БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
кафедра ЭТТ
РЕФЕРАТ на тему:
"Вакуумно-термическое испарение. Типы и конструкции испарителей"
МИНСК, 2008
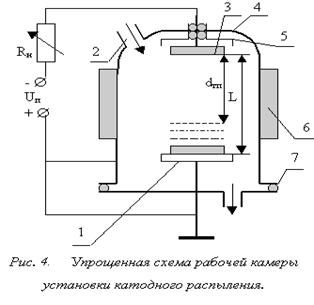
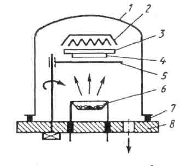
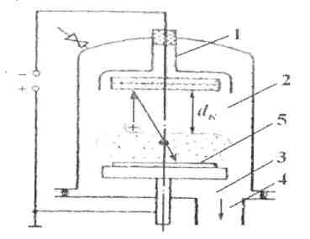
Методы получения пленок. Вакуумные. Вакуумно-термическое испарение. Его разновидности: лазерное, электронно-лучевое, "взрывное". Особенности испарения сплавов и композиционных смесей. Типы и конструкции испарителей. Плазменные методы получения пленок. Плазма. Тлеющий разряд. Определение и терминология. Классификация плазменных процессов и конструктивное оформление распылительных устройств. Катодное распыление (КР). Реактивное распыление (РР). Ионно-плазменное распыление (ИПР). Высокочастотное распыление. Распыление со смещением. Ионное распыление. Термоионное распыление. Магнетронные распылительные устройства. Упрощенное описание механизма распыления. Схема устройства. Получение пленок из газовой фазы. Сущность, основные понятия и определение эпитаксии. Факторы влияющие на эпитаксию. Хлоридные и силановый методы получения эпитаксиальных слоев. Легирование при эпитаксии. Гетероэпитаксия (КНС - кремний на сапфире). Функции диэлектрических пленок в ИЭОТ. Требование, предъявляемые к ним. Термическое окисление Si - базовый процесс получения аморфных слоев в технологии ИС. Окисление в сухом, в кислороде и в парах воды. Окисление под давлением, в хлорсодержащей среде. Пиролитическое получение пленок из газовой фазы при нормальном и пониженном давлении. Плазмохимическое осаждение. Получение пленок поликристаллического кремния (ПКК), оксида и нитрида кремния в технологии ИЭОТ. Параметры процесса и их контроль.
1. Вакуумно-термическое испарение
Все вещества в зависимости от температуры нагрева могут находиться в одном из трех фазовых (агрегатных) состояний: твердом, жидком или газообразном (парообразном). Испарение, т.е. переход вещества в парообразное состояние, происходит, когда с повышением температуры средняя колебательная энергия его частиц возрастает настолько, что становится выше энергии связи с другими частицами и они покидают поверхность (испаряются) и распространяются в свободном пространстве.
Условной, практически установленной температурой испарения считается температура, при которой давление насыщенного пара вещества составляет приблизительно 1,3 Па.
Температуры плавления и испарения наиболее важных элементов приведены В таблице. Из этой таблицы видно, что условная температура испарения большинства элементов выше их температуры плавления, т.е. испарение происходит из жидкого состояния. Некоторые вещества имеют условную температуру испарения ниже температуры плавления, т.е. они достаточно интенсивно испаряются из твердого состояния. Процесс перехода вещества из твердого состояния в парообразное, минуя жидкую фазу, называют сублимацией (или возгонкой).
Скорость испарения, т.е. количество вещества (в граммах), покидающее 1 см свободной поверхности в 1 с при условной температуре Тy, рассчитывают по формуле
![]() (1)
(1)
Где М - молекулярная масса, г/моль.
