Оборудование для смешения полимерных материалов
Смешение широко применяют в различных отраслях промышленности, в том числе в производстве и при переработке пластмасс. Известно, что в подавляющем большинстве случаев чистый полимер не обладает нужным комплексом свойств и не может использоваться для изготовления изделий. Поэтому смешение применяют для введения в базовый полимер пластификаторов, наполнителей, стабилизаторов, красителей, пигментов, противостарителей, структурообразователей и других добавок.
Процесс смешения можно осуществлять в системах твердое сыпучее вещество – твердое сыпучее вещество, жидкость – жидкость, твердое сыпучее вещество – жидкость.
Классификация смесителей для полимерных материалов
Применяемые в настоящее время в промышленности смесители для пластмасс можно классифицировать следующим образом: 1) по физическому состоянию исходных компонентов – смесители для сыпучих материалов (без изменения физического состояния), низковязких и высоковязких жидкостей, вязкоэластичных жидкостей (с изменением в процессе смешения агрегатного состояния смеси); 2) по характеру процесса смешения – смесители периодического и непрерывного действия; 3) по механизму процесса смешения – смесители конвективного, диффузионного и конвективно-диффузионного смешения; 4) по режиму процесса смешения – смесители турбулентного и ламинарного смешения; 5) по способу воздействия на смесь – смесители гравитационные, центробежные, сдвиговые; 6) по конструктивному признаку – смесители барабанные (без перемешивающих и с перемешивающими устройствами), с быстроходными, тихоходными, планетарными, овальными, Z-образными, червячными роторами, дисковые и т.д.
На практике при классификации смесителей определяющим обычно является признак физического состояния и конструктивный, хотя в ряде случаев, как это будет показано ниже, могут использоваться любые из перечисленных выше признаков.
Статистическая теория смешения
Смешение – это физический процесс, целью которого является получение однородной смеси, состоящей из двух и более компонентов. При этом начальное состояние системы характеризуется упорядоченным распределением компонентов, а конечное – неупорядоченным, статистически случайным распределением компонентов.
Для реализации процесса смешения смеситель должен обеспечить проведение по меньшей мере двух процессов: измельчения (диспергирования) одного из компонентов (например, при получении дисперсий несмешивающихся жидкостей), в некоторых случаях сопровождающегося изменением физического состояния компонентов (растворением, плавлением, поглощением); статистически случайного распределения ингредиентов по всему объему смеси.
В состав любой смеси обычно входят два или более компонентов. Компонент смеси, концентрация которого выше всех остальных, называется дисперсионной средой (ДС). Компоненты смеси, распределяемые в дисперсионной среде, называют диспергируемой фазой (ДФ). В многокомпонентных системах смешение рассматривается как процесс последовательного смешения каждого компонента по очереди с ранее приготовленной смесью, играющей роль дисперсионной среды.
Для статистической оценки качества процесса смешения необходимо ввести понятия «размер предельной частицы» и «размер пробы».
Предельная частица – это наименьшая по размеру частица ДФ, получающаяся в процессе смешения. Предельные частицы могут быть молекулярных, коллоидных, микроскопических и макроскопических размеров. В истинных растворах предельными частицами являются молекулы ДФ. Наибольших размеров предельные частицы достигают при сухом смешении порошков или гранул полимеров.
Размер пробы обычно определяется размером предельной частицы. Если размер пробы соизмерим с размером предельной частицы, то в отобранной пробе окажется сравнительно мало таких частиц, и по внешнему виду рассматриваемая смесь может быть отнесена к крупнозернистым смесям. Если размер пробы много больше размера предельной частицы, то экспериментатору будет казаться, что в пробе содержится много таких частиц, и рассматриваемая смесь будет отнесена к мелкозернистым смесям.
Для статистического описания смеси используют два статистически определяемых показателя: степень неоднородности (гомогенность смеси) и степень измельчения; первый характеризует изменение концентрации ДФ в объеме смеси, второй – изменение размера частиц ДФ.
Гомогенность смеси можно определить, рассматривая содержание ДФ в пробах смеси. Для простоты будем считать, что ДФ состоит из частиц одинакового размера, а дисперсионная среда является жидкостью, состоящей из одинаковых частиц, размер которых равен размеру частиц ДФ. Такое допущение позволяет ввести понятие «общее число частиц в пробе», складывающееся из числа частиц ДФ и числа частиц ДС. Это допущение может быть также применено при анализе сыпучих смесей, состоящих из частиц одинаковых размеров. Если в процессе смешения достигается случайное (беспорядочное) распределение частиц ДФ по всему объему смеси, то вероятность того, что в любой точке смеси содержится частица ДФ, определяется долей частиц ДФ в общем объеме смеси.
Экспериментальная оценка гомогенности смеси
Для статистической оценки качества смеси от нее отбирают ряд одинаковых проб (не менее десяти), объем которых должен превышать объем предельной частицы по меньшей мере в 103 раз. Очевидно, что даже в идеальной смеси число частиц ДФ в разных пробах будет различно.
Статистическая теория смешения предсказывает, что распределение числа частиц ДФ в отобранных пробах должно подчиняться биномиальному закону:
![]()
Для такой идеальной смеси мерой предельной неоднородности, неизбежно Даже в идеальной смеси, является генеральная дисперсия (ГД) о2:
![]()
Смесители для сыпучих материалов
Смесители для сыпучих материалов в большинстве случаев относятся к категории смесителей периодического действия. Это значит, что все подлежащие смешению ингредиенты одновременно или в заданной последовательности вводятся внутрь рабочей камеры смесителя. Процесс смешения продолжается до тех пор, пока не будет получена смесь с заданной степенью гомогенности.
Барабанные смесители с вращающимся корпусом
Наиболее простой и распространенный вид смесителей для смешения порошкообразных пластмасс – это барабанные смесители. Основные типы барабанных смесителей для сыпучих материалов приведены на рис. 1. Простейший по конструкции смеситель (рис. 1, а) представляет собой горизонтально расположенный цилиндрический барабан с цапфами на торцах. При вращении барабана находящийся в нем сыпучий материал пересыпается и благодаря относительному смещению слоев перемешивается в вертикальной плоскости. Для осуществления продольного (вдоль образующей барабана) смещения материала ось вращения располагают наклонно к образующей барабана (рис. 1,6) или перпендикулярно образующей барабана
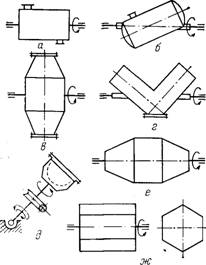
Рис. 1 Схемы барабанных смесителей
Смешение в барабанном смесителе состоит из следующих элементарных процессов: 1) перемещение слоев материала при увеличении наклона его свободной поверхности до значения, превышающего угол естественного откоса; при этом слои материала скользят друг по другу, рассыпаясь на отдельные частицы, которые внедряются в соседние слои (конвективное смешение); 2) постепенное проникновение частиц различных компонентов через вновь образующиеся границы раздела (диффузионное смешение); 3) скапливание и агломерация частиц одинаковых массы и состава в отдельных частях камеры смесителя (процесс агрегации).
При смешении сыпучих материалов в барабане смесителя одновременно протекают все указанные элементарные процессы. Однако степень их влияния в различные периоды смешения неодинакова.
