Навигация
7. Расчет надежности
Одной из основных задач при изготовлении нового изделия считается повышение его качества. Качество изделия определяется двумя группами свойств: техническими характеристиками и надежностью.
Технические характеристики определяют: функциональные, энергетические, весовые, скоростные и прочие возможности изделия, а надежность гарантирует сохранение этих характеристик в течение определенного времени в заданных условиях работы (так называемый гарантийный срок службы). Иначе говоря, это - способность сохранять свои функциональные возможности в течение гарантийного срока.
Эти гарантии выполняются, если надежность изделий закладывается при проектировании, обеспечивается при производстве и поддерживается при эксплуатации.
Проектирование изделий – первый и важнейший этап обеспечения надежности и ошибки на этом этапе дорого и трудно устранять в производстве и эксплуатации.
Термины и определения. По ГОСТ 27.022-83 надежностью изделия называется свойство изделия выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, соответствовать заданным режимам и условиям использования, технического обслуживания, хранения и транспортирования.
Отказ изделия - это случайное событие, при наступлении которого изделие полностью или частично перестает выполнять заданные функции. Пробой транзистора, обрыв в электрической цепи, поломка детали, выход за допустимые пределы коэффициента усиления усилителя – все это примеры отказов изделий. Отказы бывают внезапными и постепенными. Внезапный отказ возникает при эксплуатации изделия, когда создаются условия для проявления скрытых дефектов. Обрывы и короткие замыкания в электрических цепях - относятся к внезапным отказам. Постепенный отказ связан со старением и износом изделия. Например, старение транзистора, износ детали от трения.
Снижение числа внезапных отказов достигается с помощью "тренировки", т.е. приработки изделий на предприятии-изготовителе и защиты от перегрузок, вибраций, помех. Снижению постепенных отказов содействует применение высоконадежных материалов и своевременная замена износившихся деталей, блоков и узлов системы.
Сбой – это кратковременный самоустраняющийся отказ из-за кратковременных помех, дефектов программ, залипания контактов реле и т.п. отказов.
В теории надежности изучаются принципы отказов, выявляются закономерности, которым подчиняются отказы, разрабатываются способы испытаний и средства повышения надежности.
Различают аппаратурную, функциональную, временную, информационную, программную и другие виды надежности.
Аппаратурные факторы надежности определяются:
- конструктивно-схемными решениями - это (разработка структурной и функциональной схем, выбор способов резервирования и контроля; выбор комплектующих изделий и режимов их работы, назначение допусков на параметры элементов, защита от внутренних и внешних неблагоприятных условий путем термостатирования, (т.е. подогрева), кондиционирования, герметизации, защиты от электромагнитных и других помех);
- производственными факторами (соблюдение точности размеров и форм, обеспечение заданных электрических и других характеристик изделия, обеспечение прочности соединений, особенно в таких сложных изделиях, как ЭВМ, тщательное выявление скрытых производственных дефектов, например, у интегральных схем).
К другим неаппаратурным факторам относятся программное обеспечение, квалификация обслуживающего персонала, условия работы аппаратуры. Например, при изменении tоС от –70 до +60 оС параметры электронной аппаратуры могут изменяться на 25%, происходить заклинивание металлических узлов, температура внутри приборов из-за тепловыделений может возрастать до + 150 оС, а при t=-50 оС резко ускоряется разрушение спаев из оловянного припоя. Изменение влажности может привести к снижению сопротивления изоляции или к появлению вредного статического заряда.
Эксплуатационные показатели – это характеристики, определяющие качество выполнения изделием заданных функций. Общими из них для всех изделий длительного действия являются показатели надежности (долговечности), динамичности качества, эргономические показатели и экономичность эксплуатации.
Надежность включает свойства безотказности, долговечности, ремонтопригодности и сохраняемости. Показателями надежности являются вероятность безотказной работы, средняя наработка на отказ, интенсивность отказов и др.
Свойства, составляющие надежность. Надежность изделия характеризуется свойствами безотказности, долговечности, ремонтопригодности и сохраняемости.