По этой формуле можно определить, например, какова скорость испарения алюминия, имеющего М = 27 и Ту - 1423:
![]() (2)
(2)
Скорость испарения большинства элементов при Ty составляет 10-4 г/(см2. с). Для получения приемлемых скоростей роста пленки, а также экономного расходования материала (нередко дорогостоящего) следует создавать условия движения частиц испаряемого вещества преимущественно по направлению к подложке. При этом необходим достаточно глубокий вакуум, при котором исключаются столкновения молекул остаточного газа с молекулами вещества и рассеивание их потока на пути к подложке.
Поток испаренного вещества, состоящий из молекул (атомов), не претерпевающих на своем пути столкновений и рассеяний и движущихся вследствие этого прямолинейно, называют молекулярным потоком. Для определения условий существования молекулярного потока удобнее характеризовать степень вакуума не давлением остаточного газа, а средней длиной свободного пробега его молекул.
Уже при давлении р = 10-2 Па средняя длина свободного пробега молекул ![]() составляет 50 см, что превышает реальное расстояние от испарителя до подложки (обычно не более 30 см). Таким образом, для создания прямолинейных траекторий движения молекул вещества в пространстве между испарителем и подложкой необходимо давление порядка 10-3 - 10-5 Па.
составляет 50 см, что превышает реальное расстояние от испарителя до подложки (обычно не более 30 см). Таким образом, для создания прямолинейных траекторий движения молекул вещества в пространстве между испарителем и подложкой необходимо давление порядка 10-3 - 10-5 Па.
Температуры плавления и испарения элементов
Таблица 5.1.1
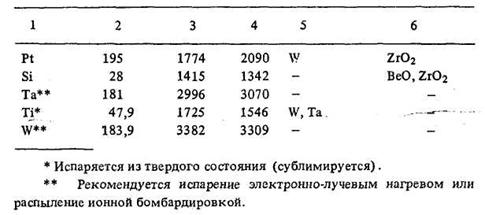
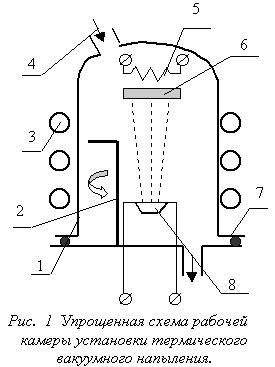
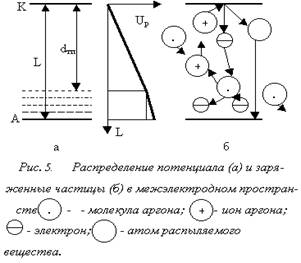
Кроме того, необходимо обеспечивать равномерность распределения толщины пленки на подложке, что является одним из основных ее параметров. Толщина пленки в данной точке подложки определяется количеством частиц, достигающих ее в единицу времени. Если бы поток наносимых частиц был одинаков на всю поверхность подложки, пленка получалась бы одинаковой толщины. Однако площадь испарителей вещество много раз меньше площади подложкодержателей (поэтому их называют точечными источниками). В результате добиться равномерности потока невозможно. Как видно из Рисунок 1 а, скорость нанесения пленки будет неодинакова в точке 0 и в точках А и В: чем дальше от оси 0S эти точки, тем ниже скорость нанесения пленки и тем меньше ее толщина за данное время нанесения. При плоском подложкодержателе неравномерность толщины пленки составляет ± 20%.
Наиболее простым способом снижения неравномерности распределения пленки по толщине является увеличение расстояния dип. Однако это уменьшает скорость конденсации пленки, что отрицательно сказывается на ее свойствах. Максимально возможное расстояние dип ограничено размерами рабочей камеры установки.
На практике применяют более сложные способы, одним из которых является придание подложкодержателю сферической формы (Рисунок 1,6).
Неравномерность толщины пленки снижается при этом до ± 10%. Если этого недостаточно, используют систему с двойным вращением, так называемую планетарную карусель (Рисунок 1, в), состоящую из приводной вращающейся оси 9, на которой установлены три подложкодержателя 7. Каждый подложкодержатель может вращаться вокруг собственной оси 8 при обкатывании по кольцу 6. Так осуществляется планетарное движение подложек. Планетарные карусели стоят довольно дорого, однако при их использовании неравномерность пленок по толщине составляет ± (3 - 4)%.