В начальный период смешения гомогенность смеси изменяется в основном за счет конвективного перераспределения компонентов. Смешение происходит за счет смещения макрообъемов. Поверхность раздела между разнотипными компонентами в это время еще мала. Поэтому вклад диффузионного смешения незначителен. Процесс агрегации еще не начался, так как отдельные частицы внутри перемешивающихся макрообъемов практически не смещаются относительно друг друга.
Весь цикл смешения можно разделить на три стадии (рис. 2). На первой стадии (участок /) интенсивно развивается конвективное смешение. Начальная неоднородность смеси довольно быстро уменьшается. На этой стадии скорость процесса почти не зависит от физико-химических свойств компонентов, так как смешение происходит на уровне макрообъемов. Определяющее влияние на скорость процесса смешения на первой стадии оказывают траектории движения материала внутри смесителя. Вторая стадия (участок // ) наступает после того, как смешиваемые компоненты в основном распределены по объему барабана смесителя.

Рис. 2. Диаграмма изменения коэффициента вариации v для смеси, получаемой в смесителе барабанного типа (/ – время смешения). Пояснения в тексте
На этой стадии влияние конвективного и диффузионного процессов становится соизмеримым, так как процесс перераспределения частиц происходит на уровне отдельных частиц (движение частиц относительно друг друга). Наконец, на третьей стадии, когда достигнута минимальная степень неоднородности, начинает сказываться процесс агрегации (область III, кривые 1 я 2). Если после частичной агрегации образовавшиеся агломераты вновь диспергируются, то степень однородности смеси, оцениваемая коэффициентом вариации, колеблется около некоторого значения (кривая 1). Возможен также вариант (кривая 2), при котором два противоположных процесса в определенный момент времени уравновешиваются. В обоих случаях проводить дальнейшее перемешивание не имеет смысла, так как качество смеси не изменяется.
Барабанные смесители – тихоходные машины, так как окружная скорость вращения барабана обычно не превышает 0,17–1,0 м/с. При больших окружных скоростях возникающие центробежные силы оказываются сравнимыми с силами тяжести, и движение материала прекращается.
Частота вращения N (об/мин), обеспечивающая хорошее качество смешения, может определяться по эмпирической формуле
![]()
где d4 – средний диаметр частиц смешиваемых компонентов, мм; R «aKC – расстояние от оси вращения до стенки корпуса смесителя, мм.
Степень заполнения барабана смесителя с цилиндрическим корпусом должна составлять не менее 30 и не более 70%. При малой степени заполнения (3–10%) порошкообразный материал скользит сплошным слоем по внутренней поверхности барабана.
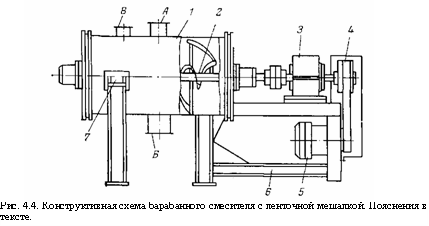
При горизонтальном расположении оси вращения барабана в материале не возникает интенсивного продольного перемешивания, хотя в нем наблюдается медленное продольное перемещение частиц. Появление некоторого продольного перемещения связано с тем, что частицы, скользящие в направлении, нормальном к оси вращения барабана, за счет случайных соударений с другими частицами отклоняются от прямолинейной траектории в ту или другую сторону. Процесс продольного перемещения внешне сходен с процессом молекулярной диффузии в жидкостях и газах. Однако вследствие гораздо меньших скоростей частиц он протекает очень медленно. Поэтому для увеличения скорости продольного перемещения в корпусе барабанных смесителей с горизонтальной осью обычно устанавливают специальные транспортирующие механизмы (ленточные червяки, винтовые мешалки и т.п.). Схема типичной конструкции барабанного смесителя СЛК-200 (Бердичевский завод «Прогресс») с ленточной мешалкой представлена на рис. 3.
Стальной цилиндрический барабан 1 опирается на катки 7, установленные на станине 6. Внутри барабана расположена ленточная мешалка 2, состоящая из двух рядов закрученных по спирали металлических лент. Внешние ленты перемещают материал от периферии к центру, внутренние – к торцевым стенкам. Подлежащие смешению ингредиенты загружаются в барабан через люк А (или Б). Через этот же люк выгружается готовая смесь. В барабане смесителя имеется технологический люк В, который можно использовать для введения жидких ингредиентов.
Привод мешалки осуществляется от электродвигателя 5 через клиноременную передачу 4 и редуктор 3. Отечественной промышленностью выпускаются барабанные смесители с ленточными мешалками и рабочей емкостью барабана 2 и 6,3 м3.
При проектировании цилиндрических стальных барабанов их наружные диаметры выбирают из следующего ряда чисел – 400 500, 600, 700, 800, 900, 1000, 1100, 1200, 1400, 1600, 1800, 2000, 2200, 2400, 2800, 3000, 3200, 3400, 3600, 3800, 4000 мм. Смесительные барабаны изготавливают из хорошо свариваемой стали (марки ВСТЗ). Если смешиваемый материал коррозионно-активен, барабаны изготавливают из двухслойной листовой стали: основной слой – из стали марок Ст.З или стали 20К и дополнительный слой – из коррозионно-стойкой стали.
Мощность привода цилиндрического горизонтального барабанного смесителя W (кВт) рассчитывается по формуле
![]()
Смесители с псевдоожиженным слоем материала
Всмесителях с быстровращающимисяроторами используется эффект псевдоожижения порошкообразных материалов, основанный на том, что при большой скорости движения частиц кинетическая энергия отдельной частицы оказывается больше работы, необходимой для преодоления сопротивления сил трения и сил тяжести. Благодаря этому каждая частица приобретает высокую подвижность, и движение ансамблей частиц оказывается подобным движению частиц жидкости. По этому принципу работают отечественные смесители СС-100, двухстадийный смеситель «УкрНИИпластмаш», смесители зарубежных фирм «Хен-шель», «Папенмайер», «Ангерт», «Вернер – Пфляйдерер» и др.
При быстром вращении ротора с несколькими лопастями в массе сыпучего материала последний переходит в псевдоожиженное состояние. Можно выделить несколько промежуточных этапов, которым соответствуют различный характер движения материала и разные формы его свободной поверхности (рис. 4).
При сравнительно малых окружных скоростях ротора (и< <1 м/с) материал в камере смесителя начинает уплотняться. Высота его уровня по сравнению с исходной (/–/) при этом уменьшается (рис. 4а). При скорости 1–2 м/с поверхность порошка начинает слегка вибрировать, и на ней возникают глубокие трещины; уплотнение порошка продолжается (рис. 4, б). Когда скорость достигает 2–2,5 м/с, весь находящийся в сосуде материал начинает медленно вращаться. При этом отдельные частицы перемещаются по концентрическим окружностям, а плотность порошка начинает уменьшаться (рис. 4в). Увеличение окружной скорости до 2,5–3,5 м/с сопровождается дальнейшим уменьшением плотности (увеличением объема) порошка, поверхность которого вспучивается сначала в центре, вокруг вала мешалки (рис. 4г), а затем и по всей свободной поверхности (рис. 4,9).
