Первые доменные печи появились в Европе в середине 14 века.
В России до 30-х гг. 17 в. единственным известным на территории страны способом получения железа из руд был одностадийный способ, основанный на прямом восстановлении металла из окислов и осуществлявшийся в печи, получившей название сыродутного (ручного) горна, называвшегося также домней (домницей).
Первоначально термин "домница" означал "кузницу", то есть помещение, где устанавливались сыродутные горны для получения железа. Однако сейчас под этим словом понимают плавильный горн, прототип современной доменной печи. Домницы XVI-XVII веков работали совершенно иначе, чем доменные печи. Они представляли собой шахтные печи высотой около 1 м с круглым сечением диаметром 500-600 мм, которые строились обычно за два-три дня. Производительность такого горна была до 0,1 т в сутки.
В ходе процесса получался губчатый ком сварочного железа (точнее – низкоуглеродистого железного сплава), смешанного со шлаками - железная крица. Такое железо называли сырым. Для превращения его в дельное крицу проковывали в особой железцовой кузнице.
Появление в России первых домен не уничтожило металлургии, основанной на одностадийном способе - домни и домны длительное время сосуществовали.
Первая известная нам попытка построить в России доменный завод относится к 1567 г., когда Иван IV "пожаловал английских гостей и позволил ставить у железных руд, где железо делают, домницы". Через два года англичане получили разрешение на поиск руды по р.Вычегде, строительство здесь железного завода и ввоз из Англии квалифицированных рабочих. Но уже в августе 1570 г. царь приказал "то повольство отставить", а в октябре объявил об отмене данных им льгот: "все наши грамоты, которыя есмя давали... по сей день, - не в грамоты".[1]
Следующая попытка строительства доменного завода была предпринята через 62 года. Новая попытка строительства в России вододействующей доменной мануфактуры оказалась более удачной, чем предыдущая.
Большинство перечисленных заводов строились иностранными купцами ("гостями"). Важная роль последних в создании русской доменной мануфактуры была обусловлена рядом объективных причин:
- иностранные купцы лучше русских были знакомы с техникой, экономикой и организацией производства, основанного на использовании неизвестных в России технологий;
- им легче было подобрать в Европе мастеров, готовых выехать для работы в Россию;
- они (по крайней мере, некоторые) обладали средствами, достаточными для реализации даже такого дорогостоящего проекта, как строительство мануфактуры.
Среди иностранных коммерсантов, связанных со становлением российской доменной металлургии, отметим А. Виниуса, Ф. Акему, В. Меллера (все – уроженцы Нидерландов), а также происходивших из Гамбурга Бутенанта и представителей нескольких поколений рода Марселисов. В XVII веке они основывают свыше двух десятков железных заводов под Москвой, Тулой, в Олонецком, Вологодском и других краях.
"Разрешительная" жалованная грамота на строительство первого в России доменного вододействующего завода была дана в феврале 1632 года. Ей начинается новый этап истории черной металлургии России.
Человека, благодаря знаниям, настойчивости и предприимчивости которого первый завод был построен и пущен, человека, ставшего отцом русской доменной металлургии, звали Андреем Денисовичем Виниусом.
Жалованную грамоту на строительство на реках Вороне (современная Воронка), Вашане и Скниге "мельнишных железных" заводов, Виниус получил в компании с братом Аврамом и английским купцом Вилькенсоном. Строить их начал, однако, на другой реке, Тулице (вернее - Синей Тулице), в 12 верстах к северо-востоку от Тулы. Работы начались не раньше июня 1632 г., после заключения договоров на аренду земель.
Доменные заводы были вододействующими, сооружение их становилось возможным только при наличии рек, удовлетворявших определенным, довольно жестким требованиям, а именно, обладавших водотоком, достаточно мощным для обеспечения потребности в гидроэнергии, и достаточно управляемым для безопасной эксплуатации водяных двигателей и связанных с ними механизмов. Важную роль играл и рельеф местности: строительство заводов на равнинных участках требовало для устройства прудов-накопителей сооружения длинных плотинных насыпей и отчуждения земельных угодий большой площади.
В 1636 г. заводы дали первую продукцию: 100 пудов прутового и 43,5 пуда дощатого железа (1,64 и 0,71 т соответственно). Не исключено, правда, что это было железо, полученное в сыродутных горнах. Но не позднее следующего, 1637 года, на заводах выплавили и первый в России доменный чугун. Тогда же впервые в России он был использован в качестве литейного сплава, тогда же в ходе кричного передела переработан в железо.