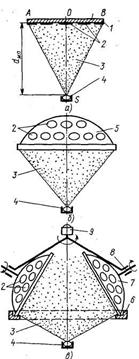 |
Рисунок 1. Схемы осаждения пленок из точечного источника на плоский (а) и сферический подложкодержатели (б) и на планетарный подложкодержатель с двумя направлениями вращения (в): 1,5, 7 - плоский, сферический и планетарный подложкодержатели, 2 - подложки, 3 - поток осаждаемых частиц, 4 - точечный источник потока осаждаемых частиц, 6 - кольцо, 9 - ось подложкодержателя, 9 - приводная вращающаяся ось.
Для проверки неравномерности толщины нанесенных пленок в пяти точках на пластине - в центре и по краям взаимно перпендикулярных диаметров - измеряют с помощью микроскопа МИИ-4 толщину пленки dп. Выбирают из полученных значений толщины максимальное dmax и минимальное dmin и вычисляют (%) неравномерность (отклонение толщины от среднего значения) по формуле
![]() (3)
(3)
Рассмотрим пример расчета неравномерности толщины пленки. Получены замеры в пяти точках(нм): 1260, 1255, 1290, 1280, 1265. Из этого ряда выберем dmax = 1290 и dmin = = 1255 и вычислим неравномерность по формуле:
![]() (4)
(4)
Процесс испарения и качество нанесенных пленок в значительной мере определяются типом и конструкцией испарителей, которые могут иметь резистивный или электронно-лучевой нагрев. Выбор типа испарителя зависит от вида испаряемого материала, его агрегатного состояния и температуры в процессе испарения, а также других факторов.
2. Типы и конструкции испарителейНагрев электропроводящего тела, обладающего высоким электрическим сопротивлением при прохождении через него электрического тока, называют резистивным. При этом, как правило, используют переменный ток.
Достоинства резистивного нагрева - высокий КПД, низкая стоимость оборудования, безопасность в работе (низкое напряжение на зажимах) и малые габаритные размеры. Факторами, ограничивающими применение испарителей с резистивным нагревом, являются возможность загрязнения наносимой пленки материалом нагревателя, а также малый ресурс работы из-за старения (разрушения) нагревателя, что требует его периодической (иногда довольно частой) замены.
Испарители этого типа различных конструктивных вариантов могут быть с непосредственным или с косвенным нагревом испаряемого вещества.
Материалы, используемые для изготовления испарителей, должны отвечать следующим требованиям. Испаряемость материала испарителя при температуре испаряемого вещества должна быть пренебрежимо малой. Для хорошего теплового контакта материал испарителя должен хорошо смачиваться расплавленным испаряемым веществом. Между материалом испарителя и испаряемым веществом не должны происходить никакие химические реакции, а также образовываться легкоиспаряемые сплавы, так как это приводит к загрязнению наносимых пленок и разрушению испарителей.
Для изготовления испарителей промышленных установок используют тугоплавкие металлы (вольфрам, тантал, молибден).
Следует особо отметить, что алюминий, применяемый для нанесения пленок, в расплавленном состоянии обладает высокой химической активностью и взаимодействует практически с любыми металлами, из которых изготовляют испарители. Это значительно снижает их срок службы. Поэтому такие испарители являются одноразовыми и после каждого процесса испарения их заменяют.
В испарителях с непосредственным нагревом ток в несколько десятков ампер проходит непосредственно через испаряемый материал. Такой метод испарения может быть применен только для сублимирующихся металлов, т.е. металлов, температура плавления которых выше температуры испарения (хром, титан и др. - см. Таблица 2).
