние 0,3 мм. 5. Проверить границу монтажа со стороны установки и пайки ЭРЭ на соответствие чертежу 6. Произвести 100% контроль функционирования платы. 7. Произвести маркировку А1,N,Hk в соотв. с чертежем Поставить клеймо ОТК на монтажную сторону в верхнем правом или левом углах краской ЧМ со смолой ЭД-20. При плотном монтаже клеймо наносить в любом свободном месте в верхней части платы. 8. Клеймо ОТК сушить в термостате при 60-65 С. Платы, не соответствующие ТУ, передать в брак. 9. Платы соответствующие ТУ передать на операцию 090 | |
| А | 085 | Упаковка |
| Б | Ножницы 175 ГОСТ Р 51268-99 | |
| О | 1. Изъять блок из тары цеховой. 2. Уложить блок в упаковочную тару. 3. После заполнения упаковочной тары закрыть ее крышку и заклеить липкой лентой. 4. Повторить пункт 1,3 для упаковки всей партии блоков. |
А - номер и наименование операции;
Б - оборудование, приспособления, инструмент;
О - текст операции;
3.4 Аттестация технологического процесса сборки платы
Для оценки уровня ТП используются четыре показателя: производительность труда, прогрессивность технологического оборудования, охват рабочих механизированным и автоматизированным трудом, эффективность использования материалов или оборудования.
Уровень ТП определяется следующим образом
где a= 1,2,3,...,n - порядковый номер ТП;
![]() - коэффициент весомости показателя, причем
- коэффициент весомости показателя, причем 
где ![]() - показатель, характеризующий одно из свойств ТП;
- показатель, характеризующий одно из свойств ТП;
![]() - нормативное значение показателя, характеризующего одно из свойств ТП;
- нормативное значение показателя, характеризующего одно из свойств ТП;
i - порядковый номер показателя;
n - число показателей характеризующих уровень ТП.
Аттестация ТП осуществляется в соответствии с методическими указаниями ЕСТПП. РД 50-532-85. - М.: Издательство стандартов, 1986 г., или РД 4.091.325-89. - М.: Издательство стандартов 1989 г., где изложены типовые методики, регламентирующие процесс аттестации ТП.
Стандарт ГОСТ 14.303-83 предполагает использование различных методик на ранних стадиях разработки (проектирования) ТП, в том числе и методику расчета экономической эффективности различных вариантов типовых или групповых ТП. Основная информация необходимая для оценки экономической эффективности ТП содержит сведения о трудоемкости, себестоимости различных технологических операций и переходов. Данные сведения могут быть получены в том же ГОСТе или определены как базовые при проектировании нового ТП. Основным условием получения объективных результатов является применение единых методик расчета (оценки) уровня ТП для проведения сравнительного анализа активности.
Основные показатели оценки уровня ТП вычисляются следующим образом:
1. Показатель производительности труда:
Пп = (Вч. п. / Чп) / Нп,
где Вч. п. - объем выпуска нормативно-чистой продукции в год, шт. ЧП-численность производственного персонала оцениваемого ТП, чел.;
Нп - норматив производительности ТП данного типа, шт. /чел.
Пп= (500/70) /5=1,4
2. Показатель применения прогрессивного технологического оборудования:
Поб = Тпрог / Т,
где Тпрог - трудоемкость изготовления изделия РЭС на прогрессивном технологическом оборудовании;
Т - общая трудоемкость изготовления изделия РЭС. Поб = 0
3. Показатель охвата рабочих механизированным и автоматизированным трудом:
Пма = Чм. а. /Чп,
где Чм. а. - число рабочих, занятых механизированным и автоматизированным трудом;
Чп - численность производственного персонала оцениваемого ТП.
Пма=7/70=0,1
4. Показатель использования материалов или технологического оборудования:
Пим = М/Н,
где М - масса изделия РЭС без учета комплектующих и ЭРЭ;
Н - норматив расхода материала на изделие данного типа. Пи. м. - показатель использования материалов.
Пим=0,15/0,4=0,375
5. Показатель применения механизированной технологической оснастки (гидравлической, пневматической и др.):
Пто = Nмех. осн/Nобщ. осн,
где Nмех. осн. - количество механизированной технологической оснастки, шт. Мобщ. осн - общее количество технологической оснастки, шт.
Пто = 4/14 = 0,28
6. Удельный вес оборудования в возрасте до 10 лет:
Пв = N10/Noбщ,
где N10 - количество оборудования в возрасте до 10 лет. шт.; Nобщ - всего оборудования, шт.
Пв = 6/10 = 0,6,7.
Показатель применения универсального переналаживаемого оборудования:
Пунив = Nобор. уннв. /Nобщ,
где Nобор. унив. - количество универсального переналаживаемого технологического оборудования, шт. Nобщ - общее количество оборудования, шт.
Пунив = 4/10 = 0,4
С учетом значений этих показателей уровень ТП рассчитывается по следующей формуле:
![]()
где ![]() - нормативные значения показателей соответствующих каждому нормативному показателю;
- нормативные значения показателей соответствующих каждому нормативному показателю;
К1, К2, К3, К4 - коэффициенты весомости показателей.
К1=0,3 ![]()
К2=0,3 ![]()
К3=0,2 ![]()
К4=0,2 ![]()
К5=0,2 ![]()
К6=0,1 ![]()
К7=0,1 ![]()
![]() 1,08
1,08
По результатам оценки уровней аттестационная комиссия присваивает ТП производства РЭС одну из трех категорий:
высшую (В);
первую (I);
вторую (II);
К высшей категории относятся ТП, которые по своим показателям соответствуют лучшим мировым и отечественным достижениям или превосходят их.
К первой категории относятся ТП, которые по своим показателям качества находятся на уровне современных требований производства и соответствуют утвержденной технологической документации.
Ко второй категории относятся ТП, которые по своим показателям отвечают современным требования производства, значительно уступая достигнутому уровню технологии.
Целесообразно граничные значения уровня иметь в пределах для:
высшей категории (В) 1,0. >=Ут>=0,92
первой категории (I) 0,92>Ут>=0,7
второй категории (II) 0,7>Ут
Вывод:
Разработанный технологический процесс сборки устройства соответствует высшей категории качества. При мелкосерийном производстве повысить качество ТП можно, используя универсальное оборудование, а также путем увеличения числа рабочих, занятых механизированным и автоматизированным трудом.
3.5 Инструкция по настройке
Объект настройки
1. Объектом настройки является плата ячейки модуля управления МПС.
2. Инструкция предназначена для проведения настройки изделия при серийном производстве на предприятии-изготовителе.
