Навигация
Агрегат подготовки холоднокатаных рулонов
27600
знаков
7
таблиц
1
изображение
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 ОБЩАЯ ЧАСТЬ
1.1 Тип станка (механизма), его основные технические данные
1.2 Кинематическая схема, назначение приводов
1.3 Циклограмма (последовательность операций), режимы работы главного привода
2 РАСЧЕТ СТАТИЧЕСКИХ НАГРУЗОК, ВЫБОР ЭЛЕКТРОПРИВОДА
2.1 Расчет мощности электродвигателя главного привода
2.2 Основные требования к системе электропривода
2.3 Выбор рода тока и напряжения и типа двигателя
2.4 Расчет механических характеристик выбранного двигателя, проверка двигателя
2.5 Анализ электропривода и системы управления им (достоинства и недостатки)
3 РАСЧЕТ И ВЫБОР ПРОВОДОВ И АППАРАТУРЫ
3.1 Выбор проводов и питающих кабелей
3.2 Выбор защитной аппаратуры и аппаратуры управления
4 СПЕЦИАЛЬНАЯ ЧАСТЬ
4.1 Выбор преобразователя частоты, расчет характеристик двигателя
4.2 Выбор двигателя постоянного тока и тиристорного преобразователя
4.3 Определение параметров трансформатора, тиристоров, реактора
4.4 Расчет механических характеристик двигателя постоянного тока
5 ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
5.1 Описание работы схемы управления
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Электромашиностроение – одна из ведущих отраслей машиностроительной промышленности. Процесс изготовления электрической машины складывается из операций, в которых используется разнообразное технологическое оборудование. При этом основная часть современных электрических машин изготавливается методом поточно–массового производства. Специфика машиностроения заключается главным образом в наличии таких процессов, как изготовление и укладка обмоток электрических машин, для чего применяется нестандартизированное оборудование, изготавливаемое обычно самими электромашиностроительными заводами.
Электромашиностроение характерно многообразием технологических процессов, использующих электрическую энергию: литейное производство, сварка, обработка металлов под давлением, резка и так далее. Предприятия машиностроения широко оснащены электрифицированными подъемно – транспортными механизмами, насосными и компрессорными установками.
Первостепенное значение для автоматизации производства имеют многодвигательный электропривод и средство электрического управления. Развитие электропривода идет по пути упрощения механических передач и приближения электродвигателей к рабочим органам машин и механизмов, а также возрастающего применения электрического регулирования скорости приводов. Широко внедряются комплектные тиристорные преобразовательные устройства.
Все большее распространение получают новейшие средства электрической автоматизации технологических установок, машин и механизмов на базе полупроводниковой техники, высокочувствительной контрольно – измерительной и регулирующей аппаратуры, бесконтактных датчиков и логических элементов. Для управления технологическими процессами все чаще используются электронно-вычислительные машины.
В современных условиях эксплуатации оборудования требует глубоких и разносторонних знаний, а задачи создания нового или модернизации существующего электрифицированного технологического агрегата, механизма или устройства решаются совместными усилиями технологов, механиков и электриков. Требования к электрооборудованию вытекают из технологических данных и условий. Электрооборудование нельзя рассматривать в отрыве от конструктивных и технологических особенностей электрифицированного объекта, и наоборот. Поэтому специалисты в области электрооборудования промышленных предприятий должны быть хорошо знакомы как с электрической частью, так и с основами технологических процессов и конструкциями установок электронагрева и электросварки, металлообрабатывающих станков и машин.
1 ОБЩАЯ ЧАСТЬ
1.1 Назначение и устройство механизма
Агрегат предназначен для вырезки дефектных участков, обрезки концов, контроля толщины и стыковой сварки отдельных полос.
Размеры обрабатываемых рулонов:
- вес рулона от3,5 до30 тонн;
- внутренний диаметр 600 мм;
- наружный диаметр от1050 до 2300 мм;
- толщина обрабатываемых полос от 0,3 до 1,00мм;
Агрегат состоит из следующих основных узлов:
- разматывателя;
- гильотинных ножниц;
- стыкосварочной машины;
- моталки.
Передний и задний концы полосы обрезают до толщины не более 0,8 мм.( Для толщин 0,50 – 0,65мм ). Толщина полосы должна отвечать требованиям по отклонениям по толщине после прокатки, кроме переднего и заднего концов длиной до 10 метров. Утолщенные дефектные участки вырезают и полосу сваривают встык.