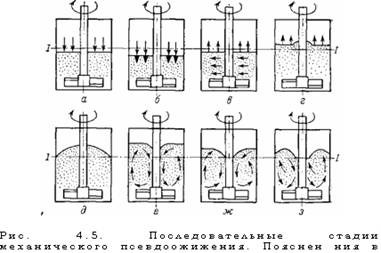
При дальнейшем увеличении скорости до 4–5 м/с в центре поверхности порошка образуется глубокая воронка, и начинается интенсивное движение порошка от периферии к центру сосуда. Поднимающиеся снизу вдоль стенок потоки порошка по спиральным траекториям движутся к центру и, сливаясь, образуют центральную воронку (рис. 4, е). Наконец, при скорости 5–8 м/с порошок переходит в псевдоожиженное состояние. В массе перемешиваемого порошка наблюдается весьма интенсивная циркуляция. На поверхности порошка появляются крупные волны (рис. 4, ж). Если еще больше увеличить скорость вращения ротора, то движение порошка становится бурным и сопровождается периодическими выбросами материала, фонтанирующего из разных точек поверхностного слоя (рис. 4, з). Фактическое значение скорости, при которой начинается псевдоожижение, зависит от отношения высоты слоя порошка к ширине лопасти ротора.
Если в качестве ротора смесителя используют прямоугольные лопасти с углом атаки около 45°, то предельная высота слоя над лопастью, при которой еще наблюдается эффект псевдоожижения, для легких материалов (р «0,5 г/см3), например каолина, красителя, пресс-порошков, составляет около 10ft, а для материалов со сравнительно большой насыпной плотностью (р «Л г/см3), например для песка, шифера, мармалита – (где b – ширина лопасти).
В начальный момент псевдоожижения циркуляционное движение материала наблюдается в основном в слое, расположенном над лопастями мешалки (рис. 4, е). При дальнейшем увеличении окружной скорости в циркуляционное движение втягивается весь находящийся в смесителе материал, и происходит его интенсивное перемешивание. Эмпирическая формула, позволяющая рассчитать мощность привода W (кВт) в зависимости от свойств порошка, окружной скорости и размеров лопасти имеет вид
![]()
движению лопасти, зависящий от природы сыпучего материала; ky–коэффициент уплотнения (или разрыхления) массы; р» – насыпная плотность материала, кг/м3; v – окружная скорость лопасти, м/с; b, L – ширина и длина лопасти, м; а – угол атаки, град; Я–высота слоя сыпучего материала над лопастью, м; i – число лопастей ротора.
Схема простейшего смесителя СС-100 для смешения сухих сыпучих и увлажняемых материалов, а также для приготовления жидких и пастообразных смесей представлена на рис. 5. Смеситель состоит из цилиндрической камеры 2 с рубашкой 3, укрепленных на сварной раме 6. Теплоноситель подается в рубашку 3 через расположенный внизу штуцер 4 и выходит из рубашки через штуцер // у верхнего края рубашки. Такое расположение штуцеров обеспечивает равномерный обогрев всей боковой поверхности камеры смесителя.
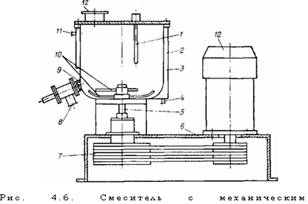
Внутри цилиндрической камеры вращается ротор 5, на валу которого насажены две мешалки 10. Нижняя мешалка напоминает обычный двухлопастный пропеллер, лопасти которого отогнуты в направлении, противоположном направлению вращения, и выгнуты по форме днища. Верхняя мешалка выполнена в виде обода, связанного тремя спицами со ступицей, которая насажена на консольный вал ротора. К боковой поверхности обода приварены две короткие лопасти, наклоненные под углом 45° к плоскости вращения. Для управления направлениями потоков материала внутри камеры установлена отражательная лопасть 1, поворачивая которую, можно изменять направление потока смеси. Привод ротора 5 осуществляется от электродвигателя 12 через клиноременную передачу 7.
Загрузка смешиваемых компонентов осуществляется через люк 12, выгрузка готовой смеси – через люк 8, перекрываемый во время работы смесителя затвором 9, который приводится в действие пневмоцилиндром. Аналогичным образом устроены смесители фирм «Хеншель» и «Хессен» (ФРГ), «Понтер Папенмайер» (Австрия) и комбината «Грейц» (ГДР).
Существуют также и двухкамерные смесители для работы по двухстадийному технологическому циклу. Типичная схема такого двухступенчатого смесителя представлена на рис. 6. Смеситель снабжен двумя смесительными камерами – для «горячего» 1 и «холодного» 17 смешения, установленными вместе с электродвигателями роторов на общей сварной станине 8. Для удобства чистки обе камеры имеют откидные крышки, на которых располагаются смотровые люки с подсветом. Обогрев верх ней камеры осуществляется жидким теплоносителем (глицерин, минеральное масло), циркулирующим в рубашке 2. Верхняя* камера закрывается откидной крышкой 23, на которой расположен загрузочный люк 24. Крепление крышки к камере осуществляется откидным винтовым зажимом 22. Открывание и закрывание крышки осуществляет пневмоцилиндр 3.
В верхней камере на валу 6 установлен комбинированный ротор, состоящий из крыльчатки 4 (диаметром 420 мм) и лопастного диска 5 (диаметром 560 мм). Привод ротора осуществляется от двухскоростного электродвигателя 9 (W= = 55 кВт, N= 1500/750 об/мин) через клиноременную передачу 7, обеспечивающую снижение частоты вращения ротора до 520/260 об/мин. При этом окружная скорость ротора соответственно составляет 15, 2/7, 6 м/с. Для управления направлением потоков смешиваемого материала в верхней камере установлена направляющая лопатка 25 с рукояткой 27. Внутри полой оси лопатки 26 расположена термопара, контролирующая температуру массы. Выгрузка смеси из верхней камеры производится через разгрузочный люк, перекрываемый затвором 20 с приводом от пневмоцилиндра 21. Нижняя камера 17 имеет охлаждающую рубашку 14. Она закрывается откидной крышкой 18 с помощью откидного винтового прижима 16. Перемешивание смеси в нижней камере осуществляется двухлопастным ротором 12, для привода которого используется двухскоростной электродвигатель 10 (W=10 кВт, Л= 1500/750 об/мин), соединенный с ротором клиноременной передачей и редуктором /Л Суммарное передаточное число привода равно 20. Следовательно, частота вращения ротора 12 составляет 75/37,5 об/мин. Готовая смесь выгружается через разгрузочный люк, перекрываемый затвором 13 с приводом от пневмоцилиндра 15.
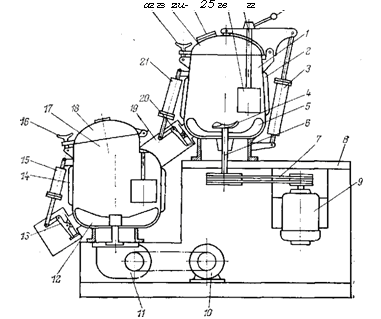
Рис. 7. Двухступенчатый смеситель
Обе камеры смесителя во избежание коррозии изготовлены из нержавеющей стали. На всех затворах с пневматическими приводами и на крышках обеих камер установлены конечные выключатели, предотвращающие запуск двигателей смесителя при незакрытых затворах или крышках камер.