3.6 Перечень параметров, по которым производится настройка ячейки ЯМ101
1. Ток потребления ячейки или платы разрабатываемой ячейки - не более 2,0 А;
2. Проверка осуществления приема и обработки информации, поступающей с системной шины данных (проверка выполнения разрабатываемой ячейкой тестовой программы Afk1601 модуля МПС 16).
3.7 Указание мер безопасностиК проведению работ по настройке ячейки допускается персонал, имеющий твердые технические знания и практические навыки по проверке и настройке изделий, изготовленных на основе микросхем логики ТТЛ и КМОП-структуры, знающий правила мер безопасности и оказания первой помощи пострадавшим, обученный и аттестованный на третью квалификационную группу по знанию "Правил технической эксплуатации электроустановок потребителей" и "Правил технической безопасности при эксплуатации электроустановок потребителей до 1000 В".
Пайку разрешается проводить паяльником с рабочим напряжением 36 В, включенным в сеть 220 В через разделительный трансформатор. Жало и корпус паяльника должны быть заземлены.
Перед началом работы необходимо убедиться в наличии исправности всего рабочего инструмента, в надежности заземления оборудования и исправности средств измерений и контроля.
При всех видах работ по настройке ячейки необходимо соблюдать требования и меры по защите микросхем и полупроводниковых приборов от разрушающего воздействия статического электричества:
исполнитель работ должен быть заземлен с помощью металлического браслета или кольца, подключенного через резистор 1 МОм ± 10% к элементу заземления корпуса изделия, соединенного с контуром заземления;
запрещается производить замену элементов ячейки при включенных питающих напряжениях.
На полу рабочего места должен находиться диэлектрический коврик.
3.8 Требования к рабочему месту
1. Рабочее место должно иметь надежное заземление.
2. К рабочему месту должно быть подведено напряжение переменного тока напряжением (220 ± 22) В частотой 50 Гц.
3. Рабочее место должно быть оснащено контрольно- измерительной аппаратурой и инструментом, указанным в разделе 4 настоящей инструкции, а также элементами схем проверки, приведенными на рисунках 1 и 2.
4. Рабочее место должно удовлетворять требованиям ОСТ 11.073.062-2001 "Микросхемы интегральные и приборы полупроводниковые. Требования и методы защиты от статического электричества в условиях производства и применения".
На рабочем месте при работе с ячейкой должна вывешиваться предупредительная табличка "Без браслета с сопротивлением 1 МОм в цепи заземления не работать".
5. Рабочее место должно находиться в помещении с нормальными климатическими условиями:
температура окружающей среды от 15 до 35 °С;
относительная влажность воздуха от 45 до 80%;
атмосферное давление от 645 до 795 мм рт. ст.
3.9 Вспомогательные технические данныеПри настройке необходимо руководствоваться следующей технической документацией:
схема электрическая принципиальная
перечень элементов
сборочный чертеж
технические условия на модуль МПС16
инструкции по эксплуатации или технические описания средств измерений и контроля.
Перечень средств измерения и контроля, инструмента, применяемых при проведении настройки субблока модуля управления МПС, приведен в таблице 6.
Таблица 6
| Наименование | Тип или обозначение | Количество |
| Технологический модуль МПС16-01 (без ячейки ЯМ101) | АГКР.465653.001 | 1 |
| Источник питания постоянного тока Б5-47 | ЕЭЗ.233.220 ТУ | 1 |
| Источник питания постоянного тока Б5-48 | ЕЭЗ.233.220 ТУ | 2 |
| Амперметр М2015 | ТУ 25-04-3109-78 | 1 |
| Вольтметр РВ7-32 | ХВ2.710.027 ТУ | 1 |
| Вольтметр В7-16А | АТД2.710.000 ТУ | 1 |
| Осциллограф С1-83 | И22.044.081ТУ | 1 |
| Осциллограф С1-96 | ЮТ2.044.011 ТУ | 1 |
| Машина электронная вычислительная персональная типа IBM PC | 1 | |
| Пульт проверки ячеек ППЯ-1 | ФЮИЕ.442249; 001 | 1 |
| Технологический замыкатель | 1 | |
| Кусачки 7814-0135 8ЖФЦ15хр | ГОСТ 28037-89 | 1 |
| Отвертка 7810-0985 А2Н12Х | ГОСТ 17199-88 | 1 |
| Паяльник электрический ПЭ-30 | АТС2.983.006ТУ | 1 |
| Пинцет ППМ120 УХЛ | АРПМ6.890.001ТУ | 1 |
| Технологическая программа prtest101 | ГМД | |
| Программа проверки на функционирование модуля МПС 16-01 - Afk 1601 | ГМД | |
| Программное обеспечение функционального контроля составных частей модуля МПС16-01 (02). МПС Test1 04 (таблицы прошивки ПЗУ) | ГМД |
1. Контроль тока потребления ячейки (или платы ЯМУ МПС) производится в следующей последовательности:
а) собрать схему проверки ячейки в соответствии с рисунком 2 и схемой контроля тока потребления;
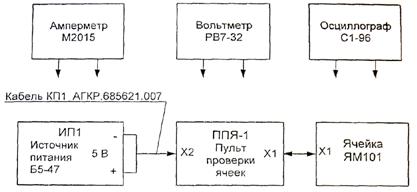
Рисунок 2 - Схема проверки разрабатываемой ячейки с помощью пульта ППЯ-1
б) установить выходное напряжение 5 В и ток нагрузки 2,0 А на источнике питания;
в) на пульте ППЯ-1 нажать кнопку ЯМУ МПС и установить тумблеры
КОНТРОЛЬ ТОКА в положение ВЫКЛ;
г) подключить к гнездам "+" и "-" КОНТРОЛЬ ТОКА +5 В на пульте ППЯ-1 измерительный прибор В7-32 в режиме измерения токов;
д) включить источник питания ИП1;
е) установить на пульте ППЯ-1 тумблер КОНТРОЛЬ ТОКА +5 В в положение ВКЛ;
ж) измерить ток потребления ячейки по цепи +5 В, который должен быть не более 2,0 А (номинальное значение - 1,2 А);
и) установить на пульте ППЯ-1 тумблер КОНТРОЛЬ ТОКА +5 В в положение ВЫКЛ, отсоединить измерительный прибор В7-32. Если ток потребления превышает значение, указанное в подпункте ж), то необходимо выявить и устранить неисправность. После этого повторить проверку.
3.11 Вывод
В результате выполнения технологической части дипломного проекта были разработаны: технологический процесс сборки платы субблока модуля управления мультиплексора передачи сигналов, разработаны методы настройки и контроля.
