Навигация
Технология изготовления секции корпуса судна
18272
знака
3
таблицы
1
изображение
Министерство образования и науки Украины
Национальный университет кораблестроения имени адмирала Макарова
Кафедра технологии судостроения
Реферат:
"Технология изготовления секции корпуса судна"
Выполнил:
студент группы 4112 Николаев И.В.
Проверила: Цикало Н.В.
Николаев 2007
Содержание
1. Описание секции. Конструктивно-технологическая классификация секции
2. Требования к деталям и узлам, поступающим на сборку секции
3. Технологический процесс изготовления узла секции
4. Технологический процесс изготовления флора на стенде
5. Технология изготовления днищевой секции
6. Описание оснастки, используемой при изготовлении днищевой секции
7. Разработка оснастки: сборочный стенд
8. Расчет трудоемкости изготовления секции
1. Описание секции. Конструктивно-технологическая классификация секции
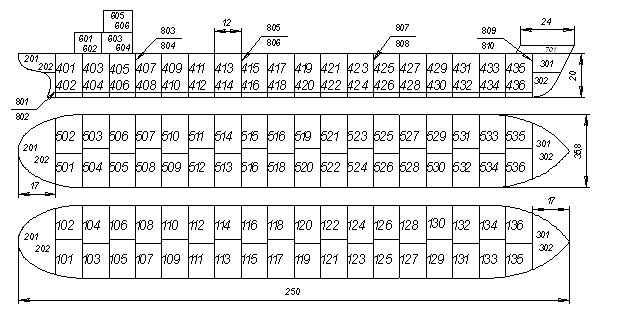
1.1. Секция 3005 сборочный чертеж 17012-112.03-005 - объемная, Н/В=0,3. Масса: 93240 кг, габаритные размеры: LxBxH = 3425х7000х1700. Практическая шпация? мм.
1.2. Район расположения секции: по длине - 59 8/9 - 75 4/9 шпангоут, по ширине - от правого борта до ДП включая ВК.
1.3. Система набора секции: продольная.
1.4. Наружная обшивка днища: плоская за исключением скулового пояса (криволинейный простой кривизны). Толщина: пояса наружной обшивки днища (? шт.) - S13?, горизонтальный киль - S?, скуловой пояс - S?. Сварные швы: между горизонтальным килём, 1 и 2 поясами обшивки - параллельны ДП, между 2, 3 и скуловым поясом - под углом к ДП.
1.5. Внутрисекционный стык: отсутствует
1.6. Настил второго дна: форма поверхности - плоская, S15,18, 20, 20. Состоит из 4? листов, листы расположены поперек корпуса, проходят от ДП до правого борта.
1.7. Продольный набор: вертикальный киль S20, I (S18), II, III, IV (S12), V,VIстрингер.
1.7.1. Вертикальный киль: состоит из трех листов, имеет 2 выреза Т2 72-50 и 1 вырез Ǿ50, усилен приварными полками.
1.7.2. 1 днищевой стрингер: состоит из трех листов?, имеют 6 вырезов Т2 72-50, усилен приварными полками?.
1.7.3. 4 днищевой стрингер: состоит из одного листа, усилен вертикальными РЖ;
1.7.4. 1 РЖ: состоит из 6 листов, усилено горизонтальными РЖ 12х120.
1.8. Поперечный набор: флоры S9, состоят из 4 листов (по 2 симметрично ДП), имеют вырезы 375х500 и ø200, подкреплены РЖ из T 1858 h100, 9х90.
1.9. Секция изготовлена из стали D32
| Физико-механические свойства сталей ГОСТ 5521-76, ГОСТ 380-71 ОСТ 5.9414-83 | |||||
| Марка стали | Толщина проката, мм | Переменное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлине, % | Удельная вязкость при t<400C, дж/см2 |
| Не менее | |||||
| D32 | 4-50 | 470-590 | 315 | 22 | 31 (при t=200C) |
| Для категории D32 - сталь марки 09Г2С | |||||
1.10. Описание сварных соединений
1.10.1. Пазы и стыки наружной обшивки днища и настила второго дна варить автоматической сваркой под флюсом ГОСТ 8713-79
1.10.2. Сварка набора между собой (№ 58-5, 63, 66): полуавтоматическая сварка в среде защитного газа двусторонняя ГОСТ 14771-76 Т7
1.10.3. Приварка ребер жесткости к набору: полуавтоматическая сварка в среде защитного газа односторонняя ГОСТ 14771-76 Т6
1.10.4. Крепление балок набора к настилу 2 дна (в нижнем положении): полуавтоматическая сварка под флюсом (ПФш) ГОСТ 8713-79 Т3
1.10.5. Подваривание набора к обшивке днища (в нижнем положении): ручная сварка плавящимся электродом в среде защитного газа ГОСТ 14771-76 Т7
1.11. Контуровочные пазы и стыки: назначить припуск 25 мм.
Обшивка второго дна: ГОСТ 8713-79 С9
Обшивка днища: ГОСТ 8713-79 Т3
Скуловой пояс: ГОСТ 14771-76 С17
Туннельный киль и стрингеры: ГОСТ 14771-76 С17
Соединание настила 2 дна со скуловым поясом обшивки: ГОСТ 8713-79 Т3
2. Требования к деталям и узлам, поступающим на сборку секции2.1 Размеры и форма деталей, поступающих на сборку узлов и секций, должны соответствовать чертежам и плазовым данным. Допускаемые отклонения на размеры и форму деталей указаны в ОСТ 5.9091-80.
2.2 Детали, поступающие на сборку узлов и секций, должны изготавливаться без припусков. Допускается изготовление деталей с припусками по кромкам, образующим контур узла или секции.
2.3 Комплектацию деталей следует производить пооперационно, при этом детали должны быть уложены в порядке их установки в процессе сборки. Мелкие детали следует хранить и транспортировать в специальных контейнерах.
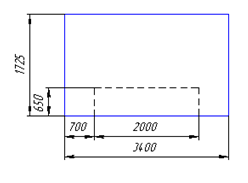
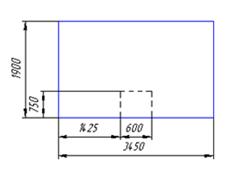
2.4 Детали, подаваемые на сборку узлов и секций, должны быть очищены от ржавчины, масла, грязи и загрунтованы. Кромки деталей, подлежащих сварке должны быть зачищены в соответствии с рисунком 2.1
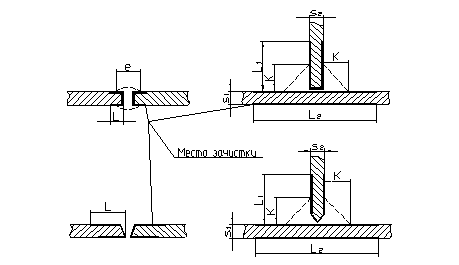
Рис.2.1 Схема размеров зачищаемой поверхности стыкуемых деталей
2.4.1 Ширина шва е при сварке поясьев днищевой обшивки между собой (толщина листов 12 мм) - 18мм; при сварке поясьев днищевой обшивки с горизонтальным килем - 20 мм; при сварке поясьев со скуловым поясом - 18 мм.
Примем длину зачищаемого участка L при сварке любых поясьев днищевой обшивки 27÷32 мм.
Похожие работы
... таблице 1. Таблица 1. Нормируемый химический состав углеродистой стали обыкновенного качества Марка стали Содержание элементов, % С Mn Si Р S Не более ВСт3сп 0,14-0,22 0,4-0,65 0,12-0,3 0,04 0,05 Рис. 1. Секция настила рефрижераторного судна. Технические требования К основному материалу: - химический состав должен соответствовать данной марке стали согласно ГОСТ380-71; - ...
... сварку стыков обечайки с соблюдением раздела 7. Произвести сварку шва автоматической сваркой СВ10ГН АН - 42. Сдать сварку швов на контроль. Освободить узел от закреплении. Снять узел с оснастки. Изготовленную обечайку проверить на соответствие требованиям чертежа и сдать ОТК. При необходимости, выполнить правку узлов, с оформлением в “Журнале сдачи работ УКП”. Установка и приварка ...
... , спецификой формы корпуса и главных размерений. Корпус формируется на кильблоках, то есть корпус не перемещается. Работы будут производиться в одном месте. В данном случае в качестве метода организации постройки судна принимаем поточно-бригадный метод. Вывод: метод формирования корпуса судна – блочный; метод организации постройки судна – поточно-бригадный. 2.Разработка принципиальной ...
... и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей. Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха. Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также ...
0 комментариев