Функции, составные элементы и типы АСС
Автоматизированные складские системы ГПС совместно с транспортным оборудованием предназначены для выполнения следующих функций: приема с внутризаводского или внутрицехового транспорта сырья, материалов, заготовок, инструментов, пустой тары и их временного складирования; выдачи этих грузов по заранее предусмотренному графику, порядку или на основании команд приема от транспортной системы ГПС готовых изделий, отходов производства бракованной продукции и их временного хранения; выдачи на внутризаводской или внутрицеховой транспорт этих грузов по командам или по мере подхода транспортных средств.
В состав АСС входят следующие составные элементы: стеллажные конструкции, автоматические штабелирующие машины, транспортно-складская тара, устройства для перегрузки тары со штабелирующей машины на накопитель, устройства для передачи тары с накопителя на транспортную систему ГПС; технические средства управления складами.
АСС, расположенные в зоне ГПМ и входящие в состав ГПС, могут состоять из различного набора перечисленных элементов.
АСС для ГПС характеризуются различными признаками: типом конструкции стеллажей и штабелирующих машин; объемом и размерами склада; выполняемыми функциями; типами и параметрами складской тары; расположением участков приема и выдачи грузов по отношению к зоне хранения, уровнем и техническими средствами автоматизации и др.
Конструктивно АСС подразделяются на ряд видов:
с клеточными стеллажами и автоматическим стеллажным краном-штабелером;
с клеточными стеллажами и автоматическим мостовым краном-штабелером;
с гравитационными стеллажами и автоматическими стеллажными кранами-штабелерами (каретками-операторами);
с автоматическими элеваторными стеллажами;
с автоматической подвеской;
автоматический кассетного типа;
автоматический подвесной в сочетании с подвесным толкающим конвейером и с автоматическим адресованием грузов.
Схемы основных типов стеллажных складов с автоматическими стеллажными кранами-штабелерами (тип 1) приведены на рис.1, а, с автоматическими мостовыми кранами-штабелерами (тип 2) на рис.1, б. Наибольшее распространение получили автоматические склады типа 1, так как они имеют высокую производительность и занимают мало места. Недостаток складов состоит в том, что грузоподъемность одной секции невелика и для достижения достаточной вместимости требуется сооружение длинных стеллажей, что не всегда приемлемо.
Автоматические склады с гравитационными стеллажами тип 3. рис 1, в) используются в тех случаях, когда при незначительной номенклатуре грузов требуются сравнительно большие их запасы.
Склады с механизированными и автоматизированными элеваторными стеллажами (тип 4 рис.1, г) целесообразно применять при малых грузопотоках небольших сроках и запасах хранения, грузов и малых размерах самих деталей и изделий.
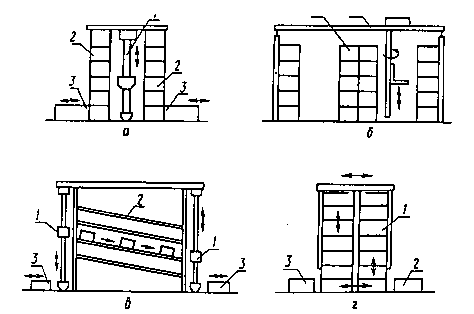
Рис.1 - Типовые схемы АСС: а - с автоматическим стеллажным краном-штабелером 1, стеллажом 2 и накопителями 3; б - с автоматическим мостовым краном-штабелером 1 и стеллажами 2; в - с гравитационными стеллажами 2, автоматическими каретками 1 и перегрузочными устройствами 3; г - с элеваторными стеллажами 1 и перегрузочными устройствами 2,3.
Оборудование АСС
Оборудование АСС включает в свои состав: складскую тару (поддоны, кассеты), стеллажи, краны-штабелеры, транспортирующие и перегрузочные устройства.