В начальный период своей истории (до 1648 г.) металлургический комплекс на Тулице включал не менее трех заводов, два из которых были доменными, один (нижний) - передельным. Обслуживали их иностранные мастера, приехавшие по договору с заводчиком из разных стран в Россию с семьями на определенный срок. Упомянем из их числа двоих: "плавильного дела мастера немчина" Крестьяна (Христиана) Вильде, работавшего на заводе в 1647 году - его имя открывает на сегодняшний день список имен доменных мастеров из Европы, трудившихся на металлургических заводах России, и связанного с обслуживанием доменной плавки (ведал составлением шихты и загрузкой ее в печь) мастера Юрия Ведена. Каждый из них обслуживал по две печи.
Основной продукцией заводов в первое десятилетие их существования были чугун, железо и изделия из них. Чугун, предназначенный для передела, отливали в чушки, называвшиеся свиньями или штыками, прочий - сразу использовали в качестве литейного материала. Значительную долю в объеме производства занимали пушки и ядра к ним.
На рубеже 18 в. начинается промышленное освоение Урала - нового, богатого ресурсами, огромного по площади горно-металлургического района, в скором времени ставшего главным металлургическим центром страны.
Первые уральские железоделательные заводы, возникшие еще в XVII веке, не имели доменных печей и представляли собой простую кооперацию - объединение отдельных плавильных горнов, которые мало чем отличались от обычных крестьянских домниц. Еще в начале XVIII века плавка руды в малых домницах была распространена во многих районах Урала: близ Кунгура, Невьянска, Нижнего Тагила, Далматовского монастыря, Алапаевского завода и в других местах. Крестьяне-промышленники вырабатывали кричное и полосовое железо и уклад. « Из крицы в расковочных кузницах производили полуфабрикат - кованое железо, очищенное от шлака, окалины и мусора, которое представляло собой полосы, прутья и др. и называлось "укладом". Из 1,6 кг кричного железа получалось 1,1 уклада, из которого потом изготовляли изделия».[2]
Первые уральские доменные заводы были построены на реках Каменка, Нейва и Алапаевка. В ноябре 1701 года доменная печь Каменского завода выдала первый уральский чугун, а спустя месяц начал действовать доменный цех Невьянского завода. Алапаевский металлургический завод был построен в 1702 - 1704 гг. Первоначальное оборудование Алапаевского завода состояло из двух доменых печей, пушечных изб, "свирельни" для расточки орудий и двух молотовых фабрик. До 1717 года производство чугуна из одной действующей домны не превышало 90-100 пудов в сутки.
Первоначально высота домен колебалась от 10 до 20 аршин (аршин - русская мера длины, равная 0,71 м.), 4,5 аршина в распаде, суточная выплавка колебалась от 400 до 570 пудов. Однако суточная выплавка чугуна определялось не столько размерами домен, сколько ограниченными резервами водяной энергии, применявшейся для подачи дутья. Поэтому для усиления дутья на заводе использовали чугунные цилиндрические мехи более высокой эффективности, заменившие деревянные клинчатые. Каждая печь располагала четырьмя чугунными цилиндрическими мехами.
Важнейший компонент металлургической шихты - уголь. До 30-х гг. 18 в., когда в Англии начался перевод доменной плавки на минеральное топливо, повсеместно применялся единственный его вид – древесный уголь, который получали непосредственно в лесу кучным углежжением - "кабанным" способом.
Применение цилиндрических воздуходувных машин, изобретённых в Англии в 1760 году, было наиболее существенным новшеством в русской металлургии конца ХVIII века. Об его значении можно судить уже по тому, что замена кожаных мехов даже такими несовершенными деревянными цилиндрическими машинами давала до 20% экономии угля. Вместе с тем, ускоряя металлургические процессы, новые воздуходувки резко повышали суточную выплавку, а стало быть, и производительность труда доменного персонала.
Начиная с 1863 г., выплавка чугуна стала повышаться. В этот период появляется паровая машина как подсобная в зимнее время для действия доменной воздуходувки. Одно-фурменные домны переделаны на двуфурменные. Установлен регенератор Сименса.
Устройство современной доменной печи
Для работы доменной печи необходимы большие количества руды, топлива (каменного угля), известняка и воды (для охлаждения). Руду взрывают, извлекают, дробят и превращают в мелкий порошок. При обжиге образуется оксид железа, проявляющий магнитные свойства, благодаря чему из водной взвеси его отделяют от пустой породы магнитной сепарацией. Магнитный оксид брикетируют обкаткой в барабане, затем слегка спекают до получения окатышей, пригодных для доменного процесса. Таким способом из бедной руды (~20% оксида железа) получают почти чистый Fe3O4, который совместно с известняком и коксом используется для выплавки чугуна в доменной печи.
