Технологический
процесс
Выбор напряжения
электрической
сети
Показатели
качества
электроэнергии
Определение
расчетных
электрических
нагрузок
Определение
расчетных
электрических
нагрузок на
высшем (6кВ)
напряжении
Расчетная
нагрузка всего
завода
Определение
количества
и мощности
трансформаторов
Выбор варианта
количества
цеховых трансформаторов
Определение
количества
трансформаторов
в каждом цехе
Выбор схемы
внутреннего
электроснабжения
и ее параметров
Выбор
измерительных
трансформаторов
тока
Релейная
защита и автоматика
Токовая
отсечка
Безопасность
жизнедеятельности
Основы
пожарной безопасности
Расчет защитног
заземления
насосной №2
Молниезащита
насосной
№2
Выбор
кабелей, питающих
щиты освещения
Выбор
схемы питания
осветительной
установки
Экономическая
часть
Монтаж
распределительных
устройств
и подстанций
Навигация
Технологический процесс
Электроснабжение нефтеперерабатывающего завода
141057
знаков
18
таблиц
4
изображения
1 Технологический процесс
Процесс каталитического крекинга является основным процессом переработки вакуумного газойля с целью получения высококачественных компонентов моторных топлив и сырья для нефтехимических процессов.
Вакуумный газойль представляет собой сложную смесь углеводородов, сильно отличающиеся между собой как по химическому составу, так и по физико-механическим свойствам.
Сущность процесса каталитического крекинга основана на расщеплении высокомолекулярных компонентов вакуумного газойля на более мелкие молекулы в присутствии микросферического цеолитсодержащего катализатора при высокой температуре.
Сырье – вакуумный газойль по трубопроводу поступает на установку в буферную емкость.
Из емкости вакуумный газойль подается в межтрубное пространство теплообменника, где нагревается за счет I циркуляционного орошения
Вакуумный газойль после теплообменника направляется в однопоточную трубчатую печь, где нагревается до 2800С. После печи подается в прямоточный реактор, где происходит реакция каталитического крекинга.
Регенерированный катализатор с температурой 670-680 0С по линии регенерированного катализатора поступает из регенератора в основание прямоточного реактора. Вакуумный газойль, нагретый в сырьевой печи, поступает в раздаточный кольцевой коллектор узла ввода сырья и через пять сырьевых форсунок вводится в прямоточный реактор.
Из прямоточного реактора пары продуктов реакции крекинга в смеси с водяным паром и катализатором поступают в разгружающие циклоны реактора. После разделения от отработанного катализатора пары направляются в отстойную зону реактора и затем в доочищающие одноступенчатые высокоэффективные циклоны.
Регенерированный катализатор из кипящего слоя регенератора поступает в узел вывода и далее по линии поступает в прямоточный реактор.
Для аэрации катализатора в линии регенерированного катализатора подается технический воздух.
Узел фракционирования предназначен для отмывки поступающих из реактора паров продуктов крекинга от катализаторной пыли, охлаждения перегретых паров с последующим разделением продуктов крекинга, а также для концентрирования катализатора в шламе, возвращаемом в прямоточный реактор.
Пары продуктов крекинга из реактора по трансферной линии поступают в промывочно-сепарационную секцию основной фракционирующей колонны, оборудованную в нижней части тремя сетчатыми двухпоточными тарелками (33, 34, 35 тарелки). На сетчатых тарелках происходит контакт перегретых и загрязненных катализатором паров, поступающих из реактора. Жидкость с катализаторной пылью с каждой сетчатой тарелки по внутренним переточным трубам поступает в кубовую часть колонны.
Тяжелый газойль в смеси с катализаторной пылью с низа колонны подается в шламоотстойник, в котором происходит отстаивание катализатора. С низа шламоотстойника шлам направляется в прямоточный реактор. Отстоявшийся от катализаторной пыли тяжелый газойль в постоянном количестве возвращается на 33 тарелку колонны, а балансовый избыток по уровню в кубе выводится из цеха после охлаждения в сырьевом теплообменнике , в аппарате воздушного охлаждения и откачивается в товарные резервуары .
