Тема: Технология ремонта колесной пары
Содержание:
1. Неисправности колесных пар и уход за ними
2. Неисправности, с которыми колесные пары не допускаются
к эксплуатации
3. Осмотр и освидетельствование колесных пар
4. Ремонт колесных пар
Литература
Ι. Неисправности колесных пар н уход за ними
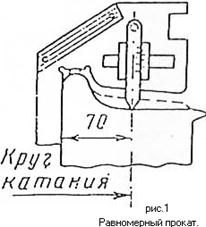
От исправного состояния колесных пар тепловозов зависит безопасность движения поездов. Характерными неисправностями их являются: износ бандажей — прокат, выбоины или ползуны, подрез гребня; ослабление бандажа, колесного центра, зубчатого колеса; трещины, вмятины, отколы зубьев зубчатого колеса; трещины, риски, забоины, вмятины на шейках оси и др. Выбоины или ползуны на поверхности катания бандажа образуются вследствие заклинивания колесных пар при неправильном торможении, разрушении роликоподшипников, заклинивании зубчатой передачи. Вертикальный подрез гребня и остроконечный накат возникают при неправильной установке колесных пар в раме тележки или работе тепловозов на участках с кривыми малого радиуса. При перекосе колесной пары в раме происходит набегание на рельс гребня бандажа отстающего колеса и поперечное скольжение бандажа по рельсу. При движении тепловоза происходит износ бандажей по кругу катания, называемый прокатом. На поверхности катания бандажей могут быть трещины, плены, раковины и выщербины. Под раковинами понимаются пороки металлургического происхождения в виде неметаллических включений (песка, шлака) внутри металла и пустот от усадки металла при неравномерном остывании, выходящих на поверхность катания колеса по мере его износа. Выщербины — это выкрашивание кусочков металла на поверхности катания колеса. Ослабление бандажа на колесном центре происходит при недостаточном натяге, нарушении температурного режима при посадке бандажа (неравномерный нагрев, быстрое остывание), а также при заклинивании колесных пар при торможении. Ослабление посадки колесного центра или зубчатого колеса на оси возникает, как правило, при нарушении их напрессовки. Дефекты зубьев в зубчатой передаче возникают вследствие частого боксования колесных пар, износа в зубьях и нарушениях зацепления, загрязнения и недостатка смазки в тяговом редукторе. Трещины и плены на поверхности оси образуются из-за скрытых пороков металла (пустот, неметаллических включений, микротрещин) и усталости металла от значительной знакопеременной нагрузки, действующей на ось. Риски, забоины, вмятины на оси — результат неосторожного обращения в процессе перемещения, при хранении колесных пар, неправильного монтажа и проворачивания внутренних колец роликоподшипников, загрязнения и недостаточного количества смазки.
ΙΙ. Неисправности, с которыми колесные пары не допускаются
к эксплуатации
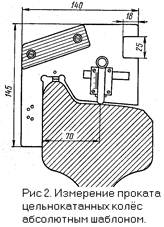
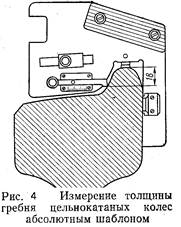
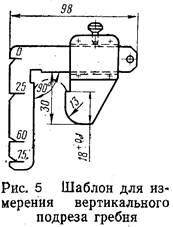
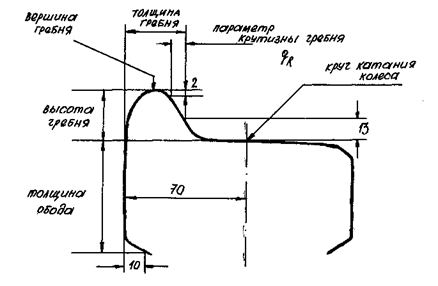