При достаточно высокой температуре оксид железа реагирует с моноксидом углерода (CO), давая диоксид углерода (CO2) и металлическое железо. Доменная (шахтная) печь устроена так, чтобы реакция могла протекать непрерывно. На практике сверху вниз по шахте печи непрерывно продвигаются углерод и оксид железа, а навстречу им снизу движется воздух. Углерод в виде кокса играет двоякую роль: при сгорании он нагревает печь и образует газ CO, который восстанавливает оксид железа до металла. В верхней части печи из нее отводится диоксид углерода, а в нижней – выпускается жидкий металл. Обычно печь работает непрерывно до ее остановки для ремонта внутренней кирпичной кладки (футеровки).
Из сказанного выше вытекают основные требования к конструкции доменной печи. Она должна обеспечивать непрерывную загрузку топливом, рудой и флюсом сверху, непрерывную подачу воздуха и периодический отвод жидких продуктов снизу. Печь должна быть достаточно высокой, чтобы успевали протекать необходимые химические реакции. Воздух вдувается в печь через фурмы, расположенные в ее нижней части, и поднимается сквозь шихту вверх. Восстановленное губчатое железо и шлак плавятся на уровне «заплечиков», в самой широкой части печи, а жидкость накапливается в горне, ниже фурм. В горне периодически пробивают заделанные глиной летку для выпуска металла и (несколько выше) шлаковую летку. Доменная печь дает почти столько же шлака, сколько и чугуна. Затвердевая, шлак превращается в темный стекловидный материал, который в прошлом накапливался в больших шлаковых отвалах возле передельных металлургических заводов. В наши дни шлак идет на изготовление заполнителя для бетона, железнодорожного балласта, шлаковаты и противоюзового покрытия автомобильных дорог.
Восстановление оксида железа до губчатого железа и разложение известнякового флюса происходят в шахте – основной части доменной печи – в процессе медленного оседания шихты. Шихта начинает разогреваться в колошнике – верхнем конце шахты. Диоксид углерода и азот непрерывно отводятся по широкому газоходу из колошника. Поскольку при нормальной работе доменной печи давление газов в колошнике выше атмосферного, верхний конец печи нельзя просто открывать для загрузки, иначе упадет давление газов и из печи будут выдуваться наружу тонкоизмельченные компоненты шихты. Для предотвращения этого предусмотрен двухконусный шлюзовой засыпной аппарат. Нижний конус поднимают так, чтобы он газоплотно закрывал загрузочное отверстие, а затем опускают верхний для загрузки. После этого снова поднимают верхний конус, герметизируя вход в печь, и, опустив нижний, пропускают порцию шихты (колошу) в колошник.
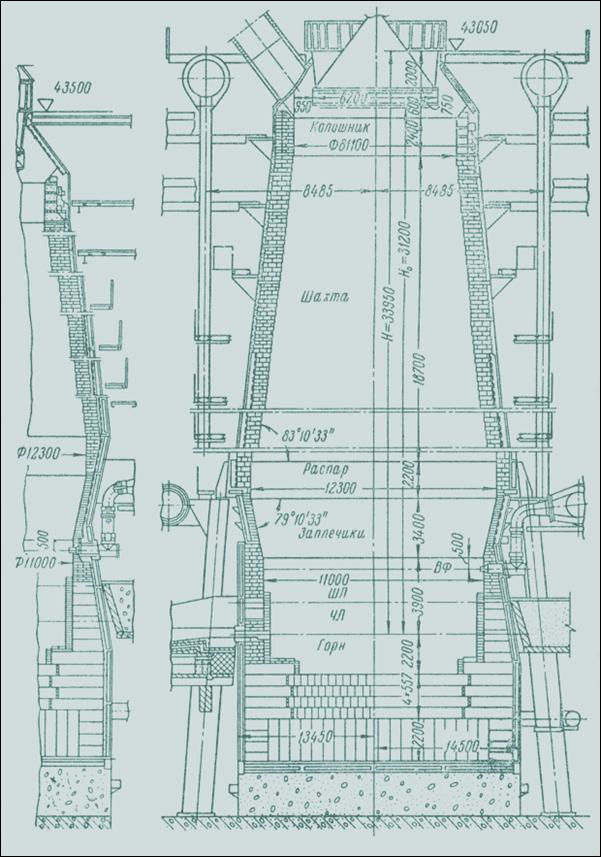
Современная доменная печь представляет собой крупное сооружение. Высота печи, производящей 1000 т чугуна в сутки, составляет около 30 м, а диаметр на уровне заплечиков – ок. 8 м. Печь устанавливается на бетонном фундаменте, на котором в стальном кожухе выводится кладка из огнеупорного кирпича. Нижняя часть этой конструкции охлаждается водой.