Безотказность – свойство изделия непрерывно сохранять работоспособность в определенных режимах и условиях эксплуатации.
Долговечность – свойство изделия длительно сохранять работоспособность в определенных режимах и условиях эксплуатации.
Ремонтопригодность – свойство изделия, выражающееся в приспособленности к восстановлению заданного технического ресурса путем предупреждения, обнаружения и устранения неисправностей и отказов.
Сохраняемость – свойство изделий сохранять исправность в определенных условиях хранения и транспортировки. Она определяется и свойствами материалов, из которых изготовлены изделия.
Вероятность безотказной работы P(t) – вероятность того, что в заданный момент времени t или в пределах заданной наработки, отказа в работе изделия не произойдет (отказ – событие, заключающееся в том, что изделие становится неспособным выполнять заданные функции с установленными показателями):
P(t) = N(t) / N0 , (7.1)
где N0 – число изделий, работающих в начале испытаний, N(t) – число изделий, работоспособных в конце промежутка времени t.
Интенсивность отказов l(t) является функцией времени.
Типичный характер изменения интенсивности отказов l(t) изделий от начала эксплуатации до списания представлен следующим графиком:
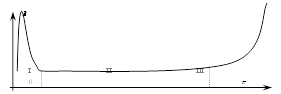
Рисунок 7.1 – Зависимость интенсивности отказов от времени
На рисунке 7.1 прослеживаются три основных периода работы изделия:
I период – период приработки. Повышенная интенсивность отказов в этом периоде связана с дефектами конструкций, изготовления, сборки конечного изделия. С окончанием этого периода, как правило, заканчивается гарантийное обслуживания изделия. Многие компании и фирмы-производители не выпускают свою продукцию на рынок, пока изделие не пройдет период приработки;
II период – период нормальной работы. Интенсивность отказов в этом периоде остается практически постоянной и незначительной;
III период – период старения. В этот период интенсивность отказов резко возрастает, происходит изнашивание, старение и необратимые физические явления, при которых эксплуатация изделия не возможна или экономически не оправдана. Для большинства изделий вычислительной техники период их морального устаревания опережает физический.
Расчет надежности производят на этапе разработки объекта для определения его соответствия требованиям, сформулированным в ТЗ. Расчет производится в следующем порядке. Исходными данными является интенсивности отказов элементов различных групп (справочные значения). Интенсивность отказов показывает, какая часть элементов поотношению к общему количеству исправно работающих элементов в среднем выходит из строя в единицу времени (обычно за час).
Сущность расчета надежности состоит в том, чтобы определить основные критерии характеризующие надежность: время наработки на отказ Т0 и вероятность безотказной работы Р(t).
Элементы системы необходимо разбить на группы с одинаковыми интенсивностями отказов l и подсчитать внутри групп число элементов Мi .
Справочные значения интенсивностей отказов l некоторых элементов приведены в следующей таблице.
Таблица 7.1 - Таблица интенсивности отказов
| Наименование элементов | Интенсивность отказов l (отказов/час) |
| Сопротивление | 0,015*10-5 |
| Конденсатор | 0,164*10-5 |
| Диод | 0,5*10-5 |
| Транзистор | 0,064*10-5 |
| Интегральная микросхема | 0,00001*10-5 |
| Трансформатор | 0,064*10-5 |
| Печатная плата | 0,000036*10-5 |
Вычислим произведение Мi на l , характеризующее долю отказов, вносимых элементами каждой группы в общую интенсивность отказов системы:
li=Мi*l (7.2)
Общая интенсивность отказов системы состоит из интенсивностей отказов входящих в нее групп элементов:
![]()
где N – число групп с однотипными элементами.
Вычислим наработку на отказ. Наработка на отказ Т0 – это показатель безотказности, равный отношению наработки восстанавливаемого изделия к математическому ожиданию числа его отказов в течение этой наработки.
Следовательно, это величина обратно пропорциональна интенсивности отказов, то есть:
Т0=1/ lобщая (7.4)
Вероятность безотказной работы Р(t) – это математическое ожидание того, что в заданном интервале времени не произойдет отказа. Вероятность безотказной работы Р(t) связана с интенсивностью отказов l следующей формулой:
Р(t)= е-lt= е-t/To , (7.5)
где е – это основание натурального логарифма;
е = 2.718281828459045… .
Кроме того, расчет надежности можно заменить графическим методом на координатной плоскости. На горизонтальной оси наносятся деления в соответствии с полученной наработкой на отказ Т0. На вертикальной оси отмечается точка Р(t)=1 и через нее проводится горизонтальная линия, а сама ось градуируется. Через точку P(1) проводится горизонтальная линия. Линия надежности определяется экспериментальным законом. На оси t откладывается T0 и эта величина сносится на горизонтальную линию, проведенную через точку P(1). Полученную точку соединяем прямой линией с точкой P(t)=1. Эта и есть линия надежности. Для определения вероятности безотказной работы устройства в момент времени ti откладываем величину ti на оси t, сносим эту величину на полученную линию надежности, а затем на ось P и таким образом обнаруживаем P(ti) для заданного момента времени ti.
Например:
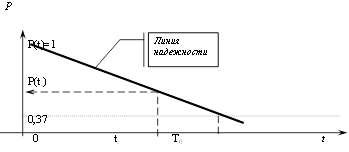
Рисунок 2.2 – Линия надежности
Таблица 7.2 - Общая интенсивность отказов групп элементов
| Наименование элементов | Интенсивность отказов l (отказов/час) | Кол-во элементов | Общая интенсивность отказов групп эл-ов |
| Резисторы | 0,0000114 | 35 | 0,000399 |
| Конденсаторы | 0,000003805 | 19 | 0,000072295 |
| Диоды | 0,0000228 | 14 | 0,00003192 |
| Транзисторы | 0,00000114 | 2 | 0,00000228 |
| lобщая = 0,00081443 | |||
Вычислим наработку на отказ:
Т![]() =1/ lобщая = 1/0,00081433 = 1230 ч.
=1/ lобщая = 1/0,00081433 = 1230 ч.
Заключение
Конечно, плоттеры нового поколения, такие как Mimaki JV5, стоят дороже старых моделей (например, Mimaki JV3). Но расчет экономической эффективности здесь необходимо вести с учетом таких факторов, как постоянно увеличивающаяся зарплата операторов, а также все возрастающие требования заказчиков к качеству изображений. На плоттерах с автоматическими сервисными функциями оператор может быть задействован для других технологических операций (нет необходимости постоянного присутствия и контроля процесса печати). С другой стороны, требования к опытности оператора снижаются, соответственно, можно использовать неквалифицированных работников и сохранять фонд заработной платы на более низком уровне. Таким образом, в итоге получается, что плоттеры нового поколения, существенно повышая качество печати, оказываются более экономически выгодными.
Рынок широкоформатных плоттеров растет на фоне острого соперничества используемых технологий. Прочные позиции удерживают карандашноперьевые плоттеры, выигрывающие на дешевых расходных материалах.
Список используемой литературы
1. Медведев А.А., Методические рекомендации по выполнению дипломного проекта по специальности 3703002. Алматы.2009.
2. Электронная библиотека Интернет:
- http://www.google.ru/images
- http://www.dsol.ru
- www.rkmarket.ru/index.php?page=1001967
- http://osp.admin.tomsk ru
- http://archive.expert.ru/
3. Еремин Л.В., Королев А.Ю., Косарев В.П. и др. Экономическая информатика и вычислительная техника. - М.: Изд-во "Финансы и статистика", 1993г.
4. Персональный компьютер: диалог и программные средства. Учебное пособие /Под ред. В.М. Матюшка - М.:Изд-во УДН, 1991г.
Похожие работы

... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...
... рисунков в формате А0-А1 со скоростью 10-30 мм/с. Фотонаборный аппарат Фотонаборный аппарат можно увидеть только в солидной полиграфической фирме. Он отличается своим высоким разрешением. Для обработки информации фотонаборный аппарат оборудуется процессором растрового изображения RIP, который функционирует как интерпретатор PostScript в растровое изображение. В отличие от лазерного принтера в ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
0 комментариев