Также в рамках технологической части были разработаны следующие чертежи: схема технологического процесса сборки платы, алгоритмы настройки платы ЯМУ МПС, схема соединения КИА для субблока.
4. Охрана труда и защита окружающей среды 4.1 Обеспечение охраны труда монтажника в процессе производства ячейки модуля управления мультиплексором передачи сигналов (ЯМУ МПС).
При производстве ЯМУ МПС выполняются следующие виды работ:
монтаж ЭРЭ;
промывка плат
слесарные
лакокрасочные
настройка и регулировка
ремонтные
При проведении перечисленных видов работ на персонал действуют следующие вредные и опасные факторы производства:
Опасность поражения электрическим током
Повышенная температура инструмента и деталей (в процессе пайки)
Наличие легковоспламеняющихся жидкостей
Недостаточная естественная освещенность рабочего места
Токсичный (свинцовосодержащий) припой
Применение токсичных материалов (растворители, лакокрасочные материалы)
4.1.1 Оценка электробезопасности при выполнении монтажных, регулировочных и ремонтных работ
При выполнении работ связанных с монтажом, настройкой/регулировкой, ремонтом используется инструмент и оборудование (таблица 7) питающихся от промышленной электросети.
Таблица 7
| Инструмент/оборудование | Питающее напряжение |
| Паяльник | ~36В |
| Осциллограф | ~220В |
| Вольтметр универсальный | ~220В |
| Амперметр | ~220В |
| Персональный компьютер | ~220В |
К паяльнику подводится переменное напряжение величиной 36В частотой 50Гц гальванически развязанное от питающей сети ~220В. В соответствии с правилами электробезопасности, напряжение ~36В является безопасным и не требует обязательного заземления оборудования и рабочего места. При применении перечисленного в таблице измерительного оборудования и ПК, питающихся от сети переменного тока напряжением 220В, работник подвергается угрозе поражения электрическим током. Поражение электрическим током может возникнуть при неисправности электроизоляции, отсутствии заземления, при неправильном использовании измерительного оборудования, при отсутствии знаний по электробезопасности.
При воздействии на организм человека электрический ток в зависимости от величины вызывает нарушение работы центральной нервной системы. При прохождении тока через организм величиной 0,025А возникают судороги мышц, при силе тока 0,1А наступает мгновенная смерть от паралича сердца и дыхательных путей.
Требования электрической безопасности рабочего места монтажника РЭА должны соответствовать ГОСТ 12.1 009-76 "Система стандартов безопасности труда. Электробезопасность. Термины и определения", ГОСТ 12.1 019-79 "Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты", ГОСТ 12.1 030-81 "Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление".
Для предупреждения поражения электрическим током работника необходимо проводить соответствующие организационные и технические мероприятия:
периодические проверки знаний нормативных документов по электробезопасности;
проведение инструктажей на рабочем месте;
перед началом работы работник должен проверить целостность изоляции и исправность заземления;
электрифицированный инструмент и оборудование должно быть заземлено отдельными ответвлениями;
не допускается, чтобы у работника были влажные руки при работе с электрифицированным оборудованием;
поверхность пола рабочего места должна быть чистой и сухой;
работы производить только в рабочей одежде и в изолирующей обуви, вместо изолирующей обуви допускается наличие изолирующих ковриков;
по окончании рабочего дня необходимо полностью обесточить электрифицированный инструмент и установить его в держатель, наличие которого обязательно на рабочем месте;
при обнаружении неисправностей оборудования и инструмента в ходе выполнения работы, а также при внезапном прекращении подачи электроэнергии или аварийных ситуациях необходимо немедленно обесточить оборудование и инструмент и немедленно доложить об этом мастеру.
Выполнение данных мероприятий позволит обезопасить рабочего от поражения электрическим током.
4.1.2 Оценка безопасности работ монтажника РЭА при использовании инструмента с повышенной температурой рабочей поверхности
При выполнении работ по монтажу монтажник РЭА пользуется инструментом - паяльник. Рабочая поверхность инструмента, а также расплав припоя имеют повышенную температуру около 250 ºС. Монтажник РЭА, при работе с данным инструментом, подвергается опасности получения ожогов.
Рабочая поверхность инструмента с температурой выше 60 ºС. при соприкосновении с кожей человека непосредственно или через рабочую одежду вызывают ожоги от покраснения кожи до тяжелого омертвения мышечных тканей.
Требования по работе с инструментом, имеющим повышенную температуру рабочей поверхности должны соответствовать СП 952-72 "Санитарные правила организации процессов пайки мелких изделий сплавами, содержащими свинец"
Для предупреждения получения ожогов монтажником РЭА необходимо:
монтажник РЭА должен знать положения "Инструкции по охране труда для монтажников РЭА и приборов";
монтажник РЭА должен работать только с исправным инструментом, исправность которого должен проверять перед началом работы;
при выполнении работ монтажник РЭА должен всегда держать инструмент только за предусмотренную для того ручку;
при необходимости положить инструмент, монтажник РЭА должен установить его в специальный держатель, наличие которого обязательно на рабочем месте;
после окончания рабочего дня монтажник РЭА должен установить инструмент в специальный держатель;
4.1.3 Оценка пожарной безопасности при выполнении работ
На участке сборки при производстве используются такие вещества и материалы, как спирт, растворители, лакокрасочные материалы относящиеся к легковоспламеняющимся; ветошь и технологические салфетки, относящийся к горючим материалам.
Поэтому по классификации производственное помещение сборочного цеха относится к категории В:
горючие и трудно горючие жидкости;
твёрдые горючие и трудно горючие вещества и материалы (в том числе пыль и волокна);
вещества и материалы, способные при взаимодействии с водой, кислородом воздуха или друг с другом только гореть, при условии, что помещения, в которых они имеются в наличии или обращаются, не относятся к категориям А и Б.
Для выполнения требований по обеспечению пожарной безопасности необходимо провести следующие технические и организационные мероприятия:
оборудовать помещение углекислотными (ОУ) или порошковыми (ОП) огнетушителями;
рабочие места оснастить оборудованием (аппараты, приборы) со степенью защиты оболочки корпусов, для пожарной зоны П - IIа, не менее IP - 44 (СНиП 2.09.04-87);
светильники с учетом пожароопасной зоны П - IIа, выполнять со степенью защиты не менее IP - 23 (СНиП 2.09.04-87);;
для предотвращения перегрузок и короткого замыкания установить автоматы защиты;
помещения оборудовать системами автоматического пожаротушения.
