Федеральное агентство железнодорожного транспорта
Федеральное государственное образовательное учреждение
Среднего профессионального образования
Пензенский техникум железнодорожного транспорта
Неразрушающий контроль узлов и деталей, системы технического диагностирования
Контрольная работа
2009
Содержание
Вопрос № 1. Общие положения неразрушающего контроля
Вопрос № 2. Магнитный вид неразрушающего контроля
Вопрос № 3. Задачи средств и классификация систем технического диагностирования
Вопрос № 1. Общие положения неразрушающего контроля
Техническая диагностика - область знаний, охватывающая теорию, методы и средства определения технического состояния объектов (ГОСТ 20911-89) (17).
Техническое диагностирование — процесс установления технического состояния объекта с указанием места, вида и причин возникновения дефектов и повреждений.
Система технического диагностирования ПС представляет собой совокупность объектов, методов и средств, а также исполнителей, позволяющую осуществить диагностирование по правилам, установленным соответствующей нормативно-технической документацией. Эта система предназначается для решения следующих задач:
диагноза (от греческого «диагнозис» — распознавание, определение) — оценки технического состояния ПС или сборочной единицы в настоящий момент времени (при этом определяется качество изготовления или ремонта вагонов и локомотивов);
прогнозирования (от греческого «прогнозис» — предвидение, предсказание) технического состояния, в котором окажется подвижная единица через некоторый период эксплуатации (например, на пунктах технического обслуживания (ПТО) вагонов не только определяется техническое состояние, но и решается вопрос о возможности следования вагонов до следующего ПТО без возникновения отказов);
генезиса (происхождение, возникновение, процесс образования) — установления технического состояния ПС в прошлом (например, перед аварией, крушением, другими чрезвычайными событиями); решение задач этого типа называется технической генетикой. Диагностирование выполняется на каждой стадии жизненного цикла ПС: на стадии проектирования, при производстве, в режиме эксплуатации и при всех плановых видах ремонта. Вагон, локомотив, сборочная единица или деталь как объекты диагностирования (ОД) испытывают эксплуатационные воздействия при обычном их функционировании и тестовые воздействия от средств технического диагностирования (СТД), имитирующих условия работы ПС, близкие к эксплуатационным. О техническом состоянии ОД можно судить по диагностическим параметрам (ДП).

Рис. 1 Структурная схема системы технического диагностирования вагонов и локомотивов.
Информация от СТД, измеряющих и преобразующих параметры по заранее разработанному алгоритму диагностирования (АД), поступает к оператору (О) для принятия решения.
На стадии проектирования ПС разрабатывается математическая модель объекта диагностирования, определяется тактика управления работоспособностью, формулируются требования к диагностируемости и технологии ее выполнения, назначается последовательность профилактических и ремонтных работ на объекте.
По назначению системы диагностирования разделяются на системы для проверки работоспособности (исправен или неисправен вагон, локомотив или сборочная единица), правильности функционирования (соответствуют ли параметры его работы исправному техническому состоянию), наличия дефекта (определение места, типа и вида дефекта, причин его возникновения).
Системы технического диагностирования разделяются также на общие (для оценки технического состояния сборочных единиц и деталей), функциональные в процессе эксплуатации вагонов, тестовые (когда на ПС или сборочную единицу воздействуют СТД) и комбинированные (сочетание функционального и тестового методов диагностирования).
Вопрос № 2. Магнитный вид неразрушающего контроля
Магнитный вид НК основан на анализе взаимодействия объекта контроля с магнитным полем и применим лишь к деталям из металлов или сплавов, способных намагничиваться. Им контролируют свободные детали или открытые для доступа части деталей с целью выявления поверхностных или подповерхностных дефектов.
На железнодорожном транспорте магнитному контролю подвергают следующие объекты подвижного состава: детали ударно-тягового и тормозного оборудования, рамы тележек различных моделей в сборе и по элементам, шкворни, оси колесных пар всех типов, как в сборе, так и в свободном состоянии, диски, гребень и спицы локомотивных колес, свободные кольца буксовых подшипников, а также внутренние кольца, напрессованные на шейки оси, венцы зубчатых колес и шестерни тягового редуктора, валы генераторов, тяговых двигателей и шестерен в сборе, упорные кольца, стопорные планки, пружины, болты и т.п.
Говорят, что в «пустом» пространстве существует силовое поле, если на предмет, находящийся в этом пространстве, действует сила. Например, человек постоянно испытывает действие гравитационного поля: где бы он ни находился, Земля притягивает его с одной и той же по величине и направлению силой.
Для всех силовых полей структура формулы для определения силы поля одинакова. В ней всегда фигурирует произведение одной или нескольких величин, характеризующих тело (масса, заряд, скорость и т.д.), на векторную величину, которая характеризует поле в точке, где находится тело. Эта величина называется напряженностью поля. Каждое силовое поле создается теми и только теми телами, на которые оно может действовать. Например, любой предмет независимо от размера, массы, цвета и др. создает вокруг себя гравитационное поле, которое притягивает к себе другие предметы вдоль линии, соединяющей их центры тяжести. Возьмем другое по физической природе, электростатическое (кулоновское) поле. Подчеркнем, что электростатическое поле более избирательно, оно создается только заряженными телами, заряды которых могут быть и положительными, и отрицательными, масса же всегда положительна. Но построение формул одно и то же: чтобы получить силу, надо определенную величину, относящуюся к телу, умножить на напряженность поля в этой точке.
