Навигация
Подготовка печатного аппарата
26402
знака
6
таблиц
1
изображение
5.2 Подготовка печатного аппарата
Эта стадия включает в себя проверку, установку и приладку печатных форм, выбор и контроль размерных параметров офсетных резинотканевьгх пластин и поддекельных материалов, натяжение упругоэластичного декеля на офсетный цилиндр, а также между цилиндрами печатного аппарата. Почти все, выше перечисленные, операции осуществляются в автоматическом режиме при помощи системы управления CPTronic.
Формные цилиндры служат для установки формных пластин, поэтому на цилиндрах имеются приспособления для зажима и натяжения формы, а также механизмы приводки формы.
Крепление офсетной формы производится с помощью специальных планок, которые зажимают переднюю и заднюю кромки формы-. Для сокращения времени на приводку, в данной машине, передняя кромка формы фиксируется по контрольным штифтам, которые устанавливаются на специальной, выверенной при сборке на заводе передней шине. После закрепления переднего края формы в зажимных планках закрепляют ее заднюю кромку, затем форму на цилиндре натягивают при помощи натяжного устройства.
С учетом тенденции автоматизации вспомогательных операций при обслуживании печатных машин на фирме Heidelberg разработана унифицированная система Auto-plate, предназначенная для автоматической установки печатной формы и вывода ее после отработки. Данная система работает в автоматическом режиме.
5.3 Подготовка увлажняющего аппарата
При прохождении процесса печатания на офсетных машинах получение продукции хорошего качества возможно только при соблюдении баланса “краска - увлажняющий раствор”. Происходит постоянное совершенствование подачи увлажняющего раствора с самим устройством увлажняющих аппаратов и особенностей питания формы увлажняющим раствором. На современных печатных машинах наиболее широко используется аппарат контактного типа. В подготовку увлажняющего аппарата входят следующие операции:
• Установка корыта;
• Приладка печатных и передающих валиков;
• Заполнение корыта увлажняющим раствором;
• Регулировка подачи увлажняющего раствора на форму. На машинах фирмы Heidelberg подача увлажняющего раствора на протяжении всего процесса печатания осуществляется в автоматическом
режиме, а также автоматически происходит поддержка баланса “краска- вода”.
5.4 Подготовка красочного аппарата
Подготовка красочного аппарата состоит в регулировании прижима накатных валиков к поверхности краскопередающей системы. Режим подачи краски, а также прижим накатных валиков, в данной машине, задается, а после и поддерживается с пульта управления в автоматическом режиме. Система СРС обеспечивает стабильное функционирование красочного аппарата независимо от скорости печатной машины путем компенсации скоростного режима питающей группы.
Подготовка лакировальной секции.
Все операции по подаче лака, приводке формного цилиндра и смывке лакировальной секции автоматизированию.
Окружная и боковая приводка формного цилиндра осуществляется через СЗС 1. Количество подаваемого лака определяется объемом ячеек растрированного валика, что соответствует линиатуре растра.
6. Подготовка материалов
6.1 Бумага
Листовая бумага поступает на полиграфическое предприятие в виде упакованных пачек. После контроля их укладывают выровненными стопами определенной высоты на стеллажи.
Бумага, подготовленная к печатанию тиража, должна обладать определенными одинаковыми свойствами по цвету, гладкости, массе 1м2.
Бумага является гигроскопическим материалом, при изменении влажности воздуха отдает или забирает влагу, что приводит к деформации листов.
Для того чтобы исключить деформацию бумаги, происходит процесс акклиматизации. Для этого бумага находится не менее двух суток в том помещении, где она будет запечатываться.
Во избежание деформации бумага должна иметь продольное направление волокон.
6.2 Краска
Краски, полученные со склада, должны пройти акклиматизацию в цехе в течение не менее 24 часов.
Подготовка красок к печатанию производится с учетом особенностей плоской офсетной печати. В случае необходимости, краски проходят корректировку по параметрам: вязкость, липкость в колористическом отделении предприятия.
6.3 Увлажняющий раствор
Подготовка увлажняющего раствора к процессу печати производится в соответствии с рекомендациями фирмы - производителя.
Концентрат разводится в соответствии с рецептурой: 1:8, рН разбавленного раствора должен быть равен 5.5 - 6.5. Вода может быть использована водопроводная.
6.4 Декель
Толщина декеля измеряется толщиномером или микрометром. Для того чтобы его толщина соответствовала норме, указанной в паспорте машины, добавляют лавсановые пленки. Направление основы резинотканевой пластины должно располагаться по окружности. Поддекельная пластина должна быть на 2 - 3 см уже верхней пластины. При печатании лучше использовать полужесткий декель. Вдоль переднего и заднего краев кромки пластины пробивают отверстия соответственно отверстиям на зажимных планках. На поддекельном материале отверстия пробивают только с одной стороны. Зазоры между контрольными кольцами цилиндров с обеих сторон должны быть равны; их значения находят в паспорте машины.
6.5 Лак
Лак проходит акклиматизацию в цехе в течение не менее 24 часов. Процесс лакирования происходит при соблюдении рекомендаций фирм -производителей.