для защиты от статического электричества емкости для хранения ЛВЖ, а также производственное оборудование заземлить;
помещение и рабочее место должно содержать только предусмотренные для работы инструмент, вещества, материалы. Ветошь, легковоспламеняющиеся жидкости и т.п. должны находиться в специально отведённом для этого помещении, при необходимости они должны выдаваться по специально утверждённым нормам;
проходы в помещениях, коридоры и рабочее место не должны загромождаться различными предметами;
курение производить в специально отведенном месте или на улице;
в помещении вывесить план эвакуации на случай возникновения пожара;
проводить инструктаж персонала по пожаробезопасности;
организовать обучение рабочих пользованию средствами пожаротушения;
В случае возникновения пожара необходимо немедленно обесточить всё оборудование, сообщить в пожарную охрану и администрацию цеха по установленным номерам телефонов. До прибытия пожарных приступить к ликвидации возгорания имеющимися средствами пожаротушения.
4.1.4 Оценка освещённости рабочего места сборочного участка
При выполнении сборочных работ приходится выполнять операции, требующие высокой точности расположения элементов друг относительно друга. Недостаточность освещения приводит к напряжению органов зрения, преждевременной усталости и ослабляет внимание. Чрезмерно яркий свет вызывает ослепление, раздражение и резь в глазах. Неправильное направление света приводит к появлению на рабочем месте резких теней, бликов. Рациональное освещение производственного помещения является одним из важнейших факторов предупреждения травматизма и профессиональных заболеваний.
Возможны следующие влияния вредных факторов на персонал, работающий на сборочном участке:
недостаточная освещенность рабочей зоны;
отсутствие или недостаток естественного света;
повышенная яркость света;
пониженная контрастность;
повышенная пульсация светового потока;
наличие прямой и отраженной блескости;
неправильное направление света;
неравномерное распределение яркости.
Действие данных факторов вызывает быструю утомляемость и снижение производительности труда, в перспективе может привести к частичной потере зрения.
Условия зрительной работы на операции "пайка":
минимальные различимые объекты (объект различения) - расстояние между печатными проводниками ![]() ;
;
фон средний;
контраст объекта с фоном средний.
Освещение производственных помещений регламентируется СНиП 23-05-95.
Освещение рабочих мест при операции "пайка" (разряд 2в):
в светлое время суток - совмещенное боковое;
в темное время суток - искусственное комбинированное.
Мероприятия по ограничению неблагоприятного воздействия освещения:
использование стационарного освещения (местного);
светильники прямого действия, газоразрядных люминесцентных ламп дневного света;
использование осветительной арматуры, предохраняющей глаза от яркости (экраны);
рациональное оборудование рабочего места осветительными приборами (правильный выбор защитного угла светильника);
использование солнцезащитных устройств.
4.1.5 Обеспечение заданного уровня чистоты воздуха рабочего места монтажника РЭА при выполнении работ
При изготовлении ЯМУ МПС осуществляется монтаж радиоэлементов с помощью пайки свинцовосодержащим припоем (ПОС-61), а так же лакирование.
В технологическом процессе пайки применяются припой оловянно свинцовый ПОС-61.
С целью повышения качества пайки радиоэлементов используются флюсы. Они необходимы для удаления окислов с поверхности монтажных выводов радиоэлементов.
Количество свинца, выделяемого при пайке припоем ПОС - 61, паяльником мощностью до 60 Вт составляет 0,02-0,04 мг/100 паек (Санитарные правила организации процессов пайки мелких изделий сплавами содержащих свинец N 952-72), а так как предельно-допустимая концентрация составляет 0.01мг/м3 (ГОСТ 12.1 005-88. ССБТ), то рабочее место пайки требуется оборудовать местной вытяжной вентиляцией.
Для предотвращения ожогов и загрязнения свинцом кожи рук рабочих выделяют салфетки для удаления лишнего припоя с жала паяльника, а так же пинцеты для поддерживания припаиваемого элемента.
Для обеспечения безопасных условий труда необходимо провести технические и организационные мероприятия:
помещение оборудовать местной вытяжной вентиляцией;
использовать средства индивидуальной защиты (спецодежду, защитные очки);
обеспечить работающих пинцетами для поддержания припаиваемого вывода, провода или других элементов;
Произведем расчет вытяжного зонта для рабочего места монтажника РЭА с целью улучшения вентиляции.
Расчет вытяжного зонта
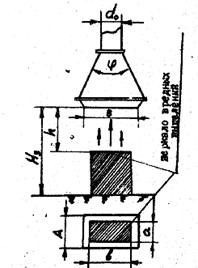
Рис.3. Чертеж вытяжного зонта
Дано: Максимальное количество вредных выделений не превышает 100 м3 /час. Доля фракций размером более 10 мкм составляет более 50% по массе. Начальная концентрация вредных выделений Сн=0.09 мг/м3. Максимально разовая предельно допустимая концентрация их в атмосфере составляет СПДК=0.01 мг/м3. Температура отходящих газов 40°С. Расстояние между зонтом и местом пайки h=0,3м; Размеры и площадь рабочей области F=a*b=0,3м*0,3м=0,09м2. Скорость всасывания в рабочее отверстие вытяжного зонта для паров свинца 1,5 м/с. Определить геометрические размеры вытяжного зонта круглого сечения Dз, количество удаляемого воздуха L.
Расчет геометрических размеров зонта:
Диаметр сечения зонта определяется по формуле
![]() 0,3+0,8·0,3=0,54м
0,3+0,8·0,3=0,54м
Количество удаляемого воздуха:
L = F*V = 0,09·1,5 = 0,135м3/c=486м3/ч
В результате расчета получили, что расход воздуха через местную вытяжную систему превышает объем загрязненного воздуха, что свидетельствует об эффективности данного способа удаления вредных веществ из рабочей зоны монтажника.
4.2 Обеспечение охраны окружающей среды при изготовлении ячейки модуля управления мультиплексором передачи сигналов
Сборочно-монтажный процесс характеризуются следующими вредными факторами, воздействующими на окружающую среду при выполнении перечисленных работ:
Образование жидких отходов
Образование паров токсичных веществ
Образование аэрозолей свинца
4.2.1 Оценка защиты окружающей среды от загрязнения жидкими производственными отходами
Процесс расконсервации печатных плат сопровождается процессом их промывки в спирто-нефрасовой смеси. После промывки печатных плат образуется смесь, состоящая из консервирующего флюса и спирто-нефрасовой смеси. При попадании жидких отходов без очистки в окружающую среду (водоем, река) происходит отравление местной флоры и фауны вредными веществами. Отравление флоры и фауны оказывает влияние на здоровье человека.