Запрещается выпускать в эксплуатацию и допускать к следованию в поездах тепловозы с поперечной трещиной в любой части оси колесной пары или трещиной в ободе, диске и ступице колеса, а также при следующих износах и повреждениях колесных пар, нарушающих нормальное взаимодействие пути и подвижного состава: прокат по кругу катания — более 7 мм при скорости движения до 120 км/ч; то же для тепловозов, включаемых в поезда, обращающиеся со скоростью от 121 до 140 км/ч,— более 5 мм; вертикальный подрез гребня высотой более 18 мм, измеряемый специальным шаблоном; ползун (выбоина) на поверхности катания у тепловозов с роликовыми буксовыми подшипниками более 0,7 мм и с подшипниками скольжения — более 1 мм; толщина гребня более 33 мм или менее 28 мм при измерении на расстоянии 20 мм от вершины гребня для тепловозов, включаемых в поезда, обращающиеся со скоростью от 121 до 140 км/ч; при скоростях движения до 120 км/ч толщина гребня более 33 мм или менее 25 мм. Расстояние между внутренними гранями колес должно быть в пределах (1440±3) мм, а для тепловозов, обращающихся в поездах со скоростью от 121 до 140 км/ч,— в пределах 1440. Кроме того, запрещается выдавать под поезда тепловозы с колесными парами, имеющими хотя бы одну из следующих неисправностей: трещину или плену в бандаже; раковину на поверхности катания; выщербину на поверхности катания длиной более 25 мм и глубиной более 3 мм; ослабление бандажа на колесном центре, оси в ступице колеса, ступицы зубчатого колеса — на оси, продольную трещину или плену на средней части оси длиной более 25 мм, а на других обработанных поверхностях оси — независимо от размера; местное увеличение ширины бандажа в результате раздавливания более 5 мм; ослабление бандажного кольца в сумме на длине более 30%; неясности клейм последнего полного освидетельствования; отсутствие или неясность клейм формирования; если колесной паре не производилось еще освидетельствования с выпрессовкой оси (при ремонте со сменой элементов); толщину бандажа колесной пары менее 36 мм.
ΙΙΙ. Осмотр и освидетельствование колесных пар
За время работы колесные пары подвергают осмотру под тепловозом, обыкновенному и полному освидетельствованию, а также освидетельствованию с выпрессовкой оси. Колесные пары осматривают под тепловозом при всех видах технического обслуживания и текущего ремонта без выкатки из-под тепловоза, приемке и сдаче, выезде под поезд, на пунктах оборота, а также после крушения, аварии, при столкновении или сходе с рельсов.
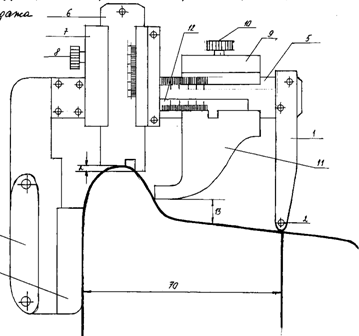
Во время осмотра проверяют плотность посадки и наличие сдвига бандажа на колесном центре. Ослабление бандажа обнаруживается по глухому дребезжащему звуку при обстукивании бандажа слесарным молотком. Сдвиг бандажа определяют по расхождению контрольных отметок на бандаже и центре колеса. Признаками ослабления бандажа могут быть выделение смазки и ржавчины по окружности в месте прилегания бандажа к ободу колесного центра. При осмотре проверяют, нет ли на бандажах трещин, ползунов, плен, вмятин, раковин, выщербин, подреза и остроконечного наката гребня. Не реже 1 раза в месяц в каждом депо у всех колесных пар тепловозного парка специальными шаблонами измеряют прокат, толщину гребня и бандажа. Предельный износ отдельных элементов колесной пары приведен на рис. Обыкновенное освидетельствование колесных пар тепловозов производят на текущем ремонте ТР-3 и перед каждой подкаткой колесной пары под тепловоз. При этом наружным осмотром проверяют состояние бандажей, колесных центров и зубчатого колеса, наличие соответствующих знаков и клейм на торцах оси, поверхности бандажа и зубчатом колесе, шаблонами измеряют прокат, толщину бандажа и гребня, шейки оси обследуют магнитным дефектоскопом.
