Навигация
Автоматизированная система управления процессом производства технического углерода
37178
знаков
0
таблиц
9
изображений
Курсовая работа
по дисциплине "Проектирование автоматизированных систем"
Тема: Автоматизированная система контроля учета сырья и готовой продукции на производственном объекте
Содержание
1. Введение
2. Постановка задачи
3. Исходные данные
4. Описание объекта автоматизации
5. Особенности производства
6. Функционирование автоматизированной системы
7. Аппаратные и программные средства
8. Назначение АСУ
9. Функции АСУ
10. Диаграммы UML
Заключение
Список литературы
1. Введение
Автоматизированная система управления технологическим процессом — комплекс программных и технических средств, предназначенный для автоматизации управления технологическим оборудованием на предприятиях. Обычно имеет связь с автоматизированной системой управления предприятием (АСУ П). Под АСУ ТП обычно понимается комплексное решение, обеспечивающее автоматизацию основных технологических операций на производстве в целом или каком-то его участке, выпускающем относительно завершенный продукт. Термин автоматизированный в отличие от термина автоматический подчеркивает возможность участия человека в отдельных операциях, как в целях сохранения человеческого контроля над процессом, так и в связи со сложностью или нецелесообразностью автоматизации отдельных операций. Составными частями АСУ ТП могут быть отдельные системы автоматического управления (САУ) и автоматизированные устройства связанные в единый комплекс. Как правило АСУ ТП имеет единую систему операторского управления технологическим процессом в виде одного или нескольких пультов управления, средства обработки и архивирования информации о ходе процесса, типовые элементы автоматики: датчики, контроллеры, исполнительные устройства. Для информационной связи всех подсистем используются промышленные сети.
2. Постановка задачи
Целью курсовой работы является закрепление полученных знаний для разработки схем, UML-диаграмм, блок-схем и алгоритмов решения задач. В данной курсовой работе разработан алгоритм учета муки и готовой продукции на булочно-кондитерском комбинате. Построение UML – диаграмм производится в CASE – системе Rational Rose Enterprise Edition.
Перечень обязательных вопросов, подлежащих исследованию в курсовой работе:
1. Описание объекта автоматизации: Назначение, состав, расположение объекта автоматизации.
2. Концептуальная схема АСУТП и АСУП: Общая блок-схема АСУ (содержит объект управления, автоматизированную систему, источник информации, документооборот).
3. Назначение АСУ: Задачи, решаемые объектом автоматизации.
4. Функции АСУ: Задачи, решаемые при управлении объектом автоматизации (планирование, измерение, регистрация, регулирование, защита, сигнализация и т.п.).
5. Архитектура системы: Иерархическая структура АСУ, ее межэлементная взаимосвязь (горизонтальные, вертикальные, обратные связи).
6. Разработка программы реализации информационной системы АСУ на основе UML: Комплекс диаграмм.
7. Техническая реализация АСУ: Используемая в АСУ элементная база, вычислительные средства и их характеристики, средства связи и т.д.
8. Функционирование системы: Взаимосвязь АСУ и объекта автоматизации, характер функционирования АСУ (в реальном времени, циклически, постоянно, временно и т.п.).
9. Особенности реализации АСУТП: Требования, предъявляемые к качеству процесса управления, и их реализация, с учетом объекта автоматизации и задач, стоящих перед объектом.
10. Выводы.
3. Исходные данные
Автоматизированная система управления процессом производства технического углерода. //СТА: Современные технологии автоматизации. /Изд-во “СТА-ПРЕСС”. – М., 2003 №4 стр. 24. www.cta.ru
4. Описание объекта автоматизации
Как известно, технический углерод, или сажа, используется как один из основных компонентов при изготовлении красок, пластмасс, резины и многих других материалов. Изделия из таких материалов находят широкое применение в различных областях жизни и деятельности человека. Самое массовое из этих изделий на сегодняшний день — автомобильные шины. В наше время существует множество методов производства сажи. И все же основным до сих пор является печной способ, который предполагает термическое разложение тяжёлых предельных углеводородов при малом доступе воздуха в специализированных печах. Из образующейся в результате газовой смеси сажа извлекается путём улавливания при помощи специальных фильтров. Объектом автоматизации является реакторное отделение цеха № 1 НКТУ, в состав оборудования которого входят восемь цилиндрических реакторов, попарно образующих четыре технологических потока, соответствующих разным маркам выпускаемого технического углерода. Первый и второй потоки включают в себя по два реактора типа РС105/2000, третий и четвертый потоки — по два реактора типа РС50/3500. На каждом из потоков работает только один из реакторов, другой находится в резерве.