Концентрация вредных веществ в воде должна соответствовать ГН 2.1.5 1316-03 "Ориентировочные допустимые уровни (ОДУ) химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования".
Для предотвращения загрязнения водной среды жидкими производственными отходами необходимо:
Использование оборудования для очистки или нейтрализации жидких производственных отходов.
4.2.2 Оценка защиты окружающей среды от загрязнения парами кислот и щелочей
Сборочно-монтажный процесс сопровождается использованием флюсов и канифолей, флюсы и канифоли содержат в своем составе кислоты или щелочи.
Попадание паров кислот и щелочей в атмосферу приводит как к загрязнению атмосферы так и комплексному загрязнению окружающей среды.
Концентрация вредных веществ в атмосферном воздухе должна соответствовать СанПиН 2.2.4 1294-03 "Гигиенические требования к аэроионному составу воздуха производственных и общественных помещений"
Для предотвращения загрязнения атмосферного воздуха парами щелочей и кислот необходимо:
Использование местной вытяжной вентиляции
Использование сухих и влажных фильтров, устойчивых к воздействию агрессивных сред
4.2.3 Оценка защиты окружающей среды от загрязнения парами токсичных веществ
Сборочно-монтажный процесс сопровождается использованием лакокрасочных веществ. На завершающем этапе монтажа ЭРЭ происходит покрытие печатной платы лаком УР - 231.9/1.2 ТУ6-21-14-90.
Лак УР - 231 в своем составе имеет феноформальдегидные смолы и другие консерванты. При его использовании он смешивается с ацетоном. Попадание вышеописанных веществ в воздух при их испарении приводит к загрязнению атмосферы.
Концентрация вредных веществ в атмосферном воздухе должна соответствовать СанПиН 2.2.4 1294-03 "Гигиенические требования к аэроионному составу воздуха производственных и общественных помещений"
Для предотвращения загрязнения атмосферного воздуха парами токсичных веществ необходимо:
Использование местной вытяжной вентиляции
Использование различного рода фильтров, способных улавливать пары органических растворителей и консервантов.
Расчет фильтра сухой очистки
Исходные данные:
| Вид пыли | Эпоксидный лак УР-231 |
| Расход очищаемого газа, Vn, м3/ч | 3000 |
| Температура газа, t, 0С | 20 |
| Концентрация пыли, Свх, г/м3 | 5,3 |
| Плотность частиц пыли, ρ, кг/м3 | 1390 |
| Медианный диаметр частиц пыли, dm, мкм | 40 |
| Концентрация пыли в очищенном газе, Свых, мг/м3 | <10 |
Морфология частиц пыли: частицы неправильной формы с острыми гранями, в проходящем свете блестящие.
Определение удельной газовой нагрузки в рукавном фильтре.
![]()
qн - нормативная удельная нагрузка, зависящая от вида пыли и её склонности к агломерации (определяется по таблицам из справочников), qн = 1,7 смолы сухие, т.к лак на основе эпоксидной смолы;
С1 - коэффициент, характеризующий особенность регенерации фильтровальных элементов, С1 = 1 т.к используется базовый вариант (импульсная продувка сжатым воздухом);
С2 - коэффициент, учитывающий влияние концентрации пыли на удельную газовую нагрузку, определяется по рисунку 4, С2= 1,03;
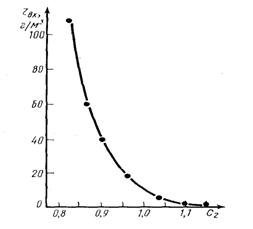
Рис.4. Зависимость концентрации С2 от концентрации пыли.
С3 - коэффициент, учитывающий влияние дисперсного состава пыли в газе (определяется по таблице 8), С3 = 1;
Таблица 8. Значение коэффициента С3

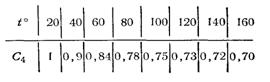
С4 - коэффициент, учитывающий влияние температуры газа (определяется по табл.9), С4= 1;
Таблица 9. Значение коэффициента С4
С5 - коэффициент, учитывающий требования к качеству очистки. В нашем случае концентрация пыли в очищенных газах не должна превышать 10 мг/м3, поэтому принимаем С5= 0,95.
![]() (м3/м2 мин),
(м3/м2 мин), 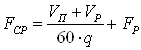 .
.
Для фильтров с импульсной продувкой, в связи с кратковременностью процесса регенерации, поверхностью фильтра выключаемой на время регенерации, и объёмом газа, расходуемого на обратную продувку, можно пренебречь.
![]() -
-
По полученному результату выбираем модель ФРКИ-30ВР. Так как ФРКИ-30ВР предназначен для улавливания полимерных лаков в технологической установке окраски изделий.
Определяем гидравлическое сопротивление фильтровальной перегородки:
![]() , где
, где
![]() - динамическая вязкость газа,
- динамическая вязкость газа, ![]() = 18
= 18 ![]() 10-6 (Па
10-6 (Па![]() с);
с);
![]() - концентрация пыли на входе в фильтр,
- концентрация пыли на входе в фильтр, ![]() = 5,3 (г/м3) = 0,0053 (кг/м3);
= 5,3 (г/м3) = 0,0053 (кг/м3);
w - скорость фильтрования, w = 2 (м/мин) = 0,033 (м/сек);
K1- параметр сопротивления слоя пыли, К1= 16 ![]() 10-9 (м/кг);
10-9 (м/кг);
Кп - коэффициент, характеризующий сопротивление фильтровальной перегородки, Кп = 500![]() 106 (м-1).
106 (м-1).
![]() - длительность цикла фильтрования
- длительность цикла фильтрования ![]() , т.к импульсная продувка;
, т.к импульсная продувка;
![]() т.к. ламинарное движение;
т.к. ламинарное движение;
![]() (Па)
(Па)
Гидравлическое сопротивление корпуса аппарата
 ,
,
где ![]() - плотность воздуха, кг/м3 при температуре, равной 20°С
- плотность воздуха, кг/м3 при температуре, равной 20°С ![]() кг/м3;
кг/м3;
![]() - коэффициент гидравлического сопротивления корпуса,
- коэффициент гидравлического сопротивления корпуса, ![]() = 1,75.
= 1,75.
 ,
,
где Sвх - площадь входного патрубка, м2.
 (Па).
(Па).