Основное достоинство этих испарителей - отсутствие теплового контакта между их нагретыми элементами и испаряемым металлом, что обеспечивает высокую чистоту наносимой пленки. Однако они обеспечивают низкую скорость испарения, дают возможность испарять малое количество материала, который может быть использован только в виде ленты или проволоки, а также не позволяют испарять диэлектрики и большинство металлов. Сечение таких испарителей должно быть одинаковым на всем протяжении, иначе в месте утонения возникает перегрев и они перегорают.
Испаритель с резистивным непосредственным нагревом показан на рисунке 2 Испаряемый материал 3 в виде проволоки или ленты вставляют в изготавливаемые из титана или нержавеющей стали и закрепляемые винтами 2 массивные контактные зажимы 1, к которым подводится электропитание. Для снижения тепловых потерь за счет излучения, а также ограничения потока пара 4 в направлении к подложке 5 служит многослойный экран 6.
Испарители с косвенным нагревом, в которых испаряемое вещество нагревается за счет теплопередачи от нагревателя, более универсальны, так как позволяют испарять проводящие и непроводящие материалы в виде порошка, гранул, проволоки, ленты и др. Но при этом из-за контакта с нагретыми частями испарителя, а также из-за испарения материала подогревателя осаждаются менее чистые пленки.
Поверхность резистивных испарителей предварительно очищают, промывая в растворителях. Часто их также отжигают в вакууме. Так как форма испарителя с косвенным нагревом зависит от агрегатного состояния, в котором находится испаряемый материал, их подразделяют на проволочные, ленточные и тигельные.
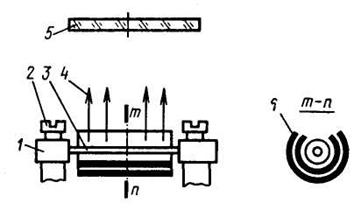
Рисунок 2. Испаритель с резистивным непосредственным нагревом:
1 - контактный зажим, 2 - винт, 3 - испаряемый материал, 4 - поток пара, 5 - подложка, 6 - многослойный экран
Проволочные испарители применяют для испарения веществ, которые смачивают материал нагревателя. При этом расплавленное вещество силами поверхностного натяжения удерживается в виде капли на проволочном нагревателе. Проволочные испарители изготавливаются V - и W-образной формы, а также спирале - и волнообразной.
Проволочный испаритель простейшей конструкции (Рисунок 3, а) используют для нанесения пленок алюминия, который хорошо смачивает вольфрамовый проволочный нагреватель - цилиндрическую проволочную спираль 2. Испаряемое вещество в виде скобочек (гусариков) 3 навешивают на спираль, которую отогнутыми концами 1 вставляют в контактные зажимы. По мере нагрева это вещество плавится и формируется на проволоке в виде капель. Снизу размещаются тепловой и ограничивающий экраны. Проволочные испарители предназначены для создания протяженного потока испаряемого материала, что достигается использованием одновременно нескольких навесок.
При плохой смачиваемости испаряемого вещества, а также для испарения навесок в форме гранул или кусочков применяют испарители в виде конической проволочной спирали 6 (Рисунок 3, б), закрепляемой на зажимах 4 токоподвода. Спираль окружена цилиндрическим тепловым экраном 5, а снизу размещается ограничивающий экран 7.
Наиболее распространенными материалами для изготовления проволочных испарителей является проволока Ф 0,5 - 1 мм из фольфрама и тантала.
Существенным достоинством проволочных испарителей является простота их конструкции и возможность модификации под конкретные технологические условия. Кроме того, они хорошо компенсируют расширение и сжатие при нагреве и охлаждении. Недостаток этих испарителей - малое количество испаряемого за один процесс материала.