Не вдаваясь в детали различия конструкций реакторов разных типов, опишем в общем виде строение технологической установки получения печного технического углерода (рис. 1).
Реактор представляет собой цилиндрическую печь с наружным диаметром около двух метров. Изнутри печь выложена огнеупорным кирпичом таким образом, что образуется круглая в сечении рабочая зона диаметром приблизительно 300 мм. В передней торцевой части печи расположены форсунки для
В данной статье рассматриваются различные аспекты создания АСУ ТП производства технического углерода на примере системы, разработанной по заказу ОАО «Нижнекамский завод технического углерода». Представленная система обладает высокими эксплуатационными характеристиками и при этом имеет относительно низкую себестоимость. Особое внимание в статье уделяется вопросам организации аппаратного резервирования подачи газа и воздуха на горение. Рабочая зона делится на четыре части. Первая, прилегающая к передней торцевой части реактора, — зона горения. В этой зоне происходит сжигание природного газа для создания и поддержания необходимой температуры в реакторе. Вторая зона — зона реакции. Она расположена сразу после зоны горения, в ней происходит собственно разложение углеводородного сырья. Сырьё (пиролизная смола) впрыскивается в зону реакции через четыре сырьевые форсунки, расположенные радиально по бокам реактора. Третья и четвертая зоны — соответственно зона предзакалки и зона закалки. В этих зонах формируется структура сажевых зёрен, влияющая на свойства технического углерода. Процесс формирования зёрен зависит от температурного режима, который поддерживается путём впрыска воды через водяные форсунки, установленные по бокам реактора. В задней торцевой части реактора находится труба (газоход), по которой аэрозоль технического углерода движется в холодильник-ороситель, где охлаждается путем впрыска воды и передаётся в отделение улавливания. Таким образом, каждая технологическая установка имеет ряд регулируемых параметров:
расход газа, расход сырья, расход воздуха высокого давления, расход химически очищенной воды. Регулируя эти параметры, необходимо поддерживать требуемый температурный режим во всех зонах реактора и холодильника-оросителя.
Опуская подробности физико-химических процессов получения активного печного углерода, затронем только технический и программный аспекты созданной АСУ ТП производства технического углерода.
ТЕХНИЧЕСКИЙ АСПЕКТ СИСТЕМЫ
При выборе технических средств перед разработчиками (фирма «Эталон
ТКС») стояла задача подобрать такое
оборудование, чтобы обеспечить заданную надёжность при минимизации Нашими специалистами было проведено комплексное исследование предложенных вариантов, включавшее оценку мощности вычислительных ресурсов, необходимости резервирования,
расчёт среднего времени наработки на отказ и вероятности безотказной работы.
Разработанная структура технического обеспечения АСУ ТП учитывает разбиение объекта автоматизации на технологические потоки и построена по принципу максимального их разделения, так чтобы выход из строя компонентов комплекса технических средств АСУ ТП одного потока не влиял на работу других потоков.
Структура комплекса технических средств АСУ ТП для 14 технологических потоков НКТУ представлена на рис. 2.
Она включает в себя следующие уровни:
уровень датчиков и исполнительных устройств;
уровень устройств ввода-вывода;
уровень управляющих станций;
уровень взаимодействия системы управления с оператором (интерфейсный уровень).
Особое место в структуре занимает сетевое оборудование, при помощи которого осуществляется связь между верхними уровнями по сети Ethernet.
Уровень датчиков и исполнительных устройств в данном проекте реализован преимущественно на отечественных изделиях, что существенно снижает
стоимость системы. Уровень устройств ввода-вывода построен на контроллерах сбора данных и управления ADAM5000/TCP (Advantech) с портом промышленной сети Ethernet, укомплектованных модулями ввода-вывода серии ADAM5000 следующих типов:
ADAM5017 — 8-канальный модуль
аналогового ввода;
ADAM5018 — 7-канальный модуль ввода сигналов термопар;
ADAM5024 — 4-канальный модуль аналогового вывода;
ADAM5051 — 16-канальный модуль дискретного ввода;
ADAM5056 — 16-канальный модуль дискретного вывода.