Технические, экономические, организационные и другие требования к оборудованию АСС и технологии складирования формируются так, чтобы обеспечить следующие характеристики АСС:
высокие технико-экономические показатели;
приспособленность оборудования к переработке заданной номенклатуры грузов;
четкое и надежное взаимодействие оборудования АСС и внешних коммуникации;
высокую надежность устройств автоматики и АСС в целом;
простоту технического обслуживания АСС при эксплуатации и ремонте;
обеспечение условий техники безопасности и охраны труда;
возможность управления АСС в ручном, автоматизированном и автоматическом режимах;
простота монтажа с необходимой точностью, демонтажа и установки АСС на новом месте.
Складская тара должна удовлетворять требованиям безопасности труда, обеспечивать необходимый запас прочности, не иметь режущих и колющих кромок и заусениц, быть удобной и доступной для очистки и дезинфекции. Конструкция поддонов (кассет) должна быть приспособленной к наиболее полному использованию объема склада.
Точность изготовления и монтажа поддона должна обеспечивать остановку грузозахвата штабелирующей машины у заданной ячейки по ширине, длине и высоте склада. Поддоны делятся на три группы: ящичные, стоечные и плоские.
Наиболее часто применяются ящичные металлические и пластмассовые поддоны, которые изготавливаются в соответствии с ГОСТ 14861 - 74.
Стеллажи частично изготавливаются в комплекте со стеллажными кранами-штабелерами. Типы, основные параметры и размеры сборно-разборных стеллажей приведены в ГОСТ 14757-76 и ГОСТ 16141-81.
Сборно-разборные унифицированные полочные (каркасные) стеллажи предназначены для складирования грузов в ящичной таре и на поддонах размерами 400X600,800X600 и 1200X800 мм и обслуживаются электропогрузчиками, электроштабелерами и кранами штабелерами мостового типа.
Стеллажи выпускаются с односторонней и двухсторонней компоновкой и состоят из рам, полок, винтовых растяжек и фундаментных болтов.
Стеллажи бесполочные с консольными опорами предназначены для складирования грузов в ящичной таре и на поддонах размером 800 X 600 мм. Он может обслуживаться краном-штабелером, электроштабелером и электропогрузчиком. Стеллаж состоит из рам, балок, винтовых растяжек фундаментных болтов.
Краны-штабелеры. Краны-штабелеры могут выпускаться комплектно со стеллажами и некомплектно. Они могут быть стеллажными и мостовыми.
Перегрузочные устройства.
Перегрузочные устройства предназначены для приема грузов с внутризаводского транспорта на АСС ГПС, а также выдачи груженых поддонов с АСС на транспортную подсистему ГПС или в обратном направлении.
Технические средства перегрузочных устройств включают: стационарные столы с толкателями; передвижные консольные секции; гравитационные роликовые конвейеры; много секционные столы; цепные конвейеры; встроенные в конструкцию перегрузочные устройства накопителей и напольных транспортных конвейеров; накопители, встроенные в конструкцию стеллажей; подъемные столы.
Функции, составные элементы и типы АТС. Классификация и организационно-технологические структуры АТС
Работа автоматического транспорта, накопление грузов и распределение их потоков определяются технико-экономическими характеристиками ГПС, его функциональной направленностью, организационно-техническими параметрами, технологическими планировками и рядом других факторов.
Транспортные связи охватывают грузопотоки на всех уровнях структуры ГПС, включая межцеховые, межучастковые, межоперационные и все элементы перемещений (ориентации, установки, кассетирования и др.).
В связи с этим АТС, обслуживающие ГПС, могут быть разных уровней применения, в том числе межцеховыми, цеховыми и локальными.
Грузопотоки ГПС могут включать большое число взаимопересекающих и разветвленных связей.
Так, только обрабатывающая ячейка ГПС имеет грузопотоки в виде тары, заготовок, инструмента, оснастки, изделий в таре и без тары, отходов, вспомогательных материалов.
Грузопотоки, их связи и мощность определяют технические параметры АТС. Поэтому рассматривают классификацию грузов по транспортно-технологическим характеристикам: массе, форме, способу загрузки, виду и свойствам материала.
В общем случае грузы делятся на следующие основные классы: сыпучие, штучные (длинные и короткомерные, штучно-массовые), газообразные и наливные.