Смеситель работает следующим образом. Порошкообразные компоненты подают в верхнюю камеру через имеющийся в крышке пневматический клапан. Во время загрузки ротор смесителя вращается с малой скоростью, соответствующей начальной стадии псевдоожижения. Одновременно с загрузкой порошкообразных компонентов в горячую камеру подаются жидкие компоненты – стабилизатор и пластификатор (из дозатора или вручную). Стадия загрузки занимает 1–3 мин. Через 30 с после окончания загрузки электродвигатель смесителя автоматически переключается на большую скорость, и материал в камере переходит в состояние интенсивного вихревого движения. В процессе смешения материал разогревается за счет трения частиц друг о друга и за счет тепла, подводимого от стенок корпуса (примерно 85% тепла генерируется за счет трения). По достижении заданной температуры (около 393 К) термопара подает команду на выгрузку смеси в нижнюю камеру, предназначенную для охлаждения готовой смеси. Одновременно двигатели обеих камер переключаются на меньшую скорость вращения. Открывается заслонка 20 разгрузочного окна, и горячая смесь по патрубку 19 пересыпается в нижнюю камеру. Когда смесь из верхней камеры полностью пересыпается в нижнюю, заслонка вновь закрывается, а двигатель нижней камеры переключается на максимальную скорость вращения. При этом реализуется начальная стадия псевдоожижения. Смесь охлаждается за счет контакта с холодными стенками камеры.
Когда температура смеси снижается до 293–313 К (20 – 40 °С), заслонка 13 разгрузочного люка открывается, а двигатель привода ротора вновь переключается на минимальную скорость вращения. Готовая смесь выгружается на транспортер или в приемный бункер для дальнейшего движения по технологическому циклу.
Производительность смесителя при емкости каждой камеры около 370 л достигает 0,56 т/ч.
Мощность W (кВт), потребляемую смесителем в режиме псевдоожижения, можно подсчитать по формуле
![]()
где с «sin ф – коэффициент сопротивления движению лопасти в режиме псевдоожижения (ф – угол естественного откоса); Ъ и L – соответственно ширинам и длина лопасти, м; а – угол атаки лопасти; // –высота слоя сыпучего материала над лопастью, м; 6Д – зазор между краем лопасти и внутренней стенкой корпуса, м; р» – насыпная плотность, кг/м3; i-число лопастей ротора.
Центробежные смесители
В центробежных смесителях вихревые потоки сыпучего материала возникают вследствие взаимодействия сил трения и центробежных сил, действующих при движении частиц материала по> кольцевым траекториям. Основным рабочим органом центробежного смесителя (рис. 4.8) является полый конический ротор 1, установленный на валу И, внутри корпуса 2. К днищу ротора / жестко прикреплена лопастная мешалка 7, лопасти которой установлены под углом 35°. В нижней части конуса прорезаны два симметрично расположенных окна 13. Загрузка смесителя производится через расположенный на крышке 3 люк 4. выгрузка – через перекрытый откидной заслонкой люк 12. Корпус смесителя укреплен на цилиндрической сварной станине 9. Привод ротора 1 осуществляется через клиноременную передачу 10 от электродвигателя 8.
При вращении ротора 1 попавший в него при загрузке материал вследствие трения вовлекается во вращение. Частицы-материала под воздействием возникающих при их вращении центробежных сил начинают двигаться по внутренней поверхности корпуса, а затем сбрасываются с нее в кольцевое пространство между конусом и корпусом. Новые порции материала поступают внутрь конуса через окна 13. Лопастная мешалка 7, вращаясь вместе с ротором, создает эффект псевдоожижения, увеличивая подвижность сыпучего материала, способствует его притоку через окна 13 внутрь ротора 1. Перемешивание материала происходит вследствие его движения по причудливым спиральным траекториям, проходящим как по внутренней поверхности конуса, так и в кольцевом пространстве, сопровождающегося соударениями частиц друг с другом и со стенками корпуса и ротора.
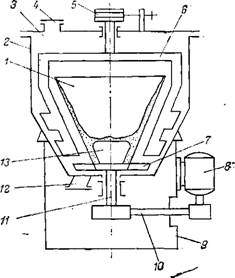
Рис. 8. Центробежный смеситель
В смесителях, предназначенных для смешения материалов с плохой сыпучестью, в кольцевом пространстве корпуса устанавливают раму 6 с лопастями и острым скребком, который входит внутрь конуса. Под влиянием сил, действующих со стороны движущегося материала на скребок и лопасти, рама вовлекается во вращение. Регулируя с помощью ленточного тормоза 5 сопротивление вращению, управляют частотой вращения рамы. Из-за существования разности между окружными скоростями лопастей и материала часть его, наталкиваясь на лопасти, «нагнетается» через окна 13 внутрь ротора, остальной материал остается в кольцевом пространстве.
Скорость циркуляции через конус зависит от угла конусности ротора 9, формы лопасти и коэффициента заполнения корпуса материалом. Экспериментально установлено, что наилучшие результаты дает использование конусов с углом 8~60° при коэффициенте заполнения 0,6–0,8 (меньшие значения относятся к тяжелым материалам, большие – к легким). Угол атаки нижних радиальных лопастей должен при этом составлять около 45°.
Смесители для высоковязких сред
Высоковязкими средами принято считать расплавы полимеров, пасто- и тестообразные композиции с эффективной вязкостью более 0,01 МПа-с (105 П). Перемешивание таких сред осуществляется механическими способами и происходит в ламинарном режиме. Поэтому обычно смесители для высоковязких сред называют ламинарными. При перемешивании в смесительной камере может возникать тангенциальное течение (масса движется параллельно траектории движения лопастей перемешивающего органа), радиальное (масса движется от рабочего органа перпендикулярно оси его вращения) и осевое (масса поступает и вытекает из смесителя параллельно оси вращения рабочего органа). Различают смесители периодического и непрерывного действия.
Для перемешивания высоковязких сред наиболее часто применяются лопастные, валковые, червячные и роторные смесители. Широко используются также двухроторные смесители закрытого типа периодического действия. При необходимости готовить большое количество смеси применяют роторные и червячные смесители непрерывного действия.
Основные закономерности ламинарного смешения
Смешение высоковязких жидкостей является следствием деформаций сдвига и растяжения, под влиянием которых увеличивается поверхность раздела смешиваемых ингредиентов (линейный размер исходного агрегата при этом уменьшается) и выравнивается (в результате неупорядоченного движения) распределение ингредиентов в объеме смеси.