Рулон может состоять из полос, сваренных встык. Рулоны в обработку поступают со склада 04.
Технология обработки рулона:
- 1 входной рулон – 1 выходной рулон;
- до 5 входных рулонов – 1 выходной;
- 1 входной рулон – несколько выходных рулонов ( входной рулон считается не закончившимся, пока весь не сойдет с агрегата, выходной рулон меньше 1,5 тонн считается подмоткой и в производстве не учитывается);
- возможно снятие с разматывателя части рулона.
После обработки поступают на склад 05.
Приводы моталок служат для создания и поддержания постоянного натяжения и для намотки прокатываемой полосы.
Моталка состоит из электродвигателя, тормоза, муфты, редуктора и барабана
Таблица 1 – Основные технические данные механизма моталки
| Наименование | Обозначение | Единицы измерения | Величина |
| Вес рулона | Gр | Н | 245250 |
| Вес барабана моталки | Gб | Н | 11507,1 |
| Предел текучести материала полосы | ds | H/ | 1060 |
| Диаметр барабана | Dб | м | 0,6 |
| Диаметр рулона | Dр | м | 2,3 |
| Диаметр цапфы | dц | м | 0,24 |
| Скорость намотки полосы | u | м/с | 5 |
| Толщина полосы | h | мм | 0,35 |
| Ширина полосы | b | м | 1250 |
| КПД редуктора | hред | ––– | 0,9 |
| Модуль упругости | E | Н× |
|
| Маховый момент рулона |
| Н× | 692831,3 |
| Маховый момент барабана |
| Н× | 2071,3 |
| Натяжение полосы | Т | Н | 18750 |
| Передаточное число редуктора | i | ––– | 16 |
1.2 Кинематическая схема
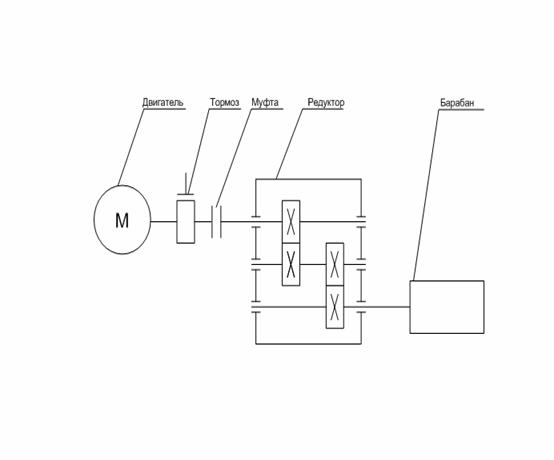
Рисунок 1. Кинематическая схема. Привод моталки Агрегата подготовки холоднокатаных рулонов
1.3 Циклограмма (последовательность операций), режимы работы главного привода:
1 Заправка конца рулона;
2 Разжатие барабана на диаметр 600мм;
3 Натяжение полосы , за счет медленного вращения барабана;
4 Разгон рулона до скорости 5 м/с;
5 Наматывание рулона до диаметра 2300мм;
6 Торможение барабана за счет механического тормоза;
7 Разжатие конца рулона;
8 Снятие рулона с барабана.
Далее данный цикл повторяется. Так как время работы больше10 минут, привод работает в продолжительном режиме работы.
2 РАСЧЕТ СТАТИЧЕСКИХ НАГРУЗОК, ВЫБОР ЭЛЕКТРОПРИВОДА
2.1 Расчет мощности электродвигателя главного привода
Определяется момент, необходимый для создания натяжения полосы:
![]() (2.1)
(2.1)
где Rб–радиус барабана моталки, м;
T–максимальное натяжение полосы, Н.
Согласно формуле (2.1):
![]()
Определяется момент, необходимый для пластического изгиба полосы:
 (2.2)
(2.2)
где dт – предел текучести материала полосы, МПа;
h - толщина полосы, мм;
b – ширина полосы, мм.
Согласно формуле (2.2):
![]()
Определяется суммарное усилие от веса барабана и веса рулона, Н,
![]() (2.3)
(2.3)
где Gр - вес рулона, Н;
Gб - вес барабана, Н.