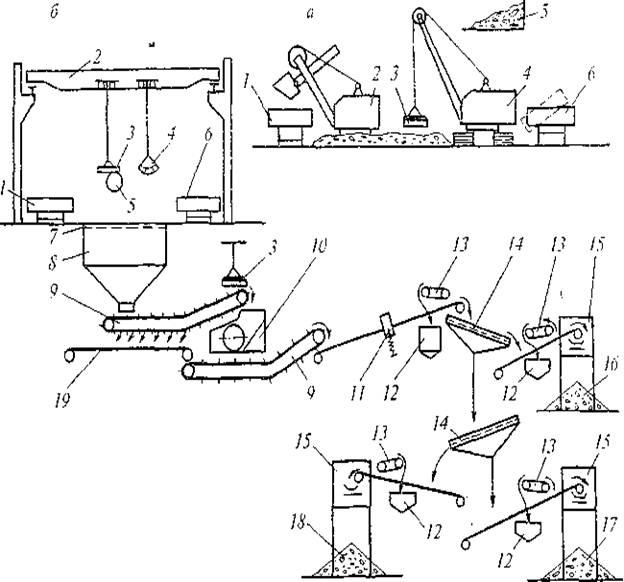
Сколь ни внушительны размеры доменной печи, сама она – лишь малая часть чугуноплавильного завода. Для ее нормальной работы нужны еще отделение шихтовых материалов, грузоподъемные устройства для загрузки печи, насосы для подачи воздуха (дутья) и воздухонагреватели (кауперы), шлаковозы и литейный цех или приемная система для расплавленного металла. Для загрузки доменных печей иногда применяются ленточные конвейеры, но чаще руда, топливо и флюс подаются скиповыми подъемниками – небольшими сосудами (скипами), движущимися на колесах по наклонным рельсам от нижних засыпных бункеров до верхней загрузочной площадки, где они автоматически опрокидываются, разгружаясь в приемную воронку засыпного аппарата.
Эффективность доменной печи существенно повышается при использовании горячего дутья. Воздух, подводимый к фурмам, предварительно нагревается до температуры, которая может достигать 1000° C. Нагревание осуществляется в кауперах, каждый из которых ненамного уступает в размерах самой доменной печи. Каупер представляет собой вертикальный цилиндрический стальной кожух с внутренней «шахматной» насадкой из огнеупорного кирпича.
Газ, отводимый с верхнего конца доменной печи, содержит моноксид углерода и другие газы, способные гореть. Этот газ по широким наклонным газоходам подводится к нижней части каупера, где, пройдя через пылевой фильтр, сжигается в камере горения. Продукты горения поднимаются вверх, нагревая кирпичную насадку. Когда насадка достаточно нагрета, перекрывают подачу топлива и газа в камеру горения и включают воздуходувки, которые гонят воздух через каупер в фурмы доменной печи. Для каждой доменной печи обычно предусматривают четыре каупера: два нагреваются, а два других подают горячее дутье. Потоки газа и воздуха периодически переключаются так, что непрерывно поддерживается заданная температура дутья.
Существует ряд способов дополнительного повышения эффективности доменной печи. Один из них – работа при давлении внутренних газов, вдвое превышающем атмосферное. Это позволяет повысить производительность примерно на 15% и снизить потребление кокса примерно на 10%. Экономические преимущества повышения производительности в какой-то мере снижаются затратами на более мощное воздуходувное оборудование и возможным уменьшением срока службы огнеупорной кладки.
При выпуске плавки из доменной печи шлак вытекает из своей летки, а металл – из своей, расположенной ниже. Ранее шлак заливали в шлаковозы – большие ковши на железнодорожных колесных тележках, которые доставляли незатвердевший шлак к отвалам. Теперь же шлак обычно отводят на перерабатывающую установку, расположенную рядом с домной, где он охлаждается водой и при этом гранулируется, после чего используется как заполнитель для бетона и пр.