Ленточные испарители применяются для испарения металлов, плохо удерживающихся на проволочных испарителях, а также диэлектриков и изготавливаются с углублениями в виде полусфер, желобков, коробочек или лодочек. Наиболее распространенными материалами для таких испарителей является фольга толщиной 0,1 - 0,3 мм из вольфрама, молибдена и тантала. Испаритель с углублением в виде полусферы, предназначенный для испарения относительно малых количеств вещества, показан на рисунке 4, а. Для снижения теплового потока из зоны испарения к зажимам токоподвода по краям полусферы имеются утонения сечения (шейки). Испарители лодочного типа (Рисунок 4, б) предназначены для испарения относительно больших количеств вещества. Чтобы скомпенсировать деформации испарителя, его профиль усложнен отгибом лапок, которыми он крепится к зажимам токоподвода.
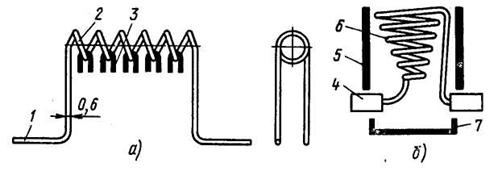
Рисунок 3. Проволочные испарители косвенного нагрева с цилиндрической (о) и конической (б) проволочной спиралью:
1 - отогнутый конец спирали, 2, 6 - цилиндрическая и коническая спирали, 3 - испаряемый материал (гусарик), 4 - зажимы токоподвода, 5,7 - цилиндрический тепловой и ограничивающий экраны

Рисунок 4. Ленточные испарители косвенного нагрева из вольфрама, молибдена и тантала толщиной 0,1 - 0,5 мм: а - с углублением в виде полусферы, б - лодочного типа.
Если для металлов благодаря их высокой теплопроводности испарение в вакууме есть явление поверхностное, то для таких неметаллических веществ плохой теплопроводности, как диэлектрики (например, SiO2), существует большая вероятность из разбрызгивания при форсированном испарении. В этих случаях применяют испарители коробчатого типа усложненной конструкции (Рисунок 4), выполненные из ленты толщиной 0,1 мм в виде коробочки /, в которую засыпают испаряемое вещество 5. Сверху коробочка закрывается однослойным или двухслойным экраном 3 с отверстиями, через которые проходят пары 4 наносимого материала.
В случае применения двухслойного экрана отверстия располагают в шахматном порядке, что полностью исключает прямой пролет крупных частиц испаряемого вещества. Помимо предохранения от разбрызгивания такие испарители позволяют создавать над поверхностью испаряемого вещества ограниченное пространство, в котором пар 4 близок к насыщенному, что затрудняет обеднение соединения более легко испаряющимся компонентом.
Эффективную защиту от разбрызгивания капель, которым сопровождается процесс испарения некоторых веществ, обеспечивают лабиринтные испарители. Как видно из названия, эти испарители имеют форму, исключающую прямой путь для выхода крупных частиц вещества в момент взрывного испарения. В результате поступающее в лабиринтный испаритель гранулированное вещество выходит из него только в виде пара в предпочтительном направлении в сторону подложек.
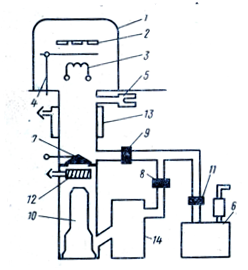
Лабиринтный испаритель для оксида кремния (Рисунок 5) выполнен в виде коробочки 1, по краям которой имеются лапки 2 для подсоединения к зажимам токоподвода. Сверху коробочка закрыта крышкой 5, имеющей боковой и нижний 6 экраны для снижения тепловых потерь излучением. В верхней части крышки имеются два патрубка. Через патрубок 3 в левую часть коробочки засыпают испаряемый материал 7, а затем этот патрубок закрывают круглой крышкой 4. Через правый патрубок 10 поступают пары наносимого материала, которые предварительно в коробочке проходят по лабиринту, образованному экранами 8 и 9, и из них отсеиваются макроскопические частицы.