Полное освидетельствование колесные пары тепловозов проходят при капитальных ремонтах, смене бандажей, ремонте с распрессовкой элементов, при неясности или отсутствии клейм и знаков последнего освидетельствования, повреждении колесных пар после аварии или крушения. При полном освидетельствовании колесную пару очищают от грязи и краски до металла, подступичные части оси проверяют ультразвуковым дефектоскопом, заменяют изношенные или дефектные элементы. После освидетельствования на ось колесной пары наносят клейма и знаки полного освидетельствования. Результаты обыкновенного и полного освидетельствования записывают в специальный журнал и технический паспорт колесной пары, в который заносятся также все данные, связанные с изготовлением и эксплуатацией колесной пары. Освидетельствование колесной пары с выпрессовкой оси производится во всех случаях непрозвучивания оси ультразвуковым дефектоскопом при полном освидетельствовании, при спрессовке двух колесных центров, при отсутствии или неясности клейм формирования и если колесная пара не проходила такого вида освидетельствования. При этом производят все работы, предусмотренные для полного освидетельствования, а также выпрессовывают ось, проверяют магнитным дефектоскопом ее подступичные части для выявления поверхностных трещин, после чего на ось наносят клейма и знаки освидетельствования с выпрессовкой оси.
ΙV. Ремонт колесных пар
Для колесных пар в зависимости от объема выполняемых работ установлены два вида ремонта — без смены и со сменой элементов. При ремонте без смены элементов в условиях депо производят работы по устранению износа бандажей и шеек осей — обточку и перетяжку бандажей, обточку, накатку и шлифовку шеек и сварочные работы без распрессовки элементов.
Ремонт со сменой элементов предусматривает замену осей, колесных центров, бандажей, зубчатых колес, перепрессовку ослабших колесных центров, зубчатых колес и освидетельствование колесных пар с выпрессовкой оси. Такой вид ремонта разрешается производить в колесных цехах ремонтных заводов и специализированных мастерских. Для ремонта колесные пары выкатывают из-под тепловоза. Одиночную выкатку колесных пар с тяговыми электродвигателями в депо производят на специальных канавах, оборудованных скатоопускным подъемником.
Прокат бандажей колесных пар устраняют обточкой на специальных станках с выкаткой и без выкатки из-под тепловоза. Бандажи колесных пар на текущем ремонте ТР-3 обтачивают на колесно-токарных станках, снабженных гидрокопировальным устройством. По мере обточки толщина бандажа уменьшается и наименьшая его толщина при выпуске из текущего ремонта допускается 43 мм и не менее 50 мм для тепловозов, работающих со скоростями свыше 120 км/ч. Наружный профиль бандажа при обточке контролируют шаблоном, а расстояния между внутренними гранями бандажей — штангенциркулем. Шаблон плотно прижимают к внутренней грани бандажа, при этом зазор по поверхности катания допускается до 0,5 мм, а по высоте и толщине гребня — до 1 мм. В условиях депо прокат бандажей без выкатки колесных пар устраняют при техническом обслуживании ТО-4 на специальных колесно-фрезерных станках КЖ-20М. Станок располагают в специальной канаве со съемными рельсовыми вставками. Для обработки бандажей тепловоз устанавливают на канаву, домкратом тяговый электродвигатель приподнимают несколько вверх, а рельсовые вставки отводят в сторону, и колесная пара оказывается подвешенной на моторно-осевых подшипниках. Вращается колесная пара от тягового электродвигателя, который питается током напряжением 220—380 В. К бандажам подводят суппорты с фрезами и обточку бандажа ведут до необходимых размеров. Время обработки одной колесной пары составляет 30—40 мин.
Изношенную поверхность гребня восстанавливают электронаплавкой специальными двухдуговыми аппаратами А-482 под флюсом или вручную с выкаткой колесных пар из-под тепловоза с последующей обработкой на станке. Разрешается также наплавлять гребни бандажей без выкатки колесных пар из-под тепловоза двухдуговым аппаратом Р-643 с последующей обработкой на станке. Наплавка изношенных гребней позволяет примерно в полтора раза сократить снятие металла с бандажа при его обточке для получения нормального профиля и продлить срок службы бандажа.