Фракция легкого газойля с глухой тарелки 20а колонны боковым погоном выводится в стриппинг.
Пары верха колонны ( углеводородный газ, нестабильный бензин, водяной пар) поступают в конденсаторы-холодильники, водяные доохладители и далее в рефлюксную емкость , где происходит разделение на нестабильный бензин, жирный газ и воду.
Газоразделение предназначено для очистки жирного газа от H2S и CO2 15 % раствором моноэтаноламина, фракционирующей абсорбции жирного газа, повторной абсорбции сухого газа, доочистки сухого газа 15 % раствором моноэтаноламина, стабилизации бензина, разделения “головки” стабилизации на пропан-пропиленовую и бутан-бутиленовую фракции.
Из газосепаратора жирный газ направляется на сероочистку в абсорбер.
Жирный газ поступает под 24 тарелку, а регенерированный раствор МЭА подается на пятую тарелку колонны. В результате абсорбции из жирного газа извлекается сероводород и углекислота. Для отмывки жирного газа от унесенного моноэтаноламина на первую тарелку подается химобессоленная вода.
Жирный сероочищенный газ из колонны направляется на компрессию через сепаратор, установленный на приеме газового компрессора ГК-301 для защиты компрессора от попадания жидкой фазы.
Жирный газ с нагнетания компресса ГК-301 с давлением ~1,1 МПа поступает в воздушные холодильники на охлаждение и частичную конденсацию.
Регулирование температуры после каждого холодильника осуществляется регуляторами, которые регулируют частоту вращения лопастей воздушных холодильников.
После охлаждения жирный газ поступает в сепаратор на сепарацию.
Унесенные из К-301 пары воды, сконденсировавшиеся , отстаиваются в отстойнике сепаратора и выводятся по уровню раздела фаз из отстойника под собственным давлением в емкость загрязнённого технологического конденсата.
Газ из сепаратора с давлением приблезительно 1,0 мПа подается во фракционирующий абсорбер под 12 тарелку.
Нестабильный бензин от насоса поступает в межтрубное пространство теплообменника и подается на 16 тарелку стабилизатора, где происходит стабилизация бензина за счет выделения из нестабильного бензина фракций. Подогрев поступающего нестабильного бензина в теплообменнике осуществляется стабильным бензином, отходящим под избыточным давлением из кубовой части стабилизатора на всас насоса.
Тепло в колонну подается через термосифонные рибойлеры подачей в них в качестве теплоносителя IV ЦО колонны после теплообменника.
С куба стабилизатора стабильный бензин выводится на блок гидроочистки. Вывод стабильного бензина из куба колонны осуществляется по уровню, значение которого является корректирующим для регулятора расхода стабильного бензина от насоса на блок гидроочистки.
Для очистки бензина от серы предусмотрен блок гидроочистки бензина каталитического крекинга. В качестве катализатора используется высокоактивный алюмо–кобальт–молибденовый катализатор.
Процесс гидроочистки ведется в токе водорода высокой чистоты и парциального давления. Высокое парциальное давление водорода в реакторе увеличивает скорость реакции гидрообессеривания и уменьшает скорость дезактивации катализатора.
Бензин каталитического крекинга характеризуется значительным содержанием сернистых соединений – сульфидов и тиофенов и непредельных углеводородов – олефинов и диенов. Наблюдается также качественное присутствие меркаптанов. Основная часть непредельных углеводородов концентрируется в легких фракциях крекинга-бензина, выкипающих при температурах до 120 оС, в то время как содержание сернистых соединений резко возрастает с утяжелением фракционного состава.
Сущность процесса стабилизации бензина заключается в разделении углеводородных газов ректификацией на фракции в результате многократного двухстороннего массообмена при кипении и конденсации между противоточно движущимися парами и жидкостью. При ректификации происходит диффузия высококипящего компонента из пара в жидкость и низкокипящего из жидкости в пар в результате неравновесной разности концентраций между контактирующими потоками.
Очистка циркулирующего водородсодержащего газа (ЦВСГ), производимая раствором моноэтаноламина (МЭА), основана на процессе химического поглощения сероводорода (абсорбция с протеканием химических реакций).
