Навигация
Використання у виробництві поліграфічного обладнання розроблених технологічних процесів та пристроїв, новизну яких захищено патентами
31202
знака
0
таблиц
0
изображений
2. Використання у виробництві поліграфічного обладнання розроблених технологічних процесів та пристроїв, новизну яких захищено патентами.
Особистий внесок здобувача полягає у безпосередньому виконанні робіт на всіх етапах теоретичних та експериментальних досліджень, зокрема в літературному та патентному огляді фінішних методів обробки деталей поліграфічного обладнання, розробці технологічної системи ОЗО таких деталей, встановлені аналітичних залежностей між режимами обробки та якістю поверхні деталей. Також автором розроблено алгоритм керування технологічним процесом ОЗО, запропоновано пристрої та інструмент для ОЗО, проведено експериментальні дослідження, оформлено результати наукових і експериментальних досліджень у вигляді патентів на винаходи, публікацій і доповідей на конференціях.
У спільних публікаціях автору належить провідна роль у виконанні дослідів та обговоренні їх результатів.
Апробація результатів дисертації. Основні положення роботи доповідалися на науково-технічних конференціях і семінарах: „Технологія і техніка друкарства”, Київ, НТУУ „КПІ”, 2004 р.; VII міжнародна науково-технічна конференція АС ПГП „Промислова гідравліка та пневматика”, м. Вінниця, 2006 р.; кафедри технології поліграфічного виробництва ВПІ НТУУ „КПІ”.
Публікації. По темі дисертації опубліковано 18 наукових праць, у тому числі 6 патентів, 1 навчальний посібник, 2 методичні вказівки.
Структура та обсяг дисертації. Дисертаційна робота складається зі вступу, п’яти розділів, загальних висновків, списку літератури, додатків.
ОСНОВНИЙ ЗМІСТ РОБОТИ
У вступі обґрунтовано актуальність роботи, сформульовано її мету та завдання, представлено нові наукові результати, доведено їх практичну цінність, подано результати апробації роботи.
Підвищити ефективність поліграфічного виробництва можливо не тільки за рахунок застосування нових матеріалів (фарб, паперу, лаків і т.п.), розробки і удосконалення конструкцій друкарських машин, окремих їх пристроїв і вузлів, але й розробляючи чи удосконалюючи нові технологічні рішення щодо виготовлення деталей поліграфічного обладнання та продовжуючи термін їх експлуатації, зокрема, за рахунок відновлення параметрів. Важлива роль в цьому відводиться фінішним процесам обробки поверхні, таким як ОЗО.
У літературному та патентному огляді проведено аналіз сучасного стану фінішних методів обробки деталей поліграфічного обладнання і вивчення впливу параметрів якості приповерхневого шару деталей на експлуатаційні властивості. В досліджених роботах частково розглянуто вплив технології виготовлення деталей на параметри якості приповерхневого шару та експлуатаційні властивості виробів. Проведений аналіз показав, що в теперішній час не розроблено технологічних основ, які б дозволили за допомогою застосування нової фінішної технології ОЗО відтворювати необхідну для експлуатації якість деталей поліграфічного обладнання та обладнання в цілому, але дозволив обґрунтувати доцільність і перспективність застосування цієї технології для покращення і прогнозування експлуатаційних властивостей поліграфічного обладнання. Це, зокрема, стосується таких деталей поліграфічного обладнання як зажимні планки офсетних полотен, направляючі планки, контактні кільця друкарського механізму, офсетні циліндри друкарських машин та ін.
У другому розділі автором розроблено параметричну технологічну систему, в якій встановлюється взаємний зв’язок між технологічними факторами ОЗО, характеристиками якості поверхні й поверхневого шару деталей, їх експлуатаційними властивостями та експлуатаційними характеристиками обладнання, а також виділено та систематизовано фактори та параметри названих об’єктів (Рис.1).
До технологічних факторів ОЗО належать зусилля деформуючого вдавлювання інструменту (Р), радіус деформуючого інструменту (Rg), кількість обертів шпинделя верстата (nш), кількість обертів автономного електроприводу (nа. е), ексцентриситет деформуючого інструменту (е), подача заготовки або деформуючого інструменту (S), кількість деформуючих інструментів (K), кількість подвійних ходів інструменту (n п. х).
Якість поверхонь деталей з регулярним мікрорельєфом характеризується такими параметрами: відносна площа, що її займають регулярні нерівності (Fн), глибина (h), ширина (b) і висота напливів (hH) регулярної нерівності, питомий об’єм нерівності (Vк), кут сітки (α), кут напрямку (θ) нерівностей, крок по вісі (So) та по колу (Sк) нерівностей, амплітуда безперервної регулярної нерівності (А), висота елемента (R), кількість елементів на 1 мм2 площі (N), відносна площа опирання (Тр), де р – значення рівня перетину поверхні, кути напрямку розташування нерівності (β, γ), радіус закруглення заглибин (r) та виступів (r1), залишкові напруги (σ), мікротвердість (Hμ), глибина наклепу (Ннакл), фазово-структурний стан (Фс), коефіцієнт перекриття (Kn).
Вказані технологічні фактори впливають на якість поверхні та поверхневого шару деталей поліграфічного обладнання, цим самим визначаючи їх експлуатаційні властивості: зносостійкість (Zзн), маслоємність (Zм), герметичність (Zгерм), довговічність (Zд), надійність (Zн), термін служби (Zт. с), корозійну стійкість (Zк. с), коефіцієнт тертя (Zт), час припрацювання (Zпр) та ін.
В залежності від технологічних факторів ОЗО, параметрів якості поверхні й поверхневого шару деталей, експлуатаційних властивостей кожної окремої деталі поліграфічне обладнання характеризується такими параметрами: точністю позиціювання (Sт.п.), герметичністю вузлів (Sгерм),
Рис.2. Параметричне зображення технологічного процесу ОЗО.
міцністю нерухомих з’єднань (Sміцн), терміном служби (Sтерм), довговічністю (Sд), контактною жорсткістю (Sк. ж), надійністю роботи без відмов (Sн), а також продуктивністю (Sпрод).
Таким чином, технологічні процеси ОЗО деталей поліграфічного обладнання представлено у вигляді технологічної системи, де технологічні фактори ОЗО виступають у якості вхідних параметрів, характеристики якості поверхні і поверхневого шару деталей та експлуатаційні властивості деталей – проміжних параметрів, а експлуатаційні характеристики поліграфічного обладнання – вихідних параметрів.
Для цілеспрямованого керування технологічними процесами ОЗО на основі аналізу вказаної технологічної схеми розроблено алгоритм (Рис.2). Відповідно до нього, спершу вводяться вхідні дані (матеріал, твердість, шорсткість, геометричні параметри виробу, метод попередньої обробки). Потім визначається вид мікрорельєфу (шахова, циклоїдна, чотирикутна або кільцеве розташування нерівностей, відсутність, неповний або повний перетин нерівностей опуклої або увігнутої форми). Виходячи із матеріалу, геометрії поверхні, твердості виробу, що оброблюється, обирається геометрія та розраховується зусилля вдавлювання інструменту. Після цього здійснюється вибір обладнання, пристроїв та інструменту для ОЗО.
Потім, згідно до розробленого алгоритму, обирається схема обробки пласкої, циліндричної, торцевої, або фасонної поверхні (за один