Навигация
5.3. Вентиляторы.
Длительная нормальная работа электрической машины в значительной мере зависит от интенсивности отвода теплоты от его нагревающихся частей. Условиями охлаждения определяется и нагрузочная способность машины, поскольку повышение температуры нагрева обмоток и других ее частей сверх нормы является главной причиной, ограничивающей мощность машины при длительных и кратковременных нагрузках. Чрезмерные нагревы и большие перепады температуры между отдельными частями машины — основные причины старения и повреждения изоляции. Электрические машины охлаждают литыми, клепаными или сварными вентиляторами.
Вентиляторы, отлитые из алюминиевых сплавов, надежнее клепаных, поскольку у них переходы от диска к лопастям округлены и поэтому обладают повышенной прочностью. Повреждение литого вентилятора происходит не в работе, а чаще всего из-за небрежного обращения при разборке и сборке машины в процессе ремонта.
У клепаных вентиляторов слабым местом являются участки изгиба лопастей, особенно при наличии диска. При реверсировании машины вследствие инерции диска лопасти вентилятора изгибаются то в одном, то в другом направлении, что обычно служит причиной появления трещин и разрушения вентилятора. Если при ремонте машины эти трещины не будут устранены, лопасти вентилятора могут оторваться от диска и повредить обмотки и сердечники машины.
Наиболее частой причиной выхода из строя клепаных вентиляторов является также нарушение прочности клепочных соединений в результате действия на лопасти вибрационных нагрузок. При ремонте клепаных вентиляторов повреждение устраняют дополнительным привариванием лопастей.
В ряде случаев вентиляторы могут оказаться настолько поврежденными, что ремонтировать их невозможно, поэтому изготовляют новые вентиляторы, по возможности улучшая их конструкцию.
Отремонтированные и вновь изготовленные вентиляторы, прежде чем насадить на вал ротора (якоря), проверяют на отсутствие сверхдопустимого биения в осевом и радиальном направлениях. При ремонте и замене вентилятора его центр тяжести может сместиться с оси вращения, вследствие чего нарушится балансировка ротора и машина при работе будет вибрировать.
Причиной смещения центра тяжести может быть различная толщина стенок литых вентиляторов, неодинаковая толщина стальных листов и лопастей клепаных вентиляторов или различная высота сварных швов в сварных вентиляторах.
Перед установкой вентилятора на ротор его балансируют. Для статической балансировки вентилятор надевают на оправку, цилиндрические концы которой устанавливают на горизонтальные линейки. Добавляя балансировочные грузы разной массы, добиваются такого снижения дисбаланса, при котором остановленный в любом положении вентилятор не перекатывается на линейках. Балансировочные грузы надежно закрепляют, чтобы они не оторвались при вращении вентилятора в машине. Если вентилятор не ремонтировался, его при сборке устанавливают в то же положение, в каком он был до разборки. В некоторых машинах для этого имеется специальный штифт, ввернутый в нажимную шайбу ротора, а в диске вентилятора для него просверливают отверстие.
Эффективность работы вентилятора в значительной степени зависит от качества обработки его деталей, вдоль которых проходят струи воздуха. Малейшие неровности и даже выступающие головки заклепок затрудняют движение воздуха и создают завихрения в вентиляционных Каналах.
Вентиляторы нередко повреждаются при небрежной разборке и сборке машины, а также вследствие неправильного хранения роторов и якорей с установленными на них вентиляторами. Во избежание повреждения вентилятора при разборке необходимо соблюдать следующие правила.
Нельзя захватывать съемником тонкий диск вентилятора. Обычно на втулке вентилятора имеются кольцевые углубления для захвата съемником или в ее торце нарезаны отверстия, в которые ввертывают шпильки винтового съемника. При насадке на вал литых алюминиевых вентиляторов нельзя сильно ударять по ним, иначе вентиляторы могут отделиться от стальной втулки. Кроме того, удары передаются подшипникам машины.
Вентиляторы, установленные внутри машины, при разборке остаются на роторе. Вынув ротор из статора, его кладут на специальные стеллажи так, чтобы вентилятор не опирался на верстак и не погнулся. Вентиляторы, предназначенные для наружного обдува статора, снимают при каждой разборке двигателя, иначе нельзя снять подшипниковый щит со стороны вентилятора. Их насаживают на вал с требуемым натягом. От перемещений по валу вентиляторы предохраняют стопорным винтом или разрезной втулкой, которую после насадки вентилятора на вал стягивают болтом. Благодаря этому посадочная поверхность втулки вентилятора при сборке и разборке не изнашивается.
Отремонтированные и вновь изготовленные вентиляторы защищают от коррозии, предварительно покрывая их очищенную поверхность двумя слоями лака.