Образовавшиеся соединения при нормальных условиях имеют заметное давление насыщенных паров. При повышении температуры давление насыщенных паров этих соединений быстро растет. С учетом того, что реакция поглощения сероводорода раствором МЭА экзотермическая (на 1 кг поглощенного сероводорода выделяется приблизительно 300 ккал тепла), повышение температуры насыщенного раствора МЭА сдвинет равновесие в сторону обратных реакций, что позволяет десорбировать сероводород из раствора МЭА.
Сырье – стабильный бензин каталитического крекинга, поступает на гидроочистку в межтрубное пространство теплообменника, предварительно смешиваясь с водородсодержащим газом (ВСГ), поступающим от циркуляционного компрессора
Смесь сырья и ВСГ проходит последовательно межтрубное пространство теплообменников, где за счет тепла смеси продуктов реакции гидроочистки и ВСГ нагревается до температуры 200-300оС.
После, газосырьевая смесь двумя потоками поступает в печь, где нагревается до температуры 250-350оС за счет сжигания топливного газа в горелках печи.
Из печи, нагретая до температуры 250-350оС, газосырьевая смесь направляется последовательно в реакторы гидроочистки, где на алюмокобальмолебденовом катализаторе протекает реакция гидрогинолиза серосодержащих соединений и гидрирование непредельных углеводородов, содержащихся в сырьевом потоке.
В реакторе идут реакции глубокого гидрообессеривания сульфидной и тиофеновой серы, насыщения углеводородов, превращения сернистых соединений и насыщения ароматических углеводородов. Реакции гидрообессеривания экзотермические (проходят с выделением тепла), что может привести к неуправляемому повышению температуры в реакторе. Далее газопродуктовая смесь с температурой 120-260оС и давлением 2,6 МПа поступает на охлаждение в аппараты воздушного охлаждения и далее в водяной холодильник .
Газопродуктовая смесь после холодильника с температурой 40-50 оС поступает в сепаратор высокого давления. В сепараторе происходит разделение газопродуктовой смеси на жидкие углеводороды, ВСГ и отстой кислой воды.
Кислая вода из отстойника выводится в емкость.
Водородсодержащий газ (ВСГ), отделенный от нестабильного гидрогенизата, поступает под нижнюю (20-ю) тарелку абсорбера К 502, где происходит поглощение раствором МЭА сероводорода, содержащегося в ВСГ.
ВСГ проходит через абсорбер снизу вверх противотоком подаваемому 15 %-ному водному раствору моноэтаноламина (МЭА).
Регенерированный раствор МЭА насосом подается в емкость. Из емкости раствор МЭА с расходом 2,8 м3/ч подается насосом на верхнюю (1-ю) тарелку . Очищенный от сероводорода ВСГ с верха абсорбера поступает в сепаратор , где происходит сепарация из ВСГ унесенных капель МЭА, который выводится в емкость .
Далее ВСГ поступает в сепаратор, где происходит отделение из газа жидкой фазы. После сепаратора ВСГ поступает в буферные емкости всасывания 1-го и 2-го цилиндра компрессора ПК-501/1,2.
После сжатия газа в 1-ом и 2-ом цилиндрах до давления не более 38,0 кгс/см2, сжатый газ после нагнетательных клапанов 1-го и 2-го цилиндров компрессора через буферные емкости нагнетания с температурой не более 75 єС подается на узел гидроочистки бензина.
Свежий водород, поступает с НПЗ в емкость и далее на всас компрессора.
Нестабильный бензин снизу сепаратора поступает в межтрубное пространство теплообменников, где нагревается за счет тепла, приносимого стабильным бензином из куба колонны.
В колонне на 24 трапециевидно-клапанных тарелках (6 шт. – однопоточные, 18 шт. – двухпоточные) происходит процесс стабилизации бензина. Тепло, необходимое для процесса ректификации, в колонну подводится стабильным бензином из печи.