После обработки наплавленного гребня бандаж тщательно осматривают и проверяют дефектоскопом. Выбоины (ползуны) на поверхности катания бандажа устраняют обточкой или электронаплавкой с последующей обработкой (для пассажирских тепловозов наплавку производить не разрешается). При смене и перетяжке бандажей в условиях депо годные бандажи снимают нагреванием их до температуры не свыше 320 °С. Негодные бандажи срезают газовой горелкой так, чтобы не повредить колесного центра. Перед нагревом бандажа выбивают или вырезают на станке бандажное (укрепительное) кольцо. Снятый бандаж дефектоскопируют и обмеряют для определения натяга, овальности и конусности. Натяг при перетяжке бандажей (1 —1,5 мм на 1000 мм диаметра обода) обеспечивается прокладками толщиной до 2 мм, в количестве до 4 шт., укладываемых в один слой с расстоянием между ними до 10 мм. Для посадки бандаж нагревают в электрических, нефтяных или газовых горнах, обеспечивающих равномерный нагрев до 250—320 °С. После насадки в выточку бандажа, остывшего до температуры не ниже 200° С, заводят укрепительное кольцо и обжимают борт бандажа. Плотность насадки бандажа проверяют после его остывания по звуку от ударов слесарным молотком по поверхности катания. Для контроля за сдвигом бандажа после посадки на наружную грань бандажа и на обод наносят контрольные метки, которые располагают по радиусу на одной прямой линии. Для этого на бандаж наносят 4—5 кернов глубиной 1 —1,5 мм на длине 25 мм, а на ободе затупленным зубилом — риску глубиной до 1 мм. Контрольные полосы при окраске колесной пары делают на бандаже в месте постановки контрольных отметок — краской красного цвета на всю толщину бандажа, а на ободе — как продолжение контрольной полосы на бандаже — белилами на всю толщину обода.
Посадочные поверхности обода и ступицы колесного центра при износе восстанавливают наплавкой с последующей обточкой до размера, обеспечивающего необходимый натяг.
Поперечные и продольные риски и задиры, забоины и следы коррозии на шейках оси, не превышающие допускаемых величин, зачищают. После зачистки поперечных трещин и забоин шейки оси подвергают дефектоскопии. Забитые или разработанные центровые отверстия восстанавливают электронаплавкой с последующей механической обработкой по чертежу.
Наличие поперечных трещин на шейках не допускается. Если обнаруживают продольную трещину или плену длиной более 25 мм на средней части оси, а также продольные трещины или плены на других частях оси, то колесную пару отправляют в ремонтный пункт для полного освидетельствования. На шейках под моторно-осевые подшипники местный износ, а также овальность и конусность более 0,5 мм устраняют шлифовкой и полировкой на станке. Уменьшение диаметра шейки оси под моторно-осевые подшипники у колесных пар тепловозов допускают до 12 мм.
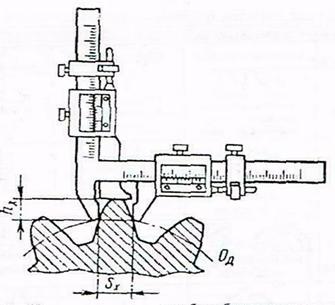
На текущем ремонте ТР-3 осматривают зубчатое колесо и проверяют, нет ли трещин зубьев, износа, ослабления ступицы зубчатого колеса на оси. При наличии излома зубьев или трещины у их основания зубчатое колесо подлежит замене. Уменьшение толщины зуба вследствие износа, измеренное по делительной окружности штангензубомером, допускается до 3 мм. На колесных парах с упругими зубчатыми колесами при текущем ремонте ТР-3 осматривают и проверяют состояние резиновых и металлических втулок.
При выпуске тепловозов из текущего ТР-3 и капитальных ремонтов колесные пары подбирают из числа отремонтированных или нового формирования с разницей диаметров по кругу катания: не более 12 мм при выпуске из текущего ремонта ТР-3 и не более 9 мм при выпуске из капитальных ремонтов, удовлетворяющих требованиям правил технической эксплуатации, с нулевым прокатом.
Под формированием колесной пары понимают изготовление колесной пары из новых элементов. Замена отдельных частей колесной пары (осей, центров, зубчатых колес) новыми или годными, но бывшими в эксплуатации относится к ремонту колесной пары со сменой элементов. Колесные центры на ось напрессовывают на специальном гидравлическом прессе в холодном состоянии. Перед запрессовкой оси и колесные центры подбирают по размерам для обеспечения необходимых натягов, посадочные поверхности очищают, протирают и смазывают натуральной олифой. Усилие при запрессовке центра с бандажом на 100 мм диаметра подступичной части составляет (45-4-65) 104 Н, а при напрессовке центра без бандажа — соответственно (40 4-60)104 Н. В процессе напрессовки специальным индикатором снимается диаграмма запрессовки. Формирование колесной пары завершается полным освидетельствованием, клеймением и заполнением технического паспорта колесной пары.