Силовые поля описываются силовыми линиями. Главное свойство силовой линии любого поля состоит в том, что в любой точке, через которую она проходит, направление вектора напряженности совпадает с направлением касательной к ней в этой же точке, а длины векторов, т.е. значения напряженностей во всех точках силовой линии одинаковы. Напряженность поля по величине больше там, где линии будут гуще. По совокупности линий можно судить не только о направлении, но и о величине напряженности поля в каждой точке. Поле, напряженность которого одинакова во всех точках, называется однородным. В противном случае оно неоднородно.
Магнитное поле — это один из видов силовых полей. Но в отличие от электростатического оно еще более избирательно — действует только на движущиеся заряды. На неподвижные заряженные предметы даже в самых сильных магнитных полях никакая сила не действует. Становится очевидным, что «конструкция» формулы для определения силы, действующей на движущееся тело в магнитном поле, должна быть сложнее предыдущих.
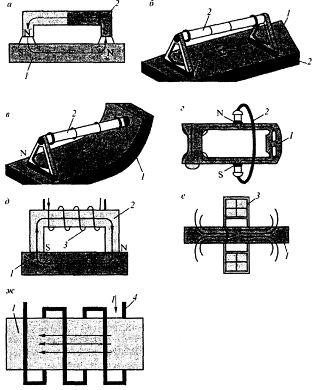
Магнитные методы контроля можно использовать только для деталей, изготовленных из ферромагнитных материалов. Они основаны на обнаружении или измерении магнитных полей рассеивания, которые возникают на поверхности намагниченной детали в местах, где имеются нарушения целостности материала или включения с другой магнитной проницаемостью. Данный метод контроля состоит из следующих технологических операций: подготовка изделия к контролю; намагничивание изделия или его части; нанесение на поверхность изделия ферромагнитного порошка (сухой метод) или суспензии (мокрый метод); исследование поверхности и расшифровка результатов контроля; размагничивание. Подготовка изделий к контролю заключается в его тщательной очистке. Существует три способа намагничивания: полюсное (продольное) бесполюсное (циркулярное) и комбинированное.
При полюсном намагничивании применяются электромагниты и соленоиды. При намагничивании через деталь пропускается большой ток низкого напряжения. Если деталь полая, то используют электродный метод намагничивания. Комбинированный способ представляет собой комбинацию бесполюсного и полюсного способов намагничивания. При полюсном намагничивании образуется продольное поле, при котором обнаруживаются поперечные трещины. При бесполюсном намагничивании выявляются продольные дефекты (трещины, волосовины и др.) и радиальные трещины на торцовых поверхностях. При комбинированном намагничивании изделие находится под воздействием одновременно двух взаимно-перпендикулярных магнитных полюсов, что дает возможность обнаружить дефекты любых направлений. Для намагничивания изделий может использоваться переменный и постоянный, а также импульсный ток. В качестве магнитных порошков применяют магнезит (закись-окись железа Fe3O4) черного или темно-коричневого цвета для контроля изделий со светлой поверхностью. Окись железа (Fe2O3) буро-красного цвета применяют для контроля изделий с темной поверхностью. Лучшими магнитными свойствами обладают опилки из мягкой стали. Для контроля изделий с темной поверхностью применяют также окрашенные порошки. Жидкой основой для смесей (суспензий) служат органические масла. При приготовлении смеси обычно в 1 л жидкости добавляют 125—175 г порошка из окиси железа или 200 г опилок. В зависимости от магнитных свойств материала контроль можно производить по остаточной намагниченности изделия или в приложенном магнитном поле. В первом случае порошок наносят на деталь при выключенном дефектоскопе, а во втором — при включенном. При наличии дефекта частицы порошка, оседая в зоне краев трещины, обрисовывают ее контур, т.е. показывают ее месторасположение, форму и длину. Детали, обладающие большим остаточным магнетизмом, могут длительное время притягивать к себе продукты истирания, которые могут вызвать повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают.
Вопрос № 3. Задачи средств и классификация систем технического диагностирования
Под средствами технической диагностики понимается комплекс технических средств для оценки технического состояния объекта контроля.
В зависимости от поставленных задач и области применения, средства технической диагностики можно квалифицировать по разным признакам.