Легкие газы и пары бензина с верха колонны с температурой 100-125 С поступают в воздушный холодильник, в котором происходит охлаждение смеси и частичная конденсация бензиновых фракций.
Из основной кубовой части колонны стабильный бензин подается на циркуляцию для подогрева через печь, а из кармана после охлаждения в выводится в цех .
Циркуляция стабильного бензина осуществляется насосом
Стабильный бензин насосом двумя параллельными потоками поступает в печь, где последовательно проходит конвекционную и радиантную камеры и нагревается до температуры 200-235 °С за счет тепла, получаемого от сгорания топливного газа в печи.
Топливный газ с расходом н/б 500 нм3/ч поступает из сепаратора
Для регулирования разрежения в топке печи и работы горелок предусмотрена шиберная заслонка с электроприводом на выходе дымовых газов после конвективной зоны печи в атмосферу.
Стабильный бензин с куба колонны проходит трубное пространство, где охлаждается нестабильным бензином, поступающим в колонну, до температуры 70 110 °С, в воздушном холодильнике и в водяном холодильнике до температуры 30 50 °С. Стабильный бензин отправляется на склад.
Похожие работы

... : 2.7 Присоединение новой подстанции В связи со строительством нового завода возникает необходимость в обеспечении его энергией и мощностью, для чего предложим два варианта подключения к району электроснабжения новой подстанции и присвоим п/ст НПЗ (Нефтеперерабатывающий завод). Выполним подстанцию двухтрансформаторной с трансформаторами ТДТН-25000/110/35/10. Мощность нагрузок в ...
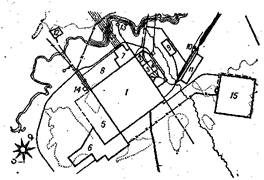
... - 8 25 22,666 12912 40350 Рис. 6. Картограмма электрических нагрузок точкой А на картограмме обозначим координаты центра электрических нагрузок завода. Выбор рационального напряжения При проектировании систем электроснабжения промышленных предприятий важным вопросом является выбор рациональных напряжений для схемы, поскольку их значения определяют параметры линий электропередачи и ...
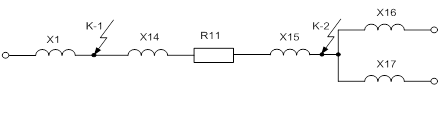
... , трансформаторы которой выбираются с учетом взаимного резервирования; · Перерыв в электроснабжении возможен лишь на время действия автоматики (АПВ и АВР). Схема системы электроснабжения нефтеперекачивающей станции, удовлетворяющая требованиям изложенным выше, представлена на листе 2 графической части. 2.2 Схема электроснабжения НПС Рис. 2.1. Схема электроснабжения НПС На рис. 2.1. в ...
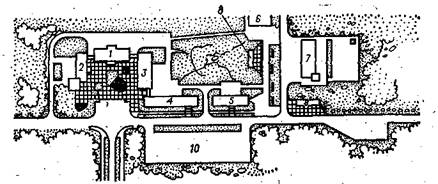
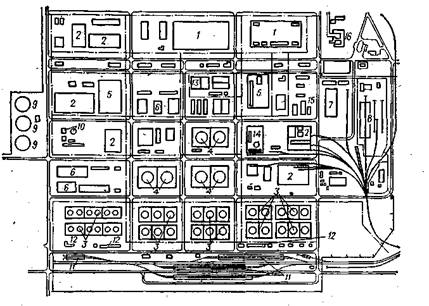
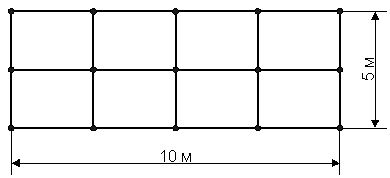
... зданий и сооружений на генплане должно исключить распространение вредных выбросов, способствовать эффективному сквозному проветриванию промшющадки и межцеховых пространств. Территория нефтеперерабатывающих и нефтехимических предприятий при проектировании разбивается сеткой улиц на кварталы, имеющие, как правило, прямоугольную форму. Размеры кварталов назначаются в зависимости от габаритов ...
0 комментариев