Грузы различаются:
по массе - миниатюрные (до 0,01 кг), легкие (от 0,01 до 0,5 кг), средние (от 0,5 до 16 кг), переходной массы (от 16 до 125 кг), тяжелые (более 125 кг);
по форме - тела вращения, корпусные, дискообразные (плоские и пластинчатые), спицеобразные (длинномерные) и т.д.;
по способу загрузки - в таре, без тары, навалом, ориентированные, кассетированные, в пакетах, в спутниках;
по виду материала - металлические (стальные, из цветных металлов, сплавы), неметаллические (керамические, пластмассовые, стеклянные, деревянные) и т.д.;
по свойствам материала - твердые, хрупкие, пластичные, магнитные.
По организационно-техническим параметрам транспортные потоки делятся
на непрерывные и прерывные, каждый из которых может быть ответвленным, прямоточным, возвратным и обладающим теми и другими признаками.
По объемно-планировочным решениям транспортные средства могут быть горизонтальными, вертикальными и смешанного типов.
В реальной ситуации возможно комбинированное использование непрерывного и периодического перемещений при условии разрыва транспортных средств буферными устройствами накопителя. Функции накопителей выполняют собственные транспортные средства, вспомогательные устройства и тара.
Технические средства АТС включают в свой состав основное и вспомогательное оборудование.
К основному оборудованию относятся конвейерные системы, моно-рсльсовые подвесные дороги, транспортные роботы.
Конвейерные системы (конвейеры) предназначены для непрерывного транспортирования груза. Классификация конвейеров рассмотрена ранее. Наиболее распространенными из них являются ленточный, пластинчатый и подвесной толкающий с автоматическим адресованием.
Ленточные конвейеры предназначены для транспортирования насыпных и штучных грузов в горизонтальном направлении. Конвейеры имеют только плоскую форму рабочей ветви, небольшую мощность и малые скорости привода.
Основой конвейера является гибкая лента из прорезиненной ткани, служащая одновременно тяговым и грузонесущим органом.
Верхняя и нижняя ветви ленты поддерживаются роликовыми парами. Постоянное натяжение ленты обеспечивается винтовыми натяжными устройствами.
Пластинчатые конвейеры предназначены для транспортирования насыпных и пластинчатых грузов при температуре не более 120°С. На конвейерах с усиленным настилом допускается транспортирование отливок и поковок с температурой до 400°С. Пластинчатый конвейер состоит из приводной и натяжной станций, секции ходовой части, привода. Тяговым органом являются две цепи, к которым крепится пластина с бортами, образующие настил. В конструкции конвейера предусмотрена его установка под углом до 30°.
Толкающие конвейеры с автоматическим адресованием являются комплексными автоматическими транспортными линиями, предназначенными для механизации и автоматизации меж - и внутрицехового транспорта, организации автоматизированных подвесных складов и бесперегрузочной доставки грузов.
Конвейеры пригодны для эксплуатации при температуре окружающей среды от минус 10 до плюс 40°С в невзрывоопасных помещениях при отсутствии агрессивных сред.
Ходовая часть конвейера состоит из подвижного состава (тележек), к которому крепится груз, тяговой цепи, грузового пути (со стрелками-ловителями на спусках) и пути цепи. Путь крепится к металлоконструкциям зданий или к отдельным металлоконструкциям.
Конвейер обеспечивает последовательное и параллельное ведение и складирование тележечных сцепов, что позволяет увеличить вместимость складов до 80% при транспортировании длинномерных грузов и значительно сократить длину различных технологических камер (сушки, окраски и др.).
При реализации ГПС механообработки для транспортирования отходов, и прежде всего, стружки, используют скребовые, пластинчатые, пластинчато-игольные конвейеры.
Монорельсовые подвесные дороги применяются для меж - и внутрицеховых грузопотоков. Их положительными качествами по сравнению с конвейерными системами являются:
высокая экономичность;
малое использование производственных площадей;
автоматическое адресование с использованием программного управления; использование более простого устройства для разветвления монорельсовых путей;
возможность сооружения трассы практически в любом месте; удобство обслуживания, благодаря доступности подхода ко всем механизмам и электрооборудованию;
более высокий диапазон скоростей, малые горизонтальные усилия на крепления, использование ездовых балок одновременно для крепления питающих и управляющих подвижных токосъемников (троллеев);
отсутствие необходимости в повышении мощности привода при увеличении числа ходовых тележек; бесшумность хода тележек;
возможность движения тележек одной монорельсовой системы с различными скоростями; малая масса и незначительная строительная высота вследствие применения единого подъездного пути.