Согласно формуле (2.3):
![]()
Определяется момент трения в подшипнике вала барабана моталки:
 (2.4)
(2.4)
где åP – суммарное усиление от веса барабана и веса рулона, кН
dц – диаметр цапфы вала барабана, м;
m - коэффициент трения в подшипниках, m = 0,05.
Согласно формуле (2.4):
![]()
![]()
Определяется расчетная мощность двигателя моталки:
 (2.5)
(2.5)
где u - максимальная окружная скорость моталки, м/с,
R – радиус барабана, м;
h - КПД редуктора.
Согласно формуле (2.5):

2.2 Основные требования предъявляемые к системе электропривода
Выбор системы электропривода определяется нагрузкой двигателя, статическими свойствами электропривода, диапазоном и плавностью регулирования скорости или необходимости её стабильности, динамическими свойствами, точностью поддержания заданного режима.
Всем этим требованиям, представлены технологией, удовлетворяют двигатель постоянного тока с системой электропривода ТП-Д.
Система ТП-Д имеет более хорошие параметры по сравнению с системой Г-Д, где низкий КПД системы, наличие вращающихся частей, большие эксплуатационные затраты, значительная стоимость системы.
Система электропривода ТП-Д обладает следующими характеристиками:
1 Плавное регулирование скорости, а также возможность её изменения в широком диапазоне;
2 Жёсткость механической характеристики на каждой ступени регулирования;
3 Минимальные потери при пуске и работе на пониженной скорости в связи с управлением в цепях возбуждения небольшими токами и отсутствием сопротивления в главной цепи;
4 Для тиристоров характерен очень высокий коэффициент усиления мощности, высокий КПД, постоянная готовность к работе, малый вес и габарит;
5 Лёгкость и точность автоматического регулирования напряжения на шинах и скорости двигателя, благодаря применению маломощных регуляторов повышенной чувствительности, в работающих цепях возбуждения возбудителей;
6 Простота и непрерывность управления по сравнению со ступенчатым реостатным управлением;
7 Минимальное время управления;
8 Возможность получения любых характеристик;
9 Малая мощность управления.
2.3 Выбор рода тока и напряжения и типа двигателя
Для питания двигателей постоянного тока используется преобразователь, вырабатывающий постоянный ток напряжением 420 В.
Для питания аппаратуры управления, освещения, сигнализации используется переменный ток напряжением 36 В.
На оснований пунктов 2.1, 2.2, выбираем двигатель постоянного тока: SHC-4502L
Таблица 2 – Основные технические данные двигателя постоянного тока типа SHC-4502L
| Характеристика | Обознач. | Единицы измерения | Величина |
| ||
| Номинальная мощность | Pн | кВт | 288 |
| ||
| Номинальное напряжение | Uн | В | 420 |
| ||
| Номинальный ток | Iн | А | 750 |
| ||
| Номинальная/максимальная частота вращения двигателя | nн | об/мин | 510/1643 |
| ||
| Перегрузочная способность по току | l | ––– | 2,5 |
| ||
| Маховый момент двигателя |
|
| 200 |
| ||
| ПВ двигателя | ПВ | % | 100 |
| ||
| КПД | з | ––– | 0,91 | |||
Похожие работы
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... производителей штрипсов (заготовки для производства труб). В структуре производства листового проката НЛМК имеет самую высокую долю холоднокатаного проката среди металлургических компаний России. Доля НЛМК на российском рынке листовой стали - 18%, стали с полимерным покрытием - 65 %. Доля компании на российском рынке горячекатаного проката ...
... на прочность используют твердомеры разных видов. Существует несколько способов определения прочности образцов : метод Раквела и метод Бренеля. На этом участке есть также и пресс. Коксохимическое производство. Основной продукт – металлургический кокс 6% влажности. Годовой план – 3795 тыс. тонн. Численность – 1980 рабочих , – 235 руководители и специалисты. В ...
... документации возлагается на сменного мастера. Данное разрешение не распространяется на металл предназначенный для трубной заготовки и ленту не предназначенную для холодной прокатки на 5-ти клетьевом стане "630". 3.10 От микрометра полоса поступает к листовым ножницам №1 ННР 40-1700/2, на которых обрезаются передние и задние концы полосы до номинальной толщины согласно показаниям микрометра и ...
0 комментариев