Жидкий металл, вытекающий из летки, направлялся по желобам, подготовленным в песочной «постели» перед печью. Из желобов он растекался по удлиненным боковым углублениям в песке, где и затвердевал в виде болванок, называемых чушками (из-за сходства с многочисленными поросятами, сосущими свиноматку). Хотя литье в песок более не применяется, металл, выплавляемый в доменных печах, по-прежнему называют чушковым (применяется и термин «штыковой» чугун). В наши дни в тех случаях, когда требуется чушковый чугун, расплавленный металл разливают по стальным литейным формам, непрерывно движущимся перед домной на ленточном конвейере. Когда металл затвердевает, формы переворачиваются и, освободившись от чушки, возвращаются за следующей отливкой. Чтобы чугун не приставал к формам, их покрывают каменноугольной смолой или известью.
На международной конференции по металлургии, которая проходила в 1999году в Японии, была организована экскурсия на один из металлургических заводов. Большая группа ученых и специалистов - металлургов из разных стран, включая и россиян, вошла в доменный цех, где выплавляется чугун, и, по нашим меркам, должно быть очень грязно. Мы часто видели по телевизору горнового (рабочего, который выпускает металл и шлак из доменной печи) с железной клюкой и лопатой в толстой грязной войлочной одежде. На этот раз экскурсионная группа, была просто шокирована. На поручнях перил, на полу не было ни одной пылинки. С восторгом наш российский представитель сказал своему коллеге: "Смотри дорогой, я нашел пять пылинок углерода (они блестят - их сразу видно) на поручне лестницы длинной пятнадцать метров". Как же это, возможно, удивилась группа, но решение, которым был достигнут этот результат, оказалось очень простым. Желоб, по которому течет металл и шлак, был изолирован сверху специальным коробом с наличием в месте слива вентилятора, который отсасывает всю пылегазовую смесь над текущим металлом. Когда в беседу с экскурсантами вступил первый горновой (главный рабочий по разливке чугуна), российский представитель задал переводчику вопрос: "А где у горнового лопата?". Переводчик не смог перевести последнее слово вопроса. Нет лопаты у современного металлурга в Японии. Создавалось впечатление, что горновому достаточно повязать галстук, и он готов для выхода в свет.
Наступило время выпуска чугуна, для чего необходимо было просверлить отверстие в летке, через которое горячий металл покинет доменную печь. Японский горновой достал из кармана миниатюрное устройство и поднес его ко рту. Раздался свист, сложный механизм приступил к действию: повернулся к летке, нашел нужную позицию, пробурил отверстие и отошел в исходное состояние. После окончания выпуска, все тот же свисток скомандовал "умной" машине вернуться к летке и закупорить ее. Это ли не фантастика? Нет, это сегодняшний день нашей металлургии. Кто же это сотворил? Экологи? Нет! Металлурги и специалисты по автоматизации, прекрасно владеющие спецификой металлургических процессов. Мало знать экологические проблемы, недостаточно просто владеть программированием и знать электронную технику. Только симбиоз знаний по металлургии и проблемам компьютеризации может позволить эффективно решать проблемы улучшения условий труда в черной металлургии, сделав ее "металлургией в белых перчатках". Наступает время напрочь забыть о корявых и грязных робах и перейти к клавиатуре компьютера, перенося свои усилия на мозговую деятельность, связанную с тем - что, где, как и почему происходит. И в конечном итоге, какое решение мы должны принять в той или иной ситуации.
Литература
1. Дунаев Ю.А .Билимбаевский завод. Век ХIХ-й. Газета "Уральский трубник" № 93; № 94; № 95; № 96; стр. 3; 1991 год.
2. Запарий В, заведующий кафедрой истории и техники УГТУ – УПИ. Железное дело нетяглых людей, журнал Родина №10-2001.
3. Основы металлургии, тт. 1–6. М., 1961–1973
4. Струмилин С.Г. Избранные произведения. История черной металлургии в СССР. М., 1967.
5. Черноусов П. И. и др. История металлургии и мировое металлургическое производство. М. 1999.
[1] Струмилин С.Г. Избранные произведения. История черной металлургии в СССР. М., 1967.
[2] Черноусов П. И. и др. История металлургии и мировое металлургическое производство. М. 1999.