Общее гидравлическое сопротивление фильтра:
![]() (Па)
(Па)
Определяем мощность электродвигателя вентилятора:
 ,
,
где ![]() = 0,75 - КПД вентилятора,
= 0,75 - КПД вентилятора, ![]() = 0,7÷0,8;
= 0,7÷0,8;
![]() = 0,93 - КПД передачи,
= 0,93 - КПД передачи, ![]() = 0,92÷0,95 (для клино-переменной);
= 0,92÷0,95 (для клино-переменной);
![]() - коэффициент запаса;
- коэффициент запаса;
 (Вт),
(Вт), ![]()
Исходя из расхода газа и общего сопротивления установки, по каталогу и техническим характеристикам выбираем вентилятор низкого и среднего давления ВЦ-14-46-3,15Р с двигателем АИМ80В4.
Мощность 1,5 кВт
Частота вращения двигателя, синхронная, об/мин - 1500
Производительность 2,2-3,8·103 м3/ч
Полное давление 760-875 Па
Масса 4 кг
4.2.4 Обеспечение защиты окружающей среды от загрязнения парами тяжелых металлов
Сборочно-монтажный процесс сопровождается использованием различных припоев, которые в своем составе имеют тяжелые металлы, такие как: свинец, цинк.
Попадание паров тяжелых металлов в атмосферу приводит как к загрязнению атмосферы, так и комплексному загрязнению окружающей среды; выпадающие осадки переносят тяжелые металлы в землю, водоемы реки, вызывая их сильное загрязнение.
Концентрация паров тяжелых металлов в атмосферном воздухе должна соответствовать СанПиН 2.2.4 1294-03 "Гигиенические требования к аэроионному составу воздуха производственных и общественных помещений", концентрация тяжелых металлов в воде должна соответствовать ГН 2.1.5 1316-03 "Ориентировочные допустимые уровни (ОДУ) химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования".
Для предупреждения загрязнения окружающей среды тяжелыми металлами необходимо:
Использование местной вытяжной вентиляции
Использование сухих и влажных фильтров, устойчивых к воздействию агрессивных сред
Выводы
В данном разделе дипломного проекта дана оценка технологии изготовления ячейки модуля управления мультиплексором передачи сигналов с точки зрения безопасности жизнедеятельности рабочего и обслуживающего персонала, а также безопасности окружающей среды. Выполнен расчет параметров вытяжного зонта для участка лакокрасочного покрытия, а также расчет фильтра сухой очистки типа ФРКИ-30ВР для защиты окружающей среды от токсичных паров.
5. Организационно-экономическая часть
5.1 Технико-экономическое обоснование
В дипломном проекте разработана ячейка модуля управления мультиплексором передачи сигналов (ЯМУ МПС), входящая в состав аппаратуры построения сетей связи, обеспечивающих передачу информации в системе "Монолит-АС".
Схема разработанной ячейки выполнена на современной элементной базе, с применением современных микросхем и микроконтроллеров.
Использование новой элементной базы имеет следующие преимущества:
применение микроконтроллера М1810ВМ86 позволило заменить множество микросхем;
уменьшение массогабаритных параметров всего модуля, что является существенным показателем для военной аппаратуры;
модуль выполнен на одной печатной плате;
модуль решает задачи, для выполнения которых в предшествующей модели использовались несколько плат (для базы сравнения выбрана плата КП51);
увеличение надежности изделия;
уменьшение себестоимости изделия за счет применения современного оборудования, сокращения расхода на материалы и энергоресурсы;
Таким образом, сфера получения эффекта - сфера производства.
5.2 Анализ технологичности ячейки модуля управления МПС
Повышение технологичности конструкции ведет к уменьшению себестоимости изделия.
Рассчитаем коэффициент унификации для ЯМУ МПС:
Для разработанного изделия имеем следующие данные:
Nст = 100; Nз =22; Nобщ =122, где
Nст - количество стандартных деталей
Nз - количество заимствованных деталей
Nобщ - общее количество деталей в изделии
Коэффициенты для разработанного изделия:
Коэффициент стандартизации:
Кст = Nст /Nобщ =100/122 = 0,81, где
Коэффициент преемственности:
Кпреем = Nз / Nобщ = 22 /122 = 0,18
Коэффициент унификации:
Кун = Кст+ Кпреем= 0,81 + 0,18 = 0,99
Так как Кун = 0,99 > 0,7, следовательно, изделие технологично.
5.3 Расчет предпроизводственных затрат ЯМУ МПС
Расчет трудоемкости разработки прибора сведем в таблицу 10.
Таблица 10. Расчет трудоемкости разработки ЯМУ МПС:
| Профиль специалистов | Кол-во занятых специалистов | Сроки выполнения, мес. | Кол-во, ч-м |
| 1. Разработчики | 1 | 4 | 4 |
| 2. Конструкторы | 1 | 3 | 3 |
| 3. Технологи | 1 | 2 | 2 |
Итого: Т = 9 ч-м
Расчет стоимости 1 ч-м, в руб.
Стоимость 1 ч-м вычисляется следующим образом:
Счм= Зосн + Здоп + Знач + Знр
По состоянию на 2009г. на предприятии - изготовителе ОАО "СКТБР" приняты следующие показатели:
· средняя заработная плата составляет:
Зосн = 9300 руб.
· дополнительная зарплата составляет 21% от средней заработной платы:
Здоп= Зосн · 0,21 = 1953 руб.
Таким образом, среднемесячный фонд зарплаты на ОАО "СКТБР" составляет:
ФЗП= Здоп+ Зосн =9300+1953=11253 руб.
· отчисления на социальное страхование составляют 26,6% от
(Зосн+Здоп): Знач = (Зосн+Здоп) · 0,266 = 2993,3 руб.
· накладные расходы составляют 245% от Зосн:
Знр = Зосн · 2,45 =9300·2,5= 22785 руб.
В итоге стоимость одного ч-м составит:
Счм = 9300 + 1953 +2993,3 +22785 =37031,3 руб.
Тогда стоимость разработки ЯМУ МПС составляет:
КПР = Счм · Т = 37031,3 · 9 =333281,7 руб.
где Т - общее количество ч-м.
5.4 Расчет себестоимости ЯМУ МПС
Расчет производится по калькуляционным статьям расходов.
Расчет стоимости основных и вспомогательных материалов.
Таблица 11. Стоимость основных и вспомогательных материалов
| Наименование материала | Норма расхода, кг, м | Цена 1 кг, руб. | Сумма, руб. |
| Припой ПОС - 61 | 0,1 кг | 230,00 | 23 |
| Спирт этиловый технический | 0,015 кг | 58,00 | 0,87 |
| Канифоль | 0,015 кг | 85,79 | 1,28 |
| Краска МКЭ (черная) | 0,03 кг | 160,11 | 4,803 |
| Лак УР-231 | 0,1 | 208,25 | 20,825 |
| Нефрас | 0,01 кг | 48,4 | 4,84 |
| Проволока ММ0,5 ТУ16. К71-08790 | 0,1 м | 210,26 | 21,026 |
| Прочая продукция (моющие средства, вата, бумага и т.д.) | 0,4 кг | 60,00 | 24 |
| Итого: | 100,644 | ||
Расчет стоимости покупных и комплектующих изделий.