6.Балансировка роторов, якорей и испытание электрических машин
После ремонта роторы электрических машин в сборе с вентиляторами и другими вращающимися частями подвергают статической или динамической балансировке на специальных балансировочных станках. Эти станки служат для выявления неуравновешенности массы ротора, являющейся основной причиной возникновения вибрации при работе машины. Вибрация, вызванная центробежными силами, достигающими при большой частоте вращения несбалансированного ротора значительных величин, может стать причиной разрушения фундамента и аварийного выхода машины из строя.
Для статической балансировки роторов и якорей служит станок (рис. 12, а), представляющий собой опорную конструкцию из профильной стали и установленными на ней призмами трапециевидной формы. Длина призм должна быть такой, чтобы ротор мог сделать на них не менее двух оборотов.
Ширину рабочей поверхности призм станков для балансировки роторов массой до 1 т принимают равной 3—5 мм. Рабочая поверхность призм должна быть хорошо отшлифована и способна, не деформируясь, выдерживать массу балансируемого ротора.
Статическую балансировку ротора на станке производят в такой последовательности. Ротор укладывают шейками вала на рабочие поверхности призм. При этом ротор, перекатываясь на призмах, займет такое положение, при котором его наиболее тяжелая часть окажется внизу.
Для определения точки окружности, в которой должен быть установлен балансирующий груз, ротор 5—6 раз перекатывают и после каждого останова отвечают мелом нижнюю «тяжелую» точку. После этого на небольшой части окружности ротора окажется пять меловых черточек.
Отметив середину расстояния между крайними меловыми отметками, определяют точку установки уравновешивающего груза: она находится в месте, диаметрально противоположном средней «тяжелой» точке. В этой точке устанавливают уравновешивающий груз, массу которого подбирают опытным путем до тех пор, пока ротор не перестанет перекатываться, будучи оставлен в любом произвольном положении. Правильно сбалансированный ротор после перекатывания в одном и другом направлениях должен во всех положениях находиться в состоянии безразличного равновесия.
При необходимости более полного обнаружения и устранения оставшегося небаланса, окружность ротора делят на шесть равных частей. Затем, укладывая ротор на призмах так, чтобы каждая из отметок поочередно находилась на горизонтальном диаметре, в каждую из шести точек поочередно навешивают небольшие грузы до тех пор, пока ротор не выйдет из состояния покоя. Массы грузов для каждой из шести точек будут различными. Наименьшая масса будет в «тяжелой» точке, наибольшая — в диаметрально противоположной точке ротора.
При статическом методе балансировки уравновешивающий груз устанавливают только на одном торце ротора и таким образом устраняют статический небаланс. Однако этот способ балансировки применим только для коротких роторов и якорей мелких и тихоходных машин. Для уравновешивания масс роторов и якорей крупных электрических машин с большей частотой вращения (более 1000 об/мин) применяют динамическую балансировку, при которой уравновешивающий груз устанавливают на обоих торцах ротора. Это объясняется тем, что при вращении ротора с большой частотой каждый его торец имеет самостоятельное биение, вызванное несбалансированными массами.
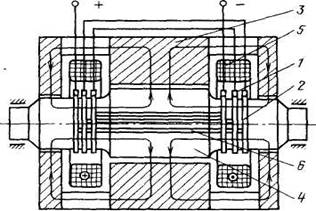
Для динамической балансировки наиболее удобен станок резонансного типа (рис. 12, б), состоящий из двух сварных стоек 1, опорных плит 9 и балансировочных головок. Головки состоят из подшипников 8, сегментов 6 и могут быть закреплены неподвижно болтами 7 либо свободно качаться на сегментах. Балансируемый ротор 2 приводится во вращательное движение электродвигателем 5. Муфта расцепления 4 служит для отсоединения вращающегося ротора от привода в момент балансировки.
Динамическая балансировка роторов состоит из двух операций: измерения первоначальной величины вибрации, дающей представление о размерах неуравновешенности масс ротора; нахождения точки размещения и определения массы уравновешивающего груза для одного из торцов ротора.
При первой операции головки станка закрепляют болтами 7. Ротор электродвигателем приводится во вращение, после чего привод отключают, расцепляя муфту, и освобождают одну из головок станка. Освобожденная головка под действием радиально направленной центробежной силы небаланса раскачивается, что позволяет стрелочным индикатором 3 измерить амплитуду колебания головки. Такое же измерение производят для второй головки.
![]() Вторую операцию выполняют методом «обхода грузом». Разделив обе стороны ротора на шесть равных частей, в каждой точке поочередно закрепляют пробный груз, который должен быть меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебания головки для каждого положения груза. Самым удобным местом размещения груза будет точка, в которой амплитуда колебаний была минимальной.
