Навигация
2.2 Вода
Для приготовления легких бетонов применяется вода, удовлетворяющая техническим условиям для затворения обычного бетона. Она не должна содержать вредных примесей, препятствующих нормальному схватыванию и твердению вяжущих. Сточные воды, а также воды, загрязненные вредными для цемента примесями, имеющие рН менее 4 и содержание сульфатов в расчете на SO4 более 1 % от веса воды, для затворения бетона не допускаются. Обычно все воды, пригодные для питья, пригодны для затворения бетона.
Совершенно необоснованно в некоторых инструктивных положениях предъявляются к воде для изготовления легких бетонов требования в соответствии ее ГОСТ на питьевую воду. Применять морскую воду для наружных стеновых элементов не рекомендуется, так как на поверхности изделий могут появиться солевые выцветы.
2.3 ЗАПОЛНИТЕЛИ
ГОСТ 9757-61 «Заполнители пористые неорганические для легких бетонов» установлено, что по форме и характеру поверхности пористые заполнители подразделяются на следующие виды:
1) гравий, имеющий округлую форму и относительно гладкую поверхность;
2) щебень, получаемый: в результате дробления и имеющий угловатую (неправильную) форму и сильно шероховатую поверхность;
3) песок округлой формы;
4) песок угловатой (неправильной) формы, получаемый в результате дробления и рассева природных или искусственных заполнителей.
Керамзит. Керамзит представляет собой легкий искусственный пористый материал, получаемый вспучиванием легкоплавких глинистых пород путем их обжига. Это один из наиболее эффективных заполнителей для легких бетонов, имеющий пористую структуру и оплавленную плотную поверхность. Равномерная мелкопористая структура внутренней части зерна керамзита (пористость до 70% и величина пор около 1 мм) обеспечивает хорошие теплозащитные и звукоизоляционные свойства керамзита и бетона на его основе.
По форме и характеру поверхности зерна керамзит можно разделить на гравий, имеющий округлую (или редко угловатую) форму и оплавленную поверхность, и щебень, имеющий угловатую неправильную форму и сильно шероховатую, с открытыми порами, ноздреватую поверхность.
По объемному насыпному весу керамзит подразделяется на 12 марок; по прочности— на два класса А и Б.
Керамзитовый гравий должен выдерживать не менее 15 циклов попеременного замораживания и оттаивания в воде с потерей в весе при этом не более 8%. При кипячении в воде потеря в весе зерен керамзитового гравия из-за включений извести, высокого содержания окиси магния, недожога и других причин не должна превышать 5%. Так называемый коэффициент формы — отношение наибольшего размера зерна к наименьшему — не должен быть более 1,5, так как при Кф = 2 прочность керамзитобетона на этом заполнителе снижается на 27 %, а при Кф = 2,5— на 34%. Поэтому количество отдельных гранул с коэффициентом формы зерен 2,5 не должно превышать 20%
Водопоглощение керамзитового гравия (по весу) в течение 1 ч должно быть не более 25% для гравия марок до 400 включительно, не более 20% для гравия марок от 450 до 600 включительно и не более 15% для гравия марок 700 и 800.
Фракции керамзита менее 5 мм независимо от способа получения относятся к песку и по крупности зерен разделяются на:
- рядовой с размерами зерен до 5 мм;
- мелкий с размерами зерен менее 1,2 мм;
- крупный с размерами зерен от 1,2 до 5 мм.
При производстве керамзитового гравия получается незначительное количество зерен менее 5 мм. Для получения керамзитового песка обычно производят дробление керамзитового гравия фракций крупнее 40 мм на молотковых или валковых дробилках с рифлеными валками.
Необходимо иметь в виду, что керамзитовый песок, получаемый дроблением, обладает большой адсорбцией по отношению к воде и вяжущему. С другой стороны, получение керамзитового песка обжигом сырья в двух барабанных печах, а также в кипящем слое технологически сложно при сравнительно большой стоимости продукции.