Таблица 12. Стоимость покупных комплектующих изделий разрабатываемой ячейки.
| Наименование изделия | Цена, руб. | Количество, шт. | Сумма, руб. |
| Конденсаторы | |||
| К10-17с-б-М47-22пФ±10% | 0,29 | 1 | 0,29 |
| К10-17с-б-М47-150пФ±10% | 0,01 | 1 | 0,01 |
| К10-17с-б-Н90-0,15мкФ±10% | 0,01 | 39 | 0,39 |
| К53-18-16В-6,8мкФ±20% | 0,02 | 1 | 0,02 |
| К53-18-16В-68мкФ±20% | 0,035 | 2 | 0,07 |
| Микросхемы | |||
| 533ЛА13 | 25 | 1 | 25 |
| 533ЛЛ1 | 18,7 | 1 | 18,7 |
| 580ВА86 | 9,77 | 6 | 58,62 |
| 580ВИ53 | 23 | 1 | 23 |
| 580ИР82 | 3,9 | 3 | 11,7 |
| 1533АП5 | 4,7 | 3 | 14,1 |
| 1533ИД7 | 5,95 | 1 | 5,95 |
| 1533ЛА2 | 18 | 1 | 18 |
| 1533ЛА3 | 16,43 | 1 | 16,43 |
| 1533ЛА4 | 13,70 | 1 | 13,70 |
| 1533ЛЕ1 | 17,28 | 1 | 17,28 |
| 1533ЛИ1 | 4,7 | 1 | 4,7 |
| 1533ЛН1 | 3,7 | 2 | 7,4 |
| 1533ТМ2 | 14,96 | 3 | 44,88 |
| М1810ВГ88 | 72,76 | 1 | 72,76 |
| М1810ВМ86 | 477,99 | 1 | 477,99 |
| М1810ВН59А | 42,90 | 1 | 42,90 |
| М1810ГФ84 | 103,92 | 1 | 103,92 |
| СУМ | 977,81 | ||
| Резисторы | |||
| С2-33Н-0,125-30 Ом±5% | 0,1 | 10 | 1 |
| С2-33Н-0,125-100 Ом±5% | 0,51 | 1 | 0,51 |
| С2-33Н-0,125-330 Ом±5% | 0,4 | 1 | 0,4 |
| С2-33Н-0,125-390 Ом±5% | 0,89 | 2 | 1,78 |
| С2-33Н-0,125-510 Ом±5% | 0,64 | 2 | 1,28 |
| С2-33Н-0,125-1 кОм±5% | 0,41 | 1 | 0,41 |
| С2-33Н-0,125-4,7 кОм±5% | 0,58 | 5 | 2,9 |
| С2-33Н-0,125-51 кОм±5% | 1,86 | 1 | 1,86 |
| Резонатор кварцевый | |||
| К1-12-ГП-12288К | 17,35 | 1 | 17,35 |
| Разъёмы | |||
| СНП34-135/132*9,4Р-22-В | 2,7 | 1 | 2,7 |
| Прочее | |||
| Винт ВМ2.5-6g-14.36.013 | 1,5 | 2 | 3,0 |
| Гайка 2М2.5-6Н.04.013 | 0,7 | 2 | 1,4 |
| Шайба А2,5.04.013 | 0,3 | 2 | 0,6 |
| Плата печатная | 107,56 | 1 | 107,56 |
| ИТОГО: |
|
| 1120,56 |
Расчет транспортно-заготовительных расходов.
Транспортно-заготовительные расходы составляют 5,0% от суммы Сосн. м и Спок.
Для прибора транспортно-заготовительные расходы равны:
![]() .
.
Расчет возвратных отходов.
Составляют 1,5% от расходов на сырье и материалы.
![]()
Итого материальные затраты
![]()
![]()
Расходы на основную заработную плату производственных рабочих.
Таблица 13. Стоимости выполнения работ при производстве ЯМУ МПС
| Виды работ | Сред. Разряд работ | Тарифная ставка, руб/час. | Трудоем-кость, н-час | Сумма, руб. |
| Комплектовочные | 3 | 37 | 0,7 | 25,9 |
| Печатный монтаж | 4 | 64,5 | 0,9 | 58,05 |
| Лакокрасочные | 3 | 57,8 | 0,7 | 40,46 |
| Сборочно-монтажные | 4 | 60 | 0,5 | 30 |
| Настроечно-регулировочные | 5 | 50 | 1,1 | 55 |
| Итого: | 209,41 | |||
Расходы на дополнительную заработную плату производственных рабочих.
Включает в себя такие статьи расходов как: работа ночью, сверхурочная работа, обучение вновь прибывших рабочих и прочее.
Дополнительная заработная плата составляет 21% от основной заработной платы:
![]()
Расходы по начислениям на зарплату
Составляют 26,6% от суммы ![]() .
.