Предположим, что смешивают две вязкие жидкости Л и Я, исходное состояние которых представлено на рис. 9. Пусть г о – характерный размер частиц, из которых состоит диспергируемая фаза (ДФ) А. Разделим мысленно весь объем смеси на элементарные кубики с размером грани г0. В результате смешения поверхность раздела между компонентами А и В должна увеличиться и компонент А должен равномерно распределиться по всему объему смеси с тем, чтобы дисперсия концентрации компонента А в любой серии проб, отобранных от смеси, стремилась к значению сгф2, определяемому уравнением (2а). Если предположить, что деформированные поверхности раздела остаются плоскими, то объем дисперсной среды (ДС), ограниченной поверхностями раздела, равен V=S'r/2 (здесь S' – суммарная поверхность раздела после деформации, г – среднее расстояние между вытянутыми в полосы элементами ДФ). Деформация сдвига, обеспечивающая заданную степень изменения ширины полос в простейшем случае одномерной деформации сдвига, определяется выражением
![]()
где Г)2 и T) i – эффективная вязкость ДФ и ДС соответственно.
Выражение (4.13) выведено при условии оптимальной ориентации поверхностей раздела смешиваемых фаз относительно направления деформации сдвига. В случае одномерного сдвига связь между ориентацией поверхностей раздела и направлением деформации сдвига, выраженная через угол а, характеризуется формулой
![]()
Если поверхность раздела нормальна к вектору смещения, угол а «0. По мере развития деформации сдвига угол а возрастает, а интенсивность увеличения поверхности раздела снижается. Поэтому на практике каждый ламинарный смеситель снабжается приспособлениями для периодической переориентации поверхностей раздела относительно направления деформации сдвига. Это достигается периодическим поворотом сдеформированного материала, в котором поверхности раздела фаз вытянуты в направлении деформации, на угол, примерно равный π/2. При этом поверхности раздела вновь оказываются оптимально ориентированными относительно последующей деформации сдвига. Момент переориентации обычно совпадает с развитием деформации сдвига, примерно равной 3–5 единицам деформации. Суммарная деформация, подсчитанная из выражения (4.13), естественно, должна сопровождаться соответствующим числом актов переориентации.
Смесительные вальцы
Вальцы – самый простой смеситель для высоковязких материалов; они были впервые применены для приготовления резиновых смесей Эдвином Шаффе в 1835 г. На вальцах перемешивание материала осуществляется в зазоре между двумя параллельно расположенными, вращающимися навстречу друг другу полыми цилиндрами (валками). Вальцы подразделяют по диаметру валков на лабораторные – с диаметром валков меньше 225 мм (частным случаем их являются микровальцы с диаметром валков 40–80 мм) и производственные – с диаметром валков от 300 до 800 мм. Основные размеры вальцов, выпускаемых в СССР, унифицированы в соответствии с рекомендациями СЭВ (табл. 4.2).
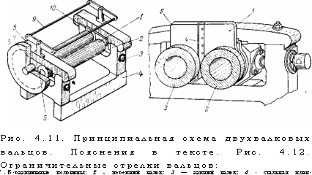
Принципиальная схема обычных двухвалковых вальцов представлена на рис. 4.11. На фундаментной плите 4 установлены две станины 2, в проемах которых в подшипниках 5 и 7 укреплены валки 1.! На конце заднего валка консольно закреплена приводная шестерня 6. Подлежащие смешению компоненты – полимер, пластификаторы, измельченные твердые ингредиенты (тальк, технический углерод, мел, асбест и др.) – загружаются в зазор, в котором за счет интенсивной деформации сдвига, сопровождающейся сильными тепловыделениями, происходит смешение. Валки 1 обычно изготавливают из кокильного чугуна. Рабочая поверхность отбеливается на глубину 15–18 мм; при этом твердость поверхности по Бринеллю должна составлять НВ = 300–450. Наружная поверхность валков шлифуется до класса чистоты 7–9. На поверхности валков дробильных вальцов под углом 7–11° фрезеруются рифления глубиной 4,5– 6 мм и шириной 4,5–15 мм; края валков оставляют гладкими.
Валки вальцов делают полыми. В них подается горячий теплоноситель, в качестве которого может использоваться нагретое масло, перегретая вода. Валки вальцов, предназначенных для переработки термочувствительных материалов, снабжают системой интенсивного теплообмена – сверленые или фрезерованные каналы, расположенные непосредственно у поверхности валка, в которых с большой скоростью циркулирует охлаждающая жидкость. Валки лабораторных вальцов обычно снабжают системой электрообогрева. В зависимости от назначения вальцов скорость валков может быть одинаковой или разной. В последнем случае скорость вращения заднего валка U2 выше, чем переднего Ux. Отношение окружных скоростей валков называет-ся фрикцией.
Для регулирования зазора между валками подшипники переднего валка 5 могут перемещаться при помощи регулировочных винтов 3 в проемах станины 2. От смещения вверх подшипники удерживаются траверсами 8, которые крепятся к станине болтами. Для правильной установки зазора регулирующие винты снабжены указательными шкалами. На вальцах с большими диаметром и длиной валков привод регулировочных винтов осуществляется от специальных электродвигателей. На вальцах малого размера и вальцах старых конструкций вращение винтов производится вручную.
При вальцевании полимерного материала в зазоре между валками возникают распорные усилия, которые пропорциональны эффективной вязкости вальцуемого материала и могут составлять в расчете на 1 см длины валка от 3,5 до 11 кН. Для предотвращения поломки валков на концах регулирующих винтов установлены предохранительные шайбы, срезающиеся при перегрузке.
Валки вальцов обычно устанавливаются в подшипниках. скольжения. Смазка подшипников циркуляционная (от специального насоса или от лубрикатора). Для отвода тепла корпус подшипника на производственных вальцах снабжен охлаждаемой водой рубашкой.
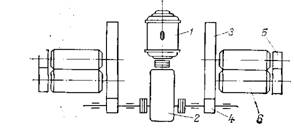
Рис. 11. Групповой привод вальцов:
1 – электродвигатель; 2 – редуктор; 3 – большая шестерня; 4 – малая шестерня; 5 – фрикционные шестерни; б – валки.
Для предотвращения попадания вальцуемого материала в подшипники на концах валков устанавливают профильные пластины 10 (называемые «ограничительными стрелками»), каждая из которых состоит из двух половин, укрепленных соответственно на подшипнике переднего и заднего валков. На одной из половин стрелки установлена стальная планка, перекрывающая зазор, образующийся между стрелками при раздвигании валков (рис. 11).
В большинстве случаев привод осуществляется от электродвигателя переменного тока. Привод может быть групповым и индивидуальным. Специфическая особенность работы привода вальцов состоит в широком диапазоне изменения потребляемой вальцами мощности. При групповом приводе несколько (обычно» двое) вальцов приводятся от одного мощного синхронного электродвигателя, соединенного с ведущим валом через редуктор (рис 12). Групповой привод позволяет снизить установочную мощность и способствует увеличению cos<p агрегата. В случае индивидуального привода (рис. 13) используют электродвигатель, опрокидывающий момент которого рассчитывается по максимальной нагрузке.
![]()
Это требует примерно полуторакратного запаса по сравнению со средним значением мощности, потребляемой в течение рабочего цикла. Завышение установочной мощности приводит к уменьшению cos ф агрегата. Поэтому на крупных предприятиях индивидуальный привод почти не применяется.
Регулируемый привод обеспечивает возможность изменения окружной скорости вращения валков (от 6,3 до 25 м/мин) и фрикции (от 1:1 до 1:4); он применяется только на лабораторных вальцах.