На каждый поток приходится по три контроллера ввода-вывода (рис. 3): основной управляющий, резервный и контроллер сбора общецеховых параметров. Основной управляющий контроллер обеспечивает управление реакторами потока. Резервный контроллер включается в работу при отказе основного контроллера и полностью берет
на себя управление технологическими установками. Переключение с основного контроллера на резервный осуществляется путём автоматической механической перекоммутации каналов ввода-вывода, причем удалось обеспечить безударный переход на резервное оборудование без потери управления технологической установкой. Контроллер сбора общецеховых параметров обеспечивает получение данных, общих для двух соседних (идентичных по типу используемых реакторов) потоков. В случае выхода из строя такого контроллера на одном из потоков сбор общецеховых параметров продолжается аналогичным контроллером соседнего потока.
На уровне управляющих станций реализуется логика управления технологическим объектом, в соответствии с которой производится обработка и анализ поступающей с устройств ввода-вывода информации и генерация управляющих воздействий по заданным алгоритмам регулирования. Управляющие станции являются центральным «мозгом» системы, здесь производятся расчёты по сертифицированным алгоритмам нормированных
расходов газа, сырья, воздуха и воды, вычисляются управляющие воздействия по ПИД_алгоритмам, осуществляется автоматический перевод технологического оборудования из одного режима в другой, реализуется логика противоаварийной защиты и т.п.
В проекте реализовано резервирование управляющих станций. Так как технологические установки первого и второго, а также третьего и четвёртого потоков полностью идентичны, управляющие станции идентичных потоков взаимно резервируют друг друга. Так, например, при отказе станции первого потока управление первым потоком возьмет на себя станция второго потока.
Уровень управляющих станций АСУ ТП реализован на базе процессорных
плат PCA_6178 (Advantech) с процессором Intel Pentium III 550 MГц. В комплекте с необходимым периферийным оборудованием (ОЗУ и НЖМД) каждая такая плата представляет собой мощную и современную промышленную станцию управления. Выбор столь мощной процессорной платы обусловлен широким набором перечисленных задач, реализуемых на управляющих станциях; кроме того, было учтено, что в режиме резервирования одна станция ведёт управление сразу двумя технологическими потоками, в каждом из которых потенциально может находиться до двух работающих реакторов.
Плата PCA-6178 имеет интегрированный сетевой адаптер стандарта Ethernet. Плата устанавливается в низкопрофильное промышленное шасси
IPC-602 фирмы Advantech (рис. 4). Устройства ввода-вывода и управляющие станции каждого потока размещаются 26 в 19" шкафах со степенью защиты IP65.
Похожие работы
... быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА. 2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 2.1 Проверка достоверности и восстановления первичной информации на УПСА Работоспособность системы автоматизированного управления технологическими процессами зависит от совершенства подсистемы формирования исходной информации. ...
... сигналами времени. Ядро предлагает интерфейс для программирования приложения с целью получения функций в виде отдельных программ. 1.2 Разработка автоматизированной системы управления электроснабжением КС «Ухтинская» 1.2.1 Цель создания АСУ-ЭС Целью разработки является создание интегрированной АСУ ТП, объединяющей в единое целое АСУ электрической и теплотехнической частей электростанции, ...
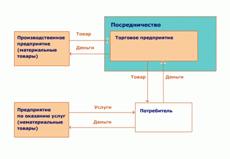

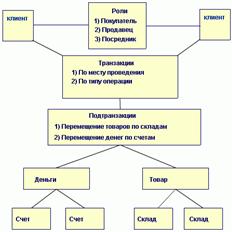
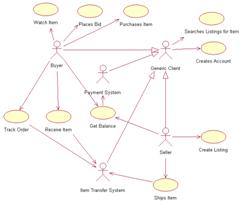
... приведения к базовому узлу, метод удельных весов, метод учета затрат на единицу веса изделия, расчет себестоимости по статьям затрат. В данном проекте приводится расчет себестоимости разработки автоматизированной системы управления торговым предприятием. (АСУТП). АСУТП служит для ведения учета торговой деятельности в Интернет и на аукционе EBay. Из основных преимуществ перед конкурентами стоит ...
... Югов П.И. Использование термодинамической модели для прогнозирования усвоения элемента раскисления //Сталь – 1977. - №10. – с. 12-21. 15. Мочалов С.П. Методы оптимизации металлургических процессов. – Новокузнецк, 1989. 16. Информационная технология. Комплекс стандартов и руководящих документов на автоматизированные системы. – М.: Издательство стандартов, 1991. – 36 с. 17. ГОСТ ...
0 комментариев