![]()
Расходы по содержанию и эксплуатации оборудования

где ![]() - коэффициент расходов по содержанию и эксплуатации оборудования
- коэффициент расходов по содержанию и эксплуатации оборудования
![]() - основная заработная плата производственных рабочих, руб
- основная заработная плата производственных рабочих, руб
На ОАО "СКТБР" ![]() принят равным 125%
принят равным 125%
Цеховые накладные расходы

где ![]() - коэффициент цеховых накладных расходов,
- коэффициент цеховых накладных расходов, ![]() - основная заработная плата производственных рабочих, руб
- основная заработная плата производственных рабочих, руб
На ОАО "СКТБР" ![]() принят равным 163%
принят равным 163%
ИТОГО: цеховая себестоимость

где ![]() - материальные затраты, руб
- материальные затраты, руб
![]() - основная заработная плата производственных рабочих, руб
- основная заработная плата производственных рабочих, руб
![]() - дополнительная заработная плата производственных рабочих, руб
- дополнительная заработная плата производственных рабочих, руб
![]() - начисления на заработную плату, руб
- начисления на заработную плату, руб
![]() - расходы по содержанию и эксплуатации оборудования, руб
- расходы по содержанию и эксплуатации оборудования, руб
![]() - Цеховые накладные расходы, руб
- Цеховые накладные расходы, руб
Заводские накладные расходы
Заводские накладные расходы рассчитываются как:

где ![]() - коэффициент заводских накладных расходов,
- коэффициент заводских накладных расходов, ![]() - основная заработная плата производственных рабочих, руб. На ОАО "СКТБР"
- основная заработная плата производственных рабочих, руб. На ОАО "СКТБР" ![]() принят равным 20%. ИТОГО: заводская себестоимость
принят равным 20%. ИТОГО: заводская себестоимость
![]()
Внепроизводственные расходы. Внепроизводственные расходы на ОАО "СКТБР" приняты в размере 15% от заводской себестоимости
![]()
ИТОГО: коммерческая себестоимость
![]() ,
,
где ![]() - заводская себестоимость, руб;
- заводская себестоимость, руб; ![]() - внепроизводственные расходы, руб
- внепроизводственные расходы, руб
Таблица 14. Калькуляция себестоимости изделия
| № п/п | Статья затрат | Сумма, руб |
| 1. | Основные материалы и сырье | 100,644 |
| 2. | Покупные полуфабрикаты и покупные изделия | 1120,56 |
| 3. | Транспортно-заготовительные расходы | 61,06 |
| 4. | Отходы возвратные | 1,51 |
| ИТОГО: материальные затраты | 1280,75 | |
| 5. | Основная заработная плата производственных рабочих | 209,41 |
| 6. | Дополнительная заработная плата производственных рабочих | 43,97 |
| 7. | Начисления на заработную плату | 67,39 |
| 8. | Расходы по содержанию и эксплуатации оборудования | 261,76 |
| 9. | Цеховые накладные расходы | 341,34 |
| ИТОГО: цеховая себестоимость | 2204,62 | |
| 10. | Заводские накладные расходы | 41,88 |
| ИТОГО: заводская себестоимость | 2246,5 | |
| 11. | Внепроизводственные расходы | 336,97 |
| ИТОГО: коммерческая себестоимость | 2583,47 | |
Интегральный экономический эффект ![]() . рассчитывается по следующей формуле:
. рассчитывается по следующей формуле: ![]() ,
,
где ![]() - интегральный результат.
- интегральный результат.
![]() - интегральные затраты.
- интегральные затраты.
![]() ,
,
где ![]() - себестоимость аналога и разрабатываемого изделия; NИЗД - программа выпуска изделий; ТСЛ - срок службы изделия с учетом морального старения равен 5 лет. Затраты на проектирование модуля составляют:
- себестоимость аналога и разрабатываемого изделия; NИЗД - программа выпуска изделий; ТСЛ - срок службы изделия с учетом морального старения равен 5 лет. Затраты на проектирование модуля составляют:
ЗИНТ=КПР=333281,7 руб.
Себестоимость разрабатываемого модуля составляет:
КРАЗ = 2583,47 руб.
Себестоимость модуля аналога (КП51) составляет: КАН = 3175,53 руб. (значение получено на базовом предприятии). Программа выпуска по изделиям составляет: NИЗД =140 шт. в год. Определяем интегральный экономический эффект (итог записан в рублях.):
![]() ,
,![]()
5.6 Вывод
Наличие интегрального экономического эффекта в размере 81160 руб., полученного за счет сокращения затрат в сфере производства доказывает целесообразность разработки и внедрения ячейки модуля управления мультиплексора передачи сигналов.
Заключение
Результатом дипломного проектирования является разработка субблока модуля управления мультиплексора передачи сигналов, предназначенного для обеспечения передачи информации в системе "Монолит-АС".
В исследовательской части расчетно-пояснительной записки приведен сравнительный анализ признаков разрабатываемого технического объекта (субблок модуля управления МПС) с признаками аналогов. На основе анализа сделаны выводы о достоинствах и недостатках аналогов, выбран прототип разрабатываемому изделию, приведено обоснование выбора элементной базы.
На этапе схемотехнического проектирования проанализирован и обоснован принцип построения функциональных узлов и выбор элементной базы, выполнены расчеты по воздействию вибрации и удара на субблок, расчет надежности. Данные расчеты показали, что субблок удовлетворяет всем требованиям по надежности, ударо- и вибропрочности.
В технологической части приведен технологический процесс сборки субблока, проведена аттестация технологического процесса, перечислен перечень параметров, по которым производится настройка, указаны меры безопасности, требования к рабочему месту, приведены методы настройки и контроля.
В разделе "Охрана труда и окружающей среды" дается характеристика опасных и вредных факторов на рабочем месте монтажника, приведен расчет параметров вытяжного зонта для участка лакокрасочного покрытия, проведена оценка источников экологического загрязнения предприятия.
В экономической части расчетно-пояснительной записки был произведен расчет экономической эффективности введения в производство данного субблока. Этот расчет показал значительное снижение затрат по сравнению с производством аналога, которое составило 81160 руб.
Список литературы
1. Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. Т.1. - 5-е изд., перераб. И доп. - М.: Машиностроение, 1980. - 728 с.
2. Боровиков С.М. Теоретические основы конструирования, технологии и надежности. - Мн.: Дизайн ПРО, 1998. - 336 с., ил.
3. “Конструкторско-технологическое проектирование электронной аппаратуры” под ред. В.А. Шахнова. Москва. Издательство МГТУ имени Н.Э. Баумана 2002.
4. Проектирование конструкций радиоэлектронной аппаратуры: Учеб. Пособие для вузов / Е.М. Парфенов, Э.Н. Камышная, В.П. Усачев. - М: Радио и связь, 1989. - 272 с.: ил.
5. Тимонин А.С. Инженерно-экологический справочник. Т.1. - Калуга: Издательство Н. Бочкаревой, 2003. - 917 с.
6. Мазус М.Г., Мальгин А.Д., Моргулис М.Л. Фильтры для улавливания промышленных пылей. - М.: Машиностроение, 1985. - 240 с.
7. Тимонин А.С. Основы конструирования и расчета химико-технологического и природоохранного оборудования: Справочник. Т.3. - Калуга: Издательство Н. Бочкаревой, 2002. - 968 с.
8. Комплексная оценка экономического эффекта мероприятий направленных на ускорение научно-технологического прогресса. Москва, 1979 г.
9. Ненашев А.П. Конструирование радиоэлектронных средств: Учеб. Для радиотехнич. Спец. Вузов - М.: Высш. Шк., 1990. - 432 с.: ил.
10. Охрана труда в радиоэлектронной промышленности / Под ред. С.П. Павлова. - М.: Радио и связь, 1985. - 201 с.
11. Уваров А.С. PCAD 2002 и SPECCTRA. Разработка печатных плат - М.: СОЛОН-Пресс, 2003. - 544с.: ил. - (Серия "Системы проектирования").
0 комментариев