С точки зрения области применения СТД можно подразделить на штатные и специальные. Штатные СТД в основном предназначены для функциональной диагностики, т.е. для обычного текущего контроля технического состояния. К ним относятся стенды, микрометрический инструмент, индикаторы, дефектоскопы, приборы для измерения различных физических величин. По назначению СТД подразделяются на универсальные (общего назначения) и специализированные. Универсальные СТД предназначены для измерения параметров (электрического тока, напряжения, напряженности и индукции магнитного поля, спектрального анализа вибрации и шума, средства дефектации и т.д.) технического состояния ПС различного конструктивного исполнения. Специализированные СТД создаются для диагностики конкретных элементов машин, однотипных вагонов и локомотивов. СТД состоят, как правило, из источников воздействия на контролируемый объект (при тестовом методе), преобразователей, каналов связи, усилителей и преобразователей сигналов, блоков измерения, расшифровки и регистрации (записи) диагностических параметров, блоков накопления и обработки информации на основе микропроцессорной техники, совместимой с персональным компьютером. С точки зрения мобильности СТД подразделяются на встроенные и переносные. Встроенные СТД компонуются в общей конструкции объекта контроля (например, датчики нагрева буксовых подшипников пассажирских вагонов) и применяются для непрерывного контроля сборочных единиц, отказы которых угрожают безопасности движения поездов или техническое состояние которых может быть определено только при рабочих нагрузках (параметры работающего дизеля, компрессора).
Внешние СТД выполняют в виде стационарных, передвижных установок, переносных приборов, подключаемых к вагону в период контроля.
По видам диагностирования методы и средства диагностирования подразделяются на функциональные и тестовые. Функциональные методы заключаются в измерении сигналов, возникающих при работе ПС или сборочных единиц в обычных условиях эксплуатации. При тестовом методе сигналы образуются как отражение внешнего воздействия диагностического средства. Современные диагностические установки представляют собой компактные комплексы специализированных ЭВМ, внутри которых предусмотрены соответствующие блоки (структура Д—У—ЭВМ).
Наметились две тенденции построения СТД: в виде многопараметрических структур и систем с углубленной дешифровкой информации.
В первом случае на объект диагностирования устанавливают по определенной схеме большое количество различных преобразователей, с помощью которых регистрируют много параметров для оценки технического состояния объекта. Такой подход требует значительных затрат времени и снижает вероятность безотказной работы системы диагностирования.
Вторая тенденция заключается в установке минимального количества преобразователей, но более углубленном анализе получаемой информации за счет выделения сигналов — помех и полезных сигналов от контролируемого объекта, по которым принимается решение о его техническом состоянии.
Современные СТД позволяют реализовать вторую тенденцию, при которой, несмотря на усложнение общей схемы диагностирования, можно достигнуть значительного сокращения материальных затрат при высокой достоверности контроля. Основные СТД, применяемые в эксплуатации и при плановых видах ремонта вагонов, представлены в таблице.

Для контроля вагонов в прибывающих поездах разработана аппаратура АРМ-ОВ — автоматизированного рабочего места осмотрщика вагонов.
Планом перспективного развития вагонного хозяйства предусматривается применение высокоэффективных безотходных технологий технического обслуживания и ремонта вагонов с широким применением автоматизированных диагностических комплексов контроля технического состояния сборочных единиц:
— автоматизированный бесконтактный комплекс контроля колесных пар подвижного состава на ходу «Экспресс-Профиль»;
— автоматизированный диагностический комплекс для измерения колесных пар вагонов на подходах к станции «Комплекс»;
— система определения качества загрузки вагонов;
— автоматическое устройство контроля колес и сползания буксы;
— комплексная система контроля заторможенных колес, ползунов, наваров,
выщербин, неравномерного проката, тонкомерного гребня, трещины колеса;
— система контроля открытых незафиксированных, деформированных люков и дверей грузовых вагонов;
— автоматизированная система обнаружения вагонов с отрицательной динамикой (АСООД) на подходе к станции. Оборудование пунктов технического обслуживания сетевого значения автоматизированными диагностическими комплексами обеспечит безопасное проследование поездов массой до 14 тыс, тонн на увеличенных гарантийных участках.
Литература
1. Неразрушающий контроль в вагонном хозяйстве. Д.А. Мойкин.
2. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта. Криворудченко В.Ф., Ахмеджанов Р.А.
3. Неразрушающий контроль в вагонном хозяйстве. Д.А. Мойкин.
4. Технология ремонта вагонов. Б.В. Быков, В.Е. Пигарев.
Похожие работы
... и цельнокатаные колеса, коленчатые валы дизелей и компрессоров, детали тяговых передач локомотивов. .) контролируется акустическими методами. На их долю приходится 35-40% общего объема операций неразрушающего контроля, выполняемых при изготовлении и ремонте подвижного состава. Применение системы акустических методов НК наряду с другими позволило обеспечить безопасность движения на железнодорожном ...
... ж) в виде соленоида непосредственно на деталь или жесткий каркас из немагнитного материала для выявления поперечных дефектов. Между кабелем и деталью должен быть зазор от 10 до 20 мм. Вопрос № 3. Диагностирование дизель-генераторных установок Под технической диагностикой энергосилового оборудования рефрижераторного подвижного состава понимается процесс определения фактического технического ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...
... при наличие доступа) и с помощью перископа, эндоскопа и пр. Разрешается вырезка контрольных образцов длиной не менее 200 мм в количестве не менее 2 шт. и их осмотр после разрезки. 4.5 Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку При подготовке деталей под сварку необходимо контролировать: - наличие маркировки и/или документации ...
0 комментариев