3. АГРЕГАТНО-ПОТОЧНЫЙ СПОСОБ ПРОИЗВОДСТВА КЕРАМЗИТОБЕТОННЫХ СТЕНОВЫХ ПАНЕЛЕЙ
Агрегатно-поточный способ изготовления конструкций характеризуется расчленением технологического процесса на отдельные операции или их группы; выполнением нескольких разнотипных операций на универсальных агрегатах; наличием свободного ритма в потоке; перемещением изделия от поста к посту; формы и изделия переходят от поста к посту с произвольным интервалом, зависящим от длительности операции на данном рабочем месте, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (пост твердения отформованных изделий). Агрегатно-поточный способ отличается также тем, что формы и изделия останавливаются не на всех постах поточной линии, а лишь на тех, которые необходимы для данного случая. Агрегатно-поточный способ организации производства характеризуется возможностью закрепления за одной поточной линией изделий, различных не только по типоразмерам, но и по конструкции. Эта возможность создается наличием на поточной линии универсального оборудования.
Межоперационная передача изделий на таких линиях осуществляется подъемно-транспортными и транспортными средствами. Для ускоренного твердения бетона при агрегатно-поточном способе обычно применяются камеры периодического или непрерывного действия. Небольшой объем каждой секции камеры позволяет затрачивать минимум времени на загрузку и выгрузку изделий, а большое число таких секций создает условия для непрерывной подачи отформованного изделия в камеру твердения. Агрегатно-поточная технология отличается большой гибкостью и маневренностью в использовании технологического и транспортного оборудования, в режиме тепловой обработки, что важно при выпуске изделий большой номенклатуры.
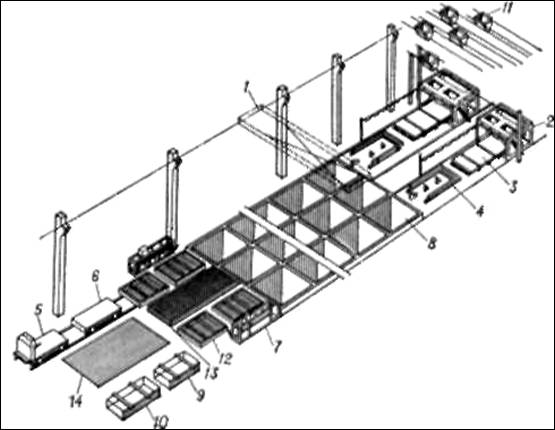
Рис. 2. Технологическая схема агрегатно-поточного производства панелей покрытий 3 х 6 м с двумя формовочными постами:
1 — мостовой кран; 2 — бетоноукладчик; 3 — виброплощадка; 4 — формоукладчик; 5 — самоходная тележка для вывоза готовых изделий; 6 — тележка-прицеп; 8 — камеры пропаривания; 9 — стенд для контроля и ремонта изделий; 11 — раздаточный бункер; 12 — формы; 14 — площадка складирования готовой продукции.
Похожие работы
... к их назначению, использование производственных факторов заводской технологии для обеспечения необходимых эксплуатационных характеристик конструкций — главные достижения строительной науки в области легких бетонов.Используется и такое изделие из керамзитобетона как однослойные стеновые панели вместо двухслойных. Развитие производства легких бетонов приобретает особое значение для Казахстана и, в ...
... 0,44. 6. Протяженность автомобильных дорог - 0,18 км. 7. Коэффициент использования территории - 0,61. 5. Технологический процесс в проектируемом здании Назначение проектируемого здания - Цех по производству огнетушителей. Металл складируется на стеллажах в два яруса. Огнетущащий порошок - в двух емкостях объемом 30 м3. Складирование осуществляется мостовыми кранами, вилочными погрузчиками ...
... заводских специалистов позволяет выпускать продукцию, соответствующую принятым общестроительным стандартам и удовлетворяющую потребителей. 2. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ ОАО «НАБЕРЕЖНО-ЧЕЛНИНСКИЙ ЗАВОД ЖБИ МЕЛИОРАЦИЯ» 2.1.Экономическое планирование Экономическое планирование осуществляется с использованием показателей и требований по их реализации стратегического плана. Поэтому структура ...
... разработана для индивидуального применения на устройство кирпичной кладки наружных, внутренних стен и перегородок дошкольного общеобразовательного учреждения №3 в г. Красноярске 1. Технологическая карта применяется при проектировании, организации и производстве работ по возведению здания из обыкновенного кирпича с применением нормокомплекта. 2. Технологической картой предусматривается оснащение ...
0 комментариев