Список литературы:
1.Волошин Н. П., Попов В. Я., Тартаковский И. Б. Капитальный ремонт быстроходных дизелей. М.: Машиностроение, 1971, 198 с.
2.ГизатулинЭ. 3., Стеценко Е. Г. Организация поточного производства при капитальных ремонтах тепловозов. М.: Транспорт, 1982, 120 с.
3.Дефектоскопия деталей локомотивов и вагонов / Ф. В. Левыкин, И. М. Лысенко, А. Н. Матвеев и др. Под ред. Ф. В. Левыкина. М.: Транспорт, 1974. 238 с.
4.Иванов В. П., Антропов В. С, Савин Н. М. Повышение надежности втулок цилиндров транспортных дизелей. М.: Транспорт, 1976. 176 с.
5.Инструкция по освидетельствованию, ремонту и формированию колесных пар локомотивов и электросекций. МПС СССР. ЦТ/2306. М.: Транспорт, 1964. 163 с.
6.Инструктивные указания по сварочным работам при ремонте тепловозов, электровозов и моторвагонного подвижного состава. МПС СССР, ЦТ/251. М.: Транспорт, 1975. 207 с.
7.Инструкция по применению эластомера ГЭН-150 (В) при ремонте локомотивов. М.: Транспорт, 1968. 54 с.
8.Коломийченко В. В., Голованов В. Т. Автосцепка подвижного состава. М.: Транспорт, 1973. 191 с.
9.Комплексная механизация и автоматизация ремонта подвижного состава / Д. Я. Перельман, Я. А. Норкин, И. Ф. Скиба и др. М.: Транспорт, 1977. 279 с.
10.Поточные линии ремонта локомотивов в депо / Н. И. Фильков, Е. Л. Дубинский, М. М. Майзель, И. Б. Стерлин. Изд. 2-е М.: Транспорт, 1983. 302 с.
11.Правила деповского ремонта тепловозов типов ТЭЗ и ТЭ10. ЦТ/2586. М.: Транспорт, 1969. 312 с.
12.Правила заводского ремонта тепловозов типов ТЭЗ и ТЭ10. МПС СССР. М.: Транспорт, 1972. 285 с.
13.Правила ремонта электрических машин тепловозов (ЦТ/3542). М.: Транспорт, 1979. 142 с.
Похожие работы


... оси и одного или двух колес СОК То же Опробование на сдвиг одной или двух ступиц колес имеющих признаки ослабления ОС Внутренние грани ободьев ослабевших колес Ремонт колесных пар без смены элементов Обточка поверхности катания колес ОК Внутренняя грань одного из ободьев колес Наплавка одного или двух изношенных гребней колес НГ Внутренняя грань обода ...
... ); Годовая программа участка, расчет рабочей силы и штатное расписание ежегодно корректируется. Выше перечислены нормы времени на ремонт колесных пар, взяты из технического процесса работы колесно-роликового цеха Вагонного депо Санкт-Петербург пассажирский Московский Октябрьской железной дороги. 3. Технологический процесс ремонта колёсной пары ( при полном освидетельствовании ). ...
... редукторное 0,068 46000 3128 Лабонит 100 10,86 1086 Тряпка мягкая 0,122 200 24,4 Веники 10 18,08 180,8 Итого: 5639937,47 Расход материалов на одну колесную пару: 13857,34 2.7 Описание технологического процесса работы колесного участка Технологический процесс ремонта колёсной пары (при полном освидетельствовании ). Осмотр колёсной пары при ТО-3 и ...
... рассчитываем для дороги Б, данные сводим в таблицу 4.1. Для дороги Б КFi =0,375 Список литературы. 1. А.П.Буйносов , Ю.А.Кириченко «Методическое руководство для выполнения курсовой работы по дисциплине «Эксплуатация и ремонт электроподвижного состава». Екатеринбург, 2001, 31с. 2. Тищенко «Справочник по электроподвижному составу, тепловозам и дизель-поездам» том 2, - М.: Транспорт, 1976г. ...
0 комментариев