Вторую операцию выполняют методом «обхода грузом». Разделив обе стороны ротора на шесть равных частей, в каждой точке поочередно закрепляют пробный груз, который должен быть меньше предполагаемого небаланса. Затем описанным выше способом измеряют колебания головки для каждого положения груза. Самым удобным местом размещения груза будет точка, в которой амплитуда колебаний была минимальной.
Массу уравновешивающего груза Q (кг) определяют по формуле:
где Р—масса пробного круга, К0—первоначальная амплитуда колебаний до обхода пробным грузом, К min— минимальная амплитуда колебаний при обходе пробным грузом.
Закончив балансировку одной стороны ротора, таким же способом балансируют вторую сторону. Балансировка, считается удовлетворительной, если центробежная сила оставшейся неуравновешенности не превышает 3% массы ротора. Это условие можно считать выполненным, если амплитуда оставшихся колебаний головки балансировочного станка находится в пределах, определяемых выражением:
![]()
, где Вр— масса балансируемого ротора, т.
После окончания балансировки временно установленный на роторе груз закрепляют. В качестве балансировочного груза используют куски полосовой или квадратной стали. Груз крепят к ротору сваркой или винтами. Крепление груза должно быть надежным, так как недостаточно прочно закрепленный груз может в процессе работы машины оторваться от ротора и стать причиной аварии или несчастного случая. Закрепив груз постоянно, ротор подвергают проверочной балансировке, затем передают в сборочное отделение для сборки машины.
Отремонтированные электрические машины подвергают послеремонтным испытаниям по установленной программе: они должны удовлетворять требованиям, предъявляемым к ней стандартами или ТУ.
На ремонтных предприятиях проводят следующие виды испытаний: контрольные — для определения качества электрооборудования; приемо-сдаточные — при сдаче отремонтированного электрооборудования ремонтным предприятием и приеме заказчиком; типовые, после внесения изменения в конструкцию электрооборудования или технологию его ремонта для оценки целесообразности внесенных изменений. В ремонтной практике чаще всего применяют контрольные и приемо-сдаточные испытания.
Каждую электрическую машину после ремонта вне зависимости от его объема подвергают приемо-сдаточным испытаниям. При испытаниях, выборе измерительных приборов, сборке схемы измерений, подготовке испытуемой электрической машины, установлении методики и норм испытаний, а также для оценки результатов испытаний используют соответствующие стандарты и ресурсы.
Если при ремонте машины не изменена её мощность или частота вращения, после капитального ремонта машину подвергают контрольным испытаниям, а при изменении мощности или частоты вращения – типовым испытаниям.
Список литературы
1. Атабеков В. Б.: «Ремонт электрооборудования промышленных предприятий»: Учеб. Для сред. ПТУ—5-е изд., испр. М.: Высш. Шк., 1985.—175с., ил.— (Профтехобразование)
2. Цейтлин Л. С.: «Электропривод, электрооборудование и основы управления»: Учебник для уч-ся электромеханич. Техн.—М.: Высш.шк., 1985.—192 с., ил.
3. Глазков А. Н., Парфенов А. Н.: «Электрооборудование нефтегазоперерабатывающих заводов». Изд. 3-е, перераб. и доп. М., «Машиностроение», 1976, 328 с.
4. Пиотровский Л.М.: «Электрические машины». Учебник для техникумов. Изд. 7-е, стереотипное. Л., «Энергия», 1974, 504 с. с ил.
Похожие работы
лектрооборудования. Текущий ремонт (ТР) электродвигателей Проводят либо на месте их установки, либо на пункте технического обслуживания, в мастерской и т.д. Текущие ремонты на месте установки электрооборудования выполняют специализированные выездные бригады. В соответствии с ППРЭ в объем текущего ремонта электродвигателя входят: очистка от пыли и грязи, отсоединение от питающих проводов ...
... магнитного пускателя. Реверс мы получаем, изменяя порядок чередования фаз на двигателе или магнитном пускателе. Межремонтное обслуживание электродвигателей. Межремонтное обслуживание обязательно для электрических машин, находящихся в эксплуатации. В порядке производственно- технического обслуживания осуществляют надзор за ...
... напряжения между концами вала осуществляют на работающей машине с помощью вольтметра с малым внутренним сопротивлением, при этом прибор присоединяют непосредственно к концам вала. 3.2. Ремонт синхронных двигателей В соответствии с Правилами технической эксплуатации в системе планово предупредительных ремонтов электрооборудования предусмотрено два вида ремонтов: текущий и капитальный. Текущий ...
... тем же паспортным и техническим данным, что и новое. Для проверки этих данных его подвергают испытаниям по определенной программе. Ремонт силовых трансформаторов. При текущем ремонте трансформаторов производят наружный осмотр трансформатора и всей арматуры: спуск грязи из расширителя; доливку масла (в случае необходимости); проверку маслоуказательных устройств, спускного крана и уплотнений ...
0 комментариев