Похожие работы
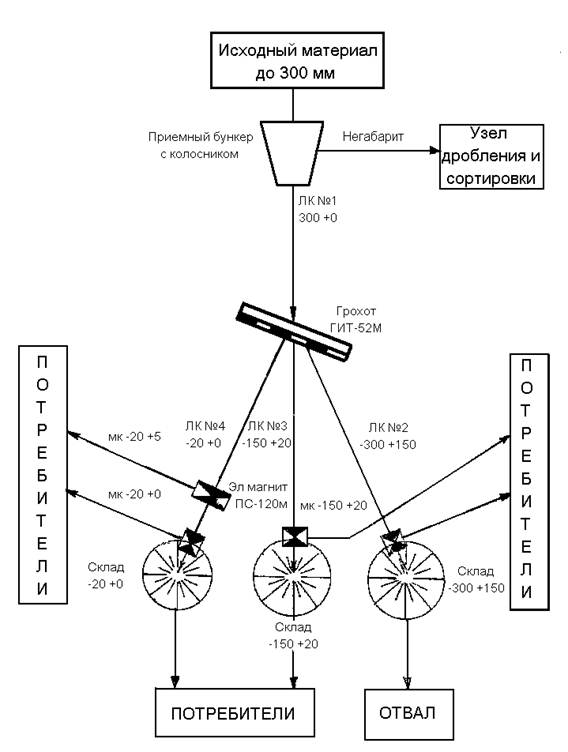
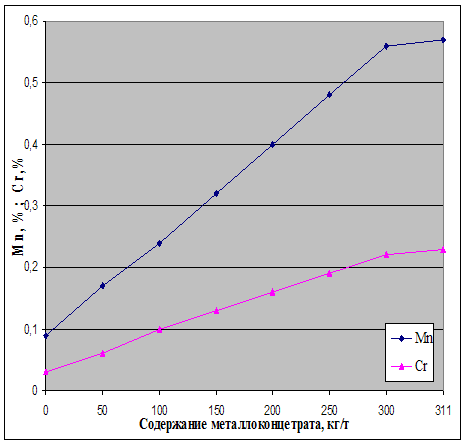
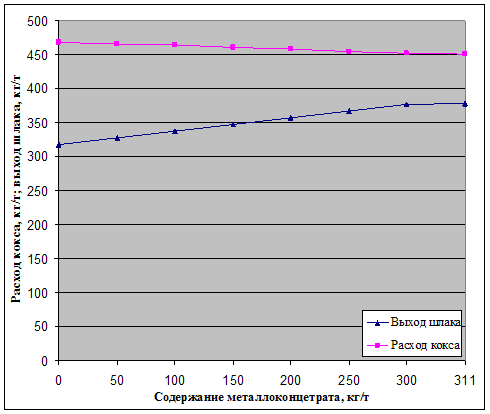
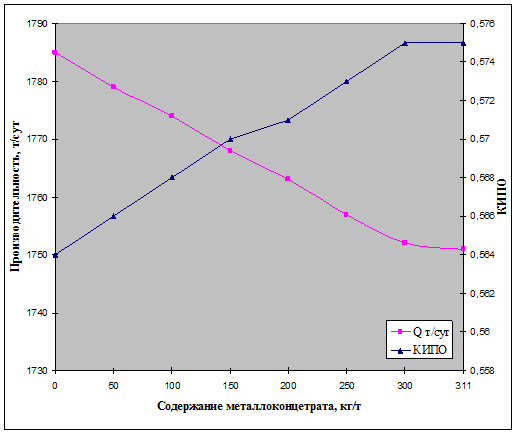
... чугуна и повышения качества изложниц, снижение затрат возможно за счет использования дешевого местного сырья - металлоконцентрата. Предлагаемый способ использования металлоконцентрата в доменной шихте приводит к снижению себестоимости чугуна, уменьшению расхода кокса, повышение содержания марганца и хрома в чугуне. Влияние содержания металлоконцетрата в доменной шихте на показатели доменной ...
... слитками. В настоящее время технология производства стали в электросталеплавильном цехе ОАО "Металлургический завод им. А.К.Серова" представлена следующей схемой: выплавка полупродукта стали в дуговой сталеплавильной печи с системой "Данарк", легирование и присадка шлакообразующих в сталеразливочном ковше при выпуске металла из печи, внепечная обработка на установке ковш-печь и вакууматоре типа ...
... в герметичный бункер. Воздух на охлаждение непрерывно подаётся снизу в обе шахты, чтобы уменьшить температуру изделия до выгрузки в бункер извести. Во время переключения, когда обжиговая печь разгерметизирована, изделие выгружается из бункера на вибропитатели и конвейера. Превосходная тепловая конструкция ППР - ПЕЧИ может быть удовлетворительно доказана посредством баланса теплоты. Сумма ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев