Литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями
Описание технологического процесса
Характеристика формующей оснастки. Холодноканальные формы
Безопасность и экологичность проекта
Опасные производственные факторы и мероприятия по технической безопасности
Расчёт времени цикла литья под давлением изделий [11]
Расчёт производительности литьевой машины
Тепловой расчёт
Навигация
Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением
Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением
50378
знаков
11
таблиц
8
изображений
Федеральное агентство по образованию Российской Федерации
государственный технический университет
технологический институт
Кафедра химической технологии
Курсовая работа по ОПОП
на тему:
«Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением»
Выполнил:
Проверил:
2008
Введение
Магнитопласты (МП) применяются в целом ряде изделий: в электродвигателях, магнитных системах топливных фильтров, в качестве сепараторов, газовых и тепловых счетчиках, акустических системах, медицинских приборах и др., благодаря сочетанию магнитных, прочностных и технологических свойств [1-4].
МП выпускаются как на основе термореактивных, так и термопластичных связующих.
Исходя из выбранной технологии переработки, определяются требования, предъявляемые к полимерному связующему и МП на его основе по реологическим, магнитным, прочностным характеристикам, а также температурному диапазону эксплуатации изделий.
Использование реактопластов в качестве связующих для МП оправдано только в тех случаях, когда другие полимеры не обеспечивают необходимые требования к технологии их изготовления и эксплуатации. Основной недостаток реактопластов – длительная стадия высокотемпературного отверждения. Поэтому в производстве МП наиболее широко используются полимеры, перерабатываемые высокопроизводительными методами: литьем под давлением, экструзией и прессованием.
В настоящее время ориентировочное потребление полимерного оборудования в России составляет порядка 1400-1500 штук в год.
Новое оборудование производится, в основном, в странах Юго-Восточной Азии (Южная Корея, Тайвань, Китай), западных странах (Германия, Австрия, Италия и др), а также в России (ГП «Красмашзавод», ОАО «Термопластавтомат», г. Хмельницкий).
В данном проекте предлагается получать магнитопласты методом литья под давлением.
В настоящее время при создании термопластавтоматов (ТПА) на фирмах используются современные, зачастую оригинальные технические решения, обеспечивающие высокие технические и эксплуатационные параметры при минимальных габаритах оборудования, эксплуатационных затратах и максимальном энергосбережении. Для управления ТПА используются микропроцессорные командоконтроллеры 4-х моделей: НКОМ300, HICOM500 и HICOM600 (без обратной связи); обеспечивается бесступенчатое изменение параметров работы машины от 0 до 100%, память, самодиагностика, напоминания оператору об ошибках, блокировки безопасности, распечатка параметров и производственных показателей. Хорошо отработаны в производстве горизонтальные гидравлические ТПА нескольких серий (модификаций) усилием смыкания от 25 до 3000 тонн и объемом впрыска от 43 до 17680 см.
Целью данного проекта является разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением.
1.Информационный обзор
1.1 Литье под давлением
Литьем под давлением производят штучные изделия. Этот способ является наиболее распространенным в переработке большинства промышленных термопластов. Но его также используют для изготовления деталей из некоторых разновидностей реактопластов. К основным достоинствам литья под давлением относятся: универсальность по видам перерабатываемых пластиков, высокая производительность в режиме автоматизированного процесса, высокая точность получаемых изделий, возможность изготовления деталей весьма сложной геометрической формы, недостижимой при использовании любых других технологий. Кроме того, литьем под давлением производят изделия армированные, гибридные, полые, многоцветные, из вспенинающихся пластиков и др. Метод позволяет формовать изделия массой от долей грамма до десятков килограммов.
Особенностью метода является его цикличность, что, в общем, сдерживает производительность этого процесса, по сравнению с непрерывными технология.
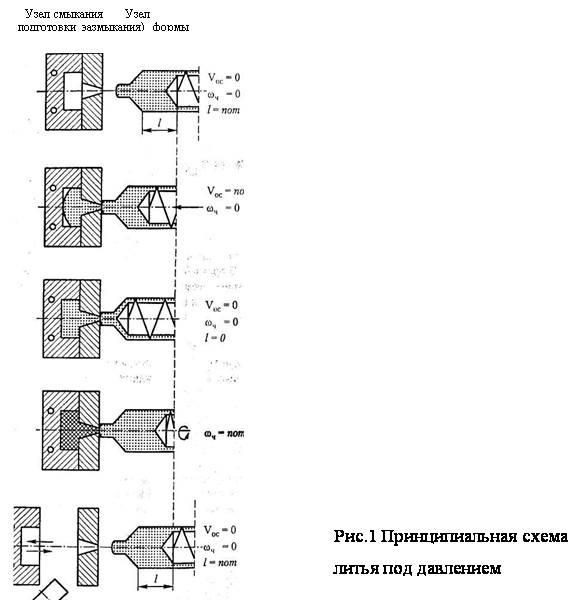
Принципиально, суть технологии литья под давлением состоит в следующем (рис.1). Расплав полимера подготовлен и накоплен (l = пот) в материальном цилиндре литьевой машины (в данном случае - червячного типа) к дальнейшей подаче всомкнутую форму (позиция а). Далее, материальный цилиндр смыкается с узлом формы, а пластикатор (в данном случае - невращающийся червяк) осевьым движением со скоростью Vос. перемешает расплав в форму (позиция б). В результате осевого движения червяка форма заполняется расплавом полимерного материала, а пластикатор с вращается в крайнее левое (на рисунке) положение (позиция в, l = 0). Далее расплав в форме застывает (или отверждается - в случае реактопластов) с образованием твердого изделия (позиция г). Материальный цилиндр продолжает оставаться в сомкнутом с ситемой формы положении. В этой ситуации червяк начинает вращаться c wч = nom, подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. После накопления требуемого объема расплава (расстояние l = пот) вращение червяка прекращается (wч = 0). Он занимает исходное к дальнейшим действиям положение После завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и изделие удаляется из нее (позиция д). Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
Из изложенного следует ряд принципиальных положений, которые определяют не только технологию процесса, но и устройство оборудования и оснастки. К ним относятся следующие:
1. Конструкция литьевой машины обязательно включает: блок подготовки расплава и его подачи в форму (инжекционный узел); блок запирания (и размыкания) формы в виде прессового устройства с ползуном (узел смыкания); блок привода, обеспечивающего все виды движения подвижных устройств оборудования и оснастки; устройство управления литьевой машиной, реализующее требуемую последовательность взаимодействия блоков, силовых и кинематических узлов, а также температурные, скоростные, нагрузочные параметры, обеспечивающие оптимальный режим работы оборудования.
0 комментариев