Верхний предел окружной скорости вращения переднего валка обусловлен требованиями техники безопасности; окружная скорость переднего валка может составлять не более 38 м/мин, скорость заднего валка, как правило, выше.
Для мгновенной остановки вальцов в случае попадания в них одежды или руки рабочего служит устройство, называемое аварийным остановом (см. рис. 4.11), которое состоит из коромысла, соединенного с аварийным выключателем, и троса или цепи 9, протянутого вдоль переднего и заднего валков на такой высоте, чтобы оператор, обслуживающий вальцы, мог привести его в действие с любого места. Время остановки вальцов при незагруженных валках не должно превышать 1,5–2,0 с. Валки загруженных вальцов останавливаются практически мгновенно. При индивидуальном приводе аварийный останов отключает двигатель привода и приводит в действие колодочный тормоз, установленный на валу двигателя. При групповом приводе аварийный останов отключает соединительную муфту. В этом случае управление муфтой обычно осуществляется механически.
На вальцах старых конструкций оператор для улучшения однородности смешения вручную периодически подрезал слой материала, обволакивающий передний валок, скручивал его в рулон и вновь направлял в зазор. Современные вальцы снабжены ножом для механического подрезания, укрепленном на суппорте, который совершает возвратно-поступательное перемещение по установленному вдоль валка ходовому винту. Иногда на вальцах предусматривают дополнительный привод для поперечного перемещения ножа, который в этом случае совершает сложное движение, имитирующее операции, производимые вальцовщиком: нож подводится к поверхности валка, выстаивает в течение некоторого времени и подрезает полосу массы; затем он продвигается вдоль валка и отходит от него (в этот момент срезанная масса вновь затягивается в зазор).
На некоторых моделях лабораторных вальцов, применяемых для исследовательских целей, устанавливается специальная контрольно-измерительная аппаратура, предназначенная для замера параметров режима вальцевания. Замер распорных усилий производится посредством месдоз, устанавливаемых на концах винтов, регулирующих зазор. Температура вальцуемого материала замеряется встроенной в валок термопарой. Скорость вращения переднего и заднего валков определяется по показаниям тахометра.
Двухроторные лопастные смесители
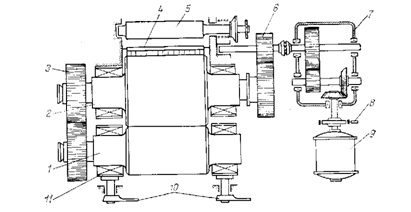
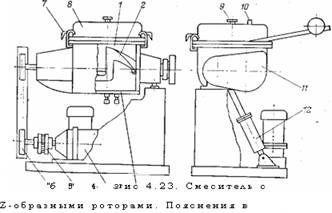
Простейший вариант двухроторного смесителя, широко применяемый в промышленности переработки пластмасс, – это смеситель с Z-образными лопастями. Несмотря на большое разнообразие конструкций, во всех смесителях такого типа можно выделить основные конструктивные элементы (рис. 4.23). Внутри опрокидывающейся рабочей камеры / располагаются два Z-образных ротора 2, вращающиеся навстречу друг другу с различными частотами вращения (л = 180–200 об/мин). Рабочая камера снабжена крышкой 8 с быстродействующим затвором 7. Роторы приводятся во вращение электродвигателем 4, соединенным цепной передачей 6 через муфту 5 с системой приводных шестерен, установленных во встроенном редукторе 11. Камера смесителя имеет рубашку 3, через которую пропускается теплоноситель (пар или смесь пара с конденсатом). В крышке камеры смесителя имеются штуцер 9 для подачи жидких компонентов и отвод 10 для удаления вакуумированием газообразных летучих из камеры.
Компоненты смеси загружаются при открытой крышке или через загрузочный штуцер и попадают непосредственно на Z-образные роторы, вращающиеся в камере, образованной корытом, закрытым с торцов боковыми стенками. В стенках установлены сальниковые уплотнения, препятствующие утечке перемешиваемой массы через зазоры между валом и стенками.
Когда смешение закончено, вращение роторов прекращается, камера смесителя поворачивается с помощью механизма опрокидывания 12 на угол 110°, крышка камеры открывается и при реверсе направления вращения роторов смесь выгружается.
Смесители с Z-образными роторами можно классифицировать по следующим признакам: по технологическому назначению-1) смешение масс друг с другом и с жидкостями; 2) растворение твердых и густых масс в жидкости; 3) образование суспензий твердых масс в жидкостях или эмульсий жидкостей в густых массах; 4) измельчение нежестких масс; 5) смешение порошкообразных материалов с красителями;
по конструктивным особенностям – 1) емкость камеры смесителя (5, 25, 100, 200, 400, 800, 2000 и 4000 л); 2) максимальная мощность привода (смеситель малой мощности – до 25 кВт, средней мощности – до 60 кВт, большой мощности–до 150 кВт); 3) способ выгрузки смеси (смесители с опрокидывающейся камерой и с выгрузкой смеси через отверстие в дне камеры); 4) форма лопастей (гладкие Z-образные, защищенные накладками от истирания; зубчатые; с четырехкрыльчатыми валами); 5) конструкция камеры (корыто без рубашки для обогрева; корыто с нагревателями сопротивления, с жидкостным обогревом, с покрытием внутренних стенок нержавеющей сталью; 6) конструкция крышки камеры (герметичная без давления; герметичные под давлением; для перемешивания под вакуумом); 7) конструкция сальникового уплотнения (сальник уплотнительный на атмосферное давление; двойные сальники, рассчитанные на работу при избыточном давлении или под вакуумом).
Смесительная камера состоит из средней части и боковин, соединенных между собой болтами. Детали камеры изготавливают литьем из чугуна марки СЧ 18–36 или из листового проката, марки.
Лопастные роторы изготавливают сварными. На гребни лопастей по всей длине наплавляют специальный неискрящий, сплав, что исключает опасность искрения при ударах о твердые включения при работе и обеспечивает возможность взрывобезопасной работы в парах горючих органических растворителей (бензин, толуол и т.п.).
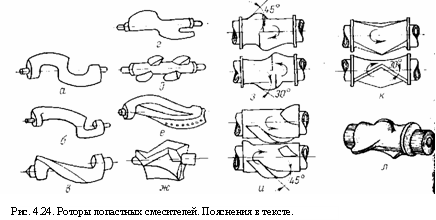
Z-образные лопастные роторы (рис. 4.24, а–г) имеют универсальное применение и могут использоваться при смешении между собой высоковязких масс или смешении их с жидкостями. Лопасти с зубчатыми гребнями (рис. 4.24, е) используют для размельчения и смешения волокнистых материалов. Двухкрыльчатые лопастные валы (рис. 4,24, г) применяют для перемешивания небольших количеств материала; четырехкрыльчатые (рис. 4.24, д) предназначены для перемешивания с целью дегазации и растворения; многокрыльчатые валы (рис. 4.24, ж) применяют для смешения и увлажнения сыпучих материалов. Другие типы роторов, показанных на рис. 4.24, описаны в следующем разделе.
Двухроторные смесители закрытого типа
Смесители, роторы которых занимают около 60% общего объема смесительной камеры, называют закрытыми роторными смесителями (ЗРС). Их применяют для смешения полимеров с наполнителями, приготовления полимерных композиций, введения в полимер стабилизаторов, пластификаторов, красителей и других ингредиентов. Типичный ЗРС (рис. 4.25) состоит из камеры 2, образованной двумя стальными полуцилиндрами и двумя боковыми стенками 19; внутри камеры навстречу друг другу вращаются роторы 3. В массивных боковых стенках установлены роликовые подшипники роторов 20. Зазор между стенкой и шейкой роторов уплотняется специальным устройством 18.
Смесительная камера монтируется на чугунной станине 1. В верхней части камеры располагается загрузочное окно, над которым установлена загрузочная воронка 5 с откидывающейся заслонкой 6, передвигаемой пневмоприводом 4. При загрузке смесителя заслонка отклоняется к стенке воронки и открывает отверстие в боковой стенке прямоугольной загрузочной шахты, по которой смешиваемые материалы ссыпаются в смесительную камеру. По окончании загрузки заслонка возвращается в вертикальное положение, перекрывая при этом отверстие в стенке шахты и препятствуя выбросу пылящих компонентов наружу при работе смесителя.
В прямоугольной шахте расположен верхний затвор 10, установленный на штоке 9 воздушного цилиндра 7 с поршнем 8. При загрузке смесителя затвор перемещается в крайнее верхнее положение, открывая доступ в камеру смесителя. По окончании загрузки затвор опускается вниз и через окно в камере смесителя давит на находящийся в камере материал, создавая в нем избыточное гидростатическое давление, равное 0,35–0,7 МПа.
Выгрузка готовой смеси производится через нижнее окно в камере, которое во время загрузки и смешения закрыто нижним затвором 14, состоящим из фигурного клина, укрепленного на корпусе пневмоцилиндра 15. Шток 13, на котором установлен поршень пневмоцилиндра, укреплен на станине. Поэтому при подаче воздуха в одну из полостей цилиндра последний вместе с клином перемещается по направляющим под смесительной камерой, закрывая или открывая камеру снизу. Подача сжатого воздуха в цилиндр осуществляется через каналы, просверленные в штоке 13.
В зависимости от формы поперечного сечения и конфигурации роторов (см. рис. 4.24) различают ЗРС с овальными роторами (рис. 4.24, з), с трехгранными и четырехгранными роторами (рис. 4.24, к) и с цилиндрическими роторами (рис. 4.24, и).
В отечественной промышленности получили распространение ЗРС с овальными роторами – так называемые смесители типа Бенбери.
Процесс ламинарного смешения сопровождается интенсивным тепловыделением. Для отвода тепла смеситель имеет систему охлаждения. Роторы охлаждают конденсатом, поступающим во внутреннюю полость по трубам 16 и разбрызгиваемым по всей полости ротора через установленные на трубке форсунки. Из роторов охлаждающая вода сливается через воронку 17 и поступает в установленную на линии стока воронку 12.
Стенки камеры могут прогреваться пропускаемым через паровую рубашку паром и охлаждаться как пропусканием охлажденного конденсата через рубашку, так и орошением стенок камеры конденсатом снаружи, поступающим на поверхность камеры через многочисленные патрубки, присоединенные к коллектору 11.
Гребень нижнего затвора 14 и верхний затвор имеют полости, которые охлаждаются водой.
Привод ЗРС осуществляется, как правило, от синхронных электродвигателей большой мощности через редуктор с помощью шарнирной муфты 21. В настоящее время наиболее распространены два варианта кинематических схем привода.
Первый вариант (рис. 4.26, а) состоит из встроенного в смеситель редуктора, первая ступень которого образована парой приводных шестерен 4, а вторая – парой фрикционных шестерен 3, которые передают вращающий момент от приводного ротора 1 к ведомому ротору 2. При этом они одновременно обеспечивают и необходимое соотношение скоростей вращения роторов. Обычно передаточное число фрикционных шестерен лежит в интервале 1,14–1,16. Частота вращения роторов производственных смесителей составляет: для тихоходных смесителей – около 20 об/мин, для быстроходных смесителей – около 70 об/мин.
Обычно для привода смесителя используют быстроходный синхронный электродвигатель мощностью 700 и более кВт с частотой вращения выходного вала 750–1500 об/мин. Поэтому между встроенным редуктором смесителя и двигателем устанавливают дополнительный редуктор 5. Выходной вал редуктора соединяется с ведущим валом редуктора смесителя посредством; эластичной муфты 10.
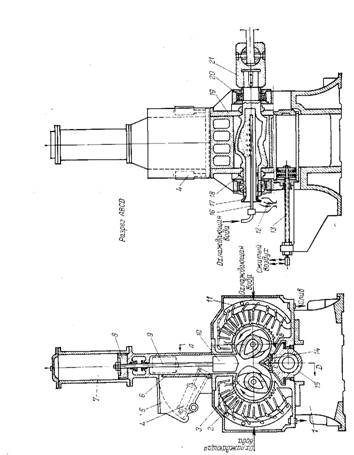
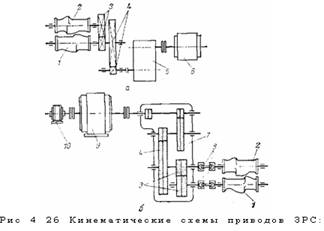
Недостатки привода такого типа: громоздкость, тяжелые условия работы фрикционных и приводных шестерен встроенного] редуктора, обычно расположенных внутри ограничительного кожуха, а также перегрузки роторных подшипников распорными я окружными усилиями, возникающими на шестернях привода.:
Второй вариант привода (рис. 4.26, б) отличается наличием; только одного выносного блок-редуктора 7, совмещающего в себе функции редуктора и фрикционных шестерен. Два выходных вала блок-редуктора соединяются с роторами смесителя посредством валов с карданными шарнирами 8. Благодаря этому удается полностью разгрузить подшипники роторов от усилий, возникающих в приводных и фрикционных шестернях. Все шестерни – как приводные 4, так и фрикционные 3 – располагаются в общем блок-редукторе. Применение подшипников качения, высококачественных косозубых шестерен, циркуляционной системы смазки позволило создать компактный блок-редуктор для передачи мощности, превышающей 1500 кВт. Карданные шарниры 8 допускают небольшой перекос и смещение валов, между которыми они установлены. Это снижает требования к точности монтажа, упрощает и удешевляет сборку и установку смесителя» Привод смесителя осуществляется от быстроходного электродвигателя 9, на одной оси с которым установлен возбудитель 10.
Роторы смесителя. В настоящее время в ЗРС применяют три типа роторов. Овальные роторы (см. рис. 4.24, з) в поперечном сечении имеют форму сужающегося к одному концу эллипса, заостренный конец которого переходит в вершину винтовой лопасти. Одна из них, имеющая большую длину (0,55–0,65 длины ротора), расположена по винтовой линии с углом подъема около 30°, а вторая (0,35–0,45 длины ротора) – с углом подъема около 45°. Угол охвата ротора каждой из лопастей не превышает 90°.
Трехгранные роторы (см. рис. 4.24, к), обычно применяющиеся в ЗРС фирмы «Вернер – Пфляйдерер», имеют лопасти, напоминающие зуб шевронной шестерни. Поперечное сечение этих роторов имеет форму трехгранной призмы с вогнутыми гранями.
Винтовые роторы (см. рис. 4.24, и), обычно применяемые в ЗРС фирмы «Интермикс – Шоу», состоят из цилиндрического сердечника, на поверхности которого расположены два винтовых выступа (угол подъема винтовой линии – около 42°).
Первые два типа роторов вращаются с различными скоростями, так как гребни роторов не входят в зацепление. Винтовые роторы вращаются с одинаковыми скоростями, так как выступы нарезки одного ротора входят во впадины нарезки другого. Существует модификация овальных роторов, в которой на каждом роторе вместо двух лопастей расположено по четыре – две длинных и две коротких (см. рис. 4.24, л). Такие роторы обеспечивают примерно полуторакратное сокращение времени смешения.
Роторы обычно изготавливают из стального литья. На гребень (кромку лопасти) ротора для увеличения срока службы смесителя наплавляют твердый сплав (победит, сормайт). На гребни роторов, работающих во взрывоопасной среде, наваривают неискрящие сплавы. Роторы смесителей обычно устанавливают на двух радиально-сферических роликовых подшипниках. Наружное кольцо одного из подшипников жестко фиксируется в корпусе, а второе выполняется плавающим. Смазка подшипников осуществляется от лубрикатора.
Уплотнения роторов. Для предотвращения потерь ингредиентов через зазоры между цапфами вращающихся роторов и стенками камеры в конструкции РЗС предусмотрены специальные уплотнения. Уплотнение сальникового типа (рис. 4.27) состоит из установленной на роторе 1 манжеты 8 и набора медно-графитовых колец 7, размещенных в стальной втулке 3, прикрепленной к боковой стенке 2. Уплотняющее усилие создается грундбуксой 6, на которую нажимают пружины 5, установленные по окружности уплотнения на шпильках 4. Для уменьшения трения в зазоры между кольцами нагнетается смазка.
Лабиринтное уплотнение (рис. 4.28, а) состоит из запрессованной в стенку 2 неподвижной втулки 3 и подвижного кольца 4.
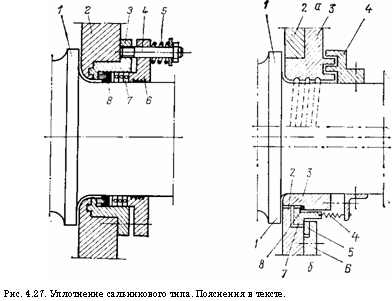
Втулка и кольцо имеют проточки в виде торцевых концентрических канавок, так что выступы втулки входят в соответствующие канавки, и наоборот. Узкий лабиринт, образованный таким размещением деталей, создает препятствие выходу расплава из камеры. Кроме этого на внутренней поверхности втулки 3 имеется винтовая канавка. Гладкая поверхность шейки ротора 1, взаимодействуя с заполняющим канавку расплавом, приводит его в движение. В результате находящийся в канавке расплав начинает двигаться в сторону камеры смесителя против направления потока утечек, создаваемого избыточным давлением в камере.
Торцевое уплотнение с автоматически регулирующимся уплотняющим усилием (рис. 4. 28,6) состоит из напрессованной на шейку ротора 1 центрирующей втулки 3, на которую насажена уплотняющая втулка 8, прижатая пружинами 4 к бронзовому кольцу 5, укрепленному в гнезде неподвижной обоймы 6. Втулка 8 вращается вместе с ротором. Расплав, попадая в пространство между стенкой 2 и втулкой 8, прижимает втулку к поверхности кольца 5 с силой, пропорциональной давлению в камере
смесителя. Установленное между втулками 3 и 8 резиновое кольцо 7 предотвращает утечку расплава через кольцевой зазора между втулками. Кольцо 5 является сменной деталью, и его по мере износа заменяют другим. В область контакта трущихся частей подается смазка под давлением из лубрикатора.
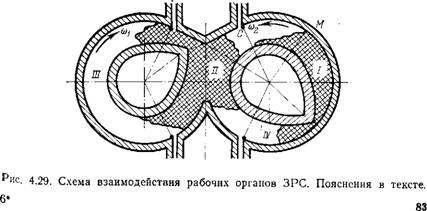
Механизм смешения в камере ЗРС
Для качественного описания процесса смешения рассмотрим схему взаимодействия рабочих органов смесителя (рис. 4.29). В начальный период работы после загрузки всех ингредиентов весь рабочий объем камеры и часть горловины загрузочной воронки вследствие большого удельного объема части ингредиентов могут быть заполнены материалом. На этой стадии верхний затвор давит на смесь ингредиентов, находящуюся в горловине загрузочной воронки, с усилием, складывающимся из веса затвора и усилия, создаваемого пневмоцилиндром привода. По мере смешения смесь становится более компактной и занимает уже только рабочую камеру. На этой стадии верхний затвор замыкает смесительную камеру, и его нижняя часть оказывается как бы продолжением внутренней стенки камеры.
Полимерная композиция подвергается интенсивной деформации сдвига в серповидном зазоре между поверхностью камеры и передней поверхностью лопасти смесителя (область / на рис. 4.29) и в цилиндрическом зазоре между сердечником ротора и стенкой камеры (область III). В начальный момент смешения скорость деформации сдвига во всем объеме материала очень мала. Интенсивной деформации материал подвергается лишь в областях / и // . Затем по мере разогрева материала и его размягчения (плавления) деформации сдвига начинает подвергаться материал, находящийся в областях /// и IV.
Двигаясь по винтовой поверхности лопасти, материал перемещается вдоль оси ротора. Суммируясь с движением по окружности, это осевое перемещение приводит к тому, что находящаяся в серповидном зазоре смесь движется по сложной траектории, напоминающей вытянутую вдоль оси ротора пространственную восьмерку. Двигаясь по таким перекрещивающимся под разными углами линиям тока, частицы смеси равномерно распределяются по всему объему смесителя.
Похожие работы
... Во избежание образования различных посторонних включений ("геликов") в готовой упаковке необходимо, чтобы скорость вращения шнека была оптимальной. При изготовлении биоразлагаемых упаковок из крахмалосодержащих полимерных материалов в процессе последующей герметизации сваркой необходимо тщательно следить за температурой сварки при получении прочного сварного шва. Повышение температуры приводит к ...

... прессматериала Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0С и относительной влажности 50–60%. 4. Разработка технологии изготовления фрикционных тормозных колодок. 4.1 Обоснование выбора метода Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими ...
... ремонт или смазку машин при их работе, обязательная проверка неисправности оборудования перед началом работы на нем. [22,25] 2. Расчетная часть 2.1 Материальные расчеты Технологический процесс изготовления вкладыша-пустотообразователя состоит из ряда стадий, потери материала на которых составляют, % (масс): хранение и транспортировка - 5; литье изделий - 3; отделение литников - 3,8; ...
... засыпки изготовляют сравнительно тонкостенные крупногабаритные изделия (прогулочные лодки, бидоны для хранения и транспортировки жидкостей и др.). 1.2 Методы переработки армированных полимерных материалов Особенностью изготовления изделий из армированных полимерных материалов является то, что материал и изделие в большинстве случаев изготовляются из исходных компонентов одновременно. Для ...
0 комментариев