О. Выходной контроль качества печатной продукции.
| Объекты и параметры контроля. | Методы контроля. | Средства контроля. | Исполнители. | Характер контроля. | Периодичность контроля. | ТУ, ГОСТ или ОСТ. | Допуски |
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. |
| 1. Соответствие тиражного оттиска подписному листу по размеру и расположению элементов. | Визуальный. | Измерительная линейка. | Приемщик, печатник, ОТК. | Выборочный. | Каждый оттиск не менее 3-х раз в смену. | Технологические инструкции по процессам офсетной печати. | |
| 2. Точность приводки “лица” и “оборота” | Визуальный. | Измерительная линейка. | Приемщик, печатник, ОТК. | Выборочный. | Не менее 2-х раз в смену. | 0.57 - 1.12 мм. | |
| 3. Точность совмещения красок. | Аппаратный. | СРС1. | Печатник. | Сплошной. | Каждый лист тиража. | ±0.05. | |
| 4. Отсутствие загрязнений и тенений на пробельных элементах. | Визуальный. | Печатник, приемщик, ОТК. | Выборочный. | Не менее 2-3 раз в смену. | |||
| 5. Отсутствие отмарывания на оборотной стороне. | Визуальный. | Печатник, приемщик, ОТК. | Выборочный. | Не менее 2-3 раз в смену. |
Выводы
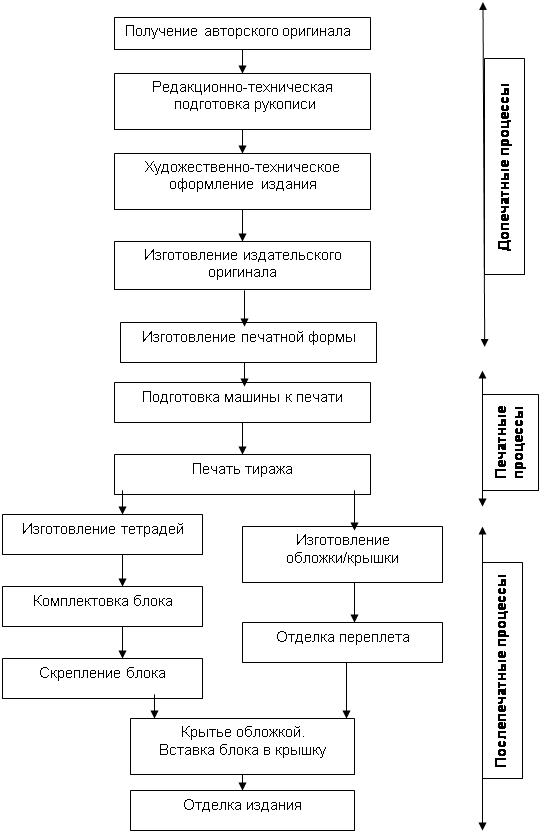
За последние годы во всех областях подготовки и производства печатных средств информации произошли значительные изменения. Многие процессы полиграфического производства заменяются новыми технологиями - Computer-to-Film, Computer-to-Plate, Com-puter-to-Press и другие. Цифровая технология получает все большее распространение, особенно после появления сканеров и цифровых фотоаппаратов, когда стало возможным получать и обрабатывать первичную информацию (не только текстовую, но и изобразительную) в цифровом виде.
Современные печатные машины позволяют с помощью блока цифрового управления осуществлять предварительный ввод в машину всех важных данных для нового заказа, записывать в запоминающее устройство до 250 заказов со всеми настроечными параметрами, автоматически настраивать машину по всем параметрам повторяющихся заказов на основе архивных данных и т.д. Современные машины могут быть также оснащены устройством контроля качества печати, работающее на спектрофотометрической основе, что позволяет значительно повысить качество выпускаемой продукции.
В работе проведен сравнительный анализ между печатными машинами Speedmaster SM 102 - 8+LX и Rapida 104 - 5+L. В результате анализа основных показателей выбираем для печатания тиража машину Speedmaster SM 102 - 8+LX.
Похожие работы

... клина, так как его применение довольно подробно рассматривается в руководстве, которое обязательно должно прилагаться к каждому клину [15]. ВЫВОДЫ 1. Исходя из всего вышесказанного мы получили следующую технологию изготовления монометаллических форм плоской офсетной печати копированием с фотоформ для изготовления рекламной листовки формата 210х297 мм, тиражом 2000 экземпляров (см.
... районах с различными климатическими условиями, в связи с чем в типовые проекты вентиляционно-отопительной системы следует вносить соответствующие изменения. На колебание температуры в помещениях печатных цехов все большее влияние оказывают увеличивающиеся тепловыделения от электроприемников, различных сушильных устройств и самого печатного процесса, а также неравномерного использования печатного ...
... и другие дефекты которые приводят к браку всей продукции. Поэтому, следует тщательно относится к процессу подготовки печати тиража. 4. ПОСЛЕПЕЧАТНЫЕ ПРОЦЕССЫ. ОТДЕЛКА ОТПЕЧАТАННОЙ ПРОДУКЦИИ Выбор переплета При изготовлении переплетной крышки использован декоративный материал. В соответствии с основным назначением переплета – предохранять блок от повреждения при пользовании продукции - ...
... между собой. [1] Так как основную часть изданий составляют текстовые издания, имеет смысл привести характеристику типов текстовых изданий. II. Типы текстовых изданий 2.1. Официальное издание Официальное — это издание, публикуемое от имени государственных органов, учреждений, ведомств или общественных организаций, содержащее материалы нормативного или директивного характера. К ...
0 комментариев