В транспортную систему входят: подвижной состав; грузоноситель, включающий грузоподъемный механизм и грузозахватные устройства; путевые устройства; эстакада; средства автоматизации и управления; система электроснабжения.
Монорельс можно крепить непосредственно к несущим частям зданий с применением промежуточных тяг и несущих балок.
Используются две формы подвесных путей: гибкая, позволяющая балке свободно поворачиваться и смещаться, и жесткая, препятствующая повороту и смещению опорного сечения.
Транспортные роботы (ТР) являются универсальным гибким средством реализации межучастковых и межоперационных связей.
Они обладают рядом преимуществ по сравнению с другими средствами: малогабаритностью подвижного состава; большим диапазоном регулирования производительности; автоматическим перемещением; полным освобождением проездов после прохождения транспортного робота для других видов транспорта; автономностью.
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. - К.: ИД "Профессионал", 2004. - 304 с.
2. Автоматизированная подготовка программ для станков с ЧПУ, (Справочник) / Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. - К.: Техника, 1986. - 191 с.
3. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с ЧПУ. Справочник, - Л.: Машиностроение, 1990. - 592 с.
Похожие работы

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...
... ведения технологического процесса. Большой эффект в машиностроении дают гибкие производственные системы (ГПС), состоящие из стыков с числовып программным управлением, автоматизированных складских и транспортных систем, управляемых при помощи ЭВМ. Создание ГПЦ цеха на Днепропетровском электровозостроительном заводе позволило в 3.3 раза повысить производительность труда, высвободить 83 ...
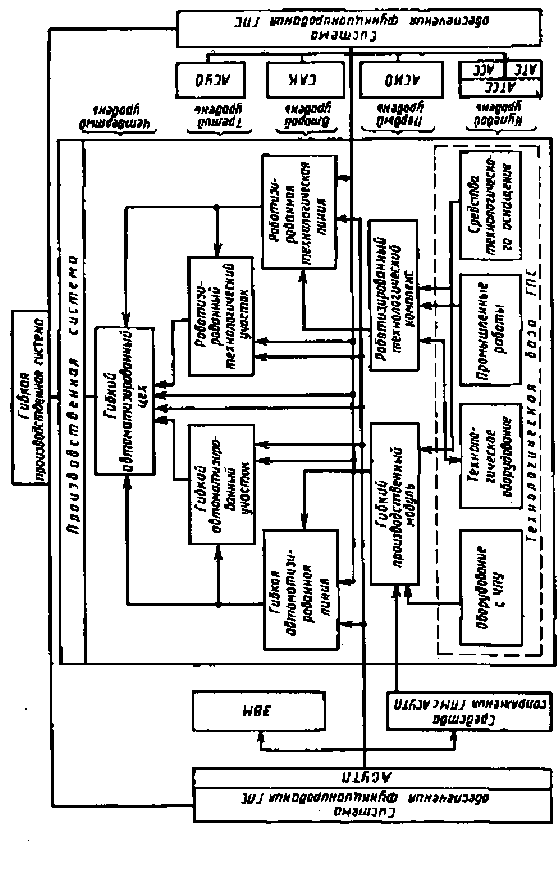
... ; АСИ — автоматизированное испытание изделий. Рис. 1 - Организационные уровни сложности ГПС Список литературы 1. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с. 2. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», ...
... позволяет связывать твёрдотельные модели, сборки или чертежи, созданные с помощью SolidWorks 97, с файлами других приложений, что значительно расширяет возможности автоматизации процесса проектирования. С помощью технологии OLE можно использовать информацию, полученную в других приложениях Windows, для управления моделями и чертежами SolidWorks. Например, размеры модели могут быть рассчитаны в ...
0 комментариев