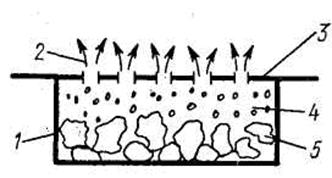
Рисунок 4. Испаритель косвенного нагрева коробчатого типа:
1 - коробочка, 2 - поток паров наносимого вещества, 3 - экран, 4 - пары испаряемого вещества, 5 - испаряемое вещество
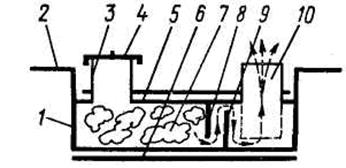
Рисунок 5. Испаритель косвенного нагрева лабиринтного типа:
1 - коробочка, 2 - лапки, 3, 4 - патрубок для загрузки материала и его крышка, 5 - крышка испарителя, 6 - нижний экран, 7 - испаряемое вещество, 8, 9 - разделительные экраны, 10 - выходной патрубок.
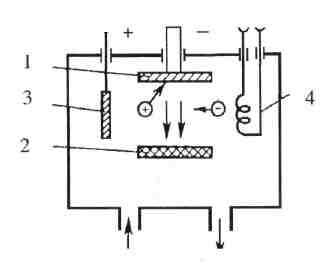
В производстве часто бывает необходимо наносить пленки, состоящие не из одного вещества, а являющиеся сплавами. Это представляет наибольшую трудность в тонкопленочной технологии. Вследствие различной упругости паров компонентов сплава состав пленки может заметно отличаться от исходного (эффект фракционирования сплава). Так, при нанесении сплава нихрома (Ni 80%, Сr 20%) при t = 1400° С на подложке образуется пленка, имеющая следующий состав: Ni - 60%, Сr - 40%.
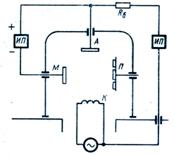
Для получения состава пленок, соответствующего составу исходного сплава, применяют метод микродозирования (дискретное или взрывное испарение). Сущность этого метода (Рисунок 6) состоит в том, что из дозатора 4 на ленточный разогретый испаритель 5 дискретно сбрасываются небольшие порции порошка 1 испаряемого сплава с размерами частиц 100 - 200 мкм. Испарение микродоз происходит практически мгновенно и полностью, в результате чего на подложке 3 последовательно осаждаются очень тонкие слои. В пределах каждого слоя наблюдается неоднородный состав (вследствие фракционирования сплава), однако уже в процессе нанесения взаимной диффузией атомов составляющих компонентов выравнивается концентрация каждого из них по толщине пленки.
Этот метод особенно эффективен при нанесении многокомпонентных сплавов (например, МЛТ-2М, нихром - оксид кремния). Достоинством его является также отсутствие загрязнений пленки материалом испарителя (малое время контакта микродозы сплава с испарителем).
Основной недостаток метода микродозирования - сложность наладки дозатора для подачи особо мелких порций испаряемого сплава. В условиях большого теплоизлучения (от перегретого металлического испарителя) устойчивую работу дозатора обеспечить трудно. Кроме того, имеется опасность не испарения, а разбрызгивания вещества в виде капель или твердых частиц.
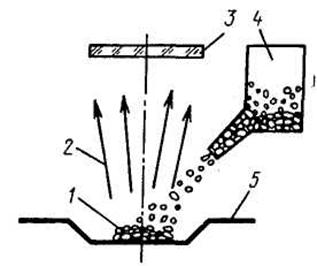
Рисунок 6. Метод дискретного испарения:
1 - испаряемый порошок, 2 - пары наносимого вещества, 3 - подложка, 4 - дозатор, 5 - ленточный испаритель.
Тигельные испарители используют, как правило, для испарения больших количеств сыпучих диэлектрических материалов. Тигли изготовляют из тугоплавких металлов, кварца, графита, а также керамических материалов (нитрида бора ВN, оксида алюминия А12Оз - алунда). Максимально допустимая температура кварца составляет 1400° С, графита - 3000° С, оксида алюминия - 1600° С.
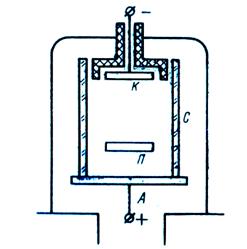
Два типа испарителей с тиглями из керамики показаны на рисунке 7, а, б.
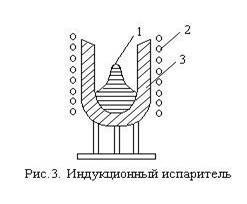
В испарителе первого типа (Рисунок 7, а) нагреватель в виде плоской улиткообразной спирали 1 располагается в полости керамического тигля 2, куда насыпается испаряемый материал. Такой испаритель позволяет испарять с высокими скоростями большое количество вещества.
В испарителе второго типа нагреватель в виде конусообразной спирали 1 расположен с внешней стороны керамического тигля 2.,
При равной мощности питания первый испаритель нагревается до более высокой температуры, чем второй. Однако достоинством второго является отсутствие контакта испаряемого материала со спиральным нагревателем. Эксплуатационным недостатком тигельных испарителей является то, что они довольно инерционны, так как малая теплопроводность материала, из которого изготовляют тигель, не обеспечивает быстрого нагрева испаряемого вещества.
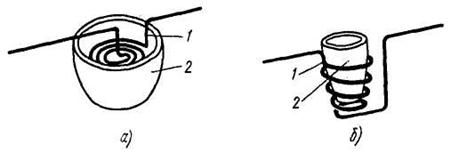
Рисунок 7. Испарители прямого нагрева с тиглями с внутренним (а) и внешним (б) спиральными нагревателями:
1 - спираль, 2 – тигель.
ЛИТЕРАТУРА
1. Черняев В.Н. Технология производства интегральных микросхем и микропроцессоров. Учебник для ВУЗов - М; Радио и связь, 2007 - 464 с: ил.
2. Технология СБИС. В 2 кн. Пер. с англ. / Под ред. С. Зи, - М.: Мир, 2006. -786 с.
3. Готра З.Ю. Технология микроэлектронных устройств. Справочник. - М.: Радио и связь, 2001. -528 с.
4. Достанко А.П., Баранов В.В., Шаталов В.В. Пленочные токопроводящие системы СБИС. -Мн.: Выш. шк., 2000. -238 с.
5. Таруи Я. Основы технологии СБИС Пер. с англ. - М.: Радио и связь, 2000-480 с.
6. Бер А.Ю., Минскер Ф.Е. Сборка полупроводниковых приборов и интегральных схем. М.: Высшая школа, 2001.
Похожие работы
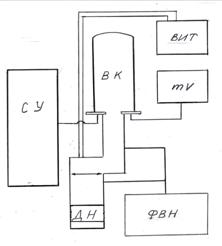
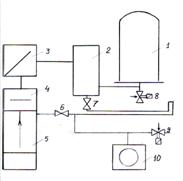
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...

... натекатель плавно впускают атмосферный воздух. Выравнивание давлений внутри и вне колпака даёт возможность поднять его и начать следующий цикл обработки. Процесс термического вакуумного напыления характеризуется температурой на испарителе t°ис, давлением воздуха в рабочей камере P0, температурой нагрева подложек t°п. Температура нагрева вещества в испарителе (t°ис) должна обеспечивать достаточно ...
... ТУ 14-5-76 ОСТ ИГО.010.224 2 Медь вакуумплавленная МВ бко.028.007 ТУ ОСТ 107.750878.001 3 Никель ГОСТ 2170 ОСТ 4.054.074 4.3 Технические требования к технологическим процессам напыления 1 Величина удельного поверхностного сопротивления резистивных слоёв должна соответствовать конструкторской документации и РД 107.460084.200. 2 Слои, получаемые по технологическим процессам, основные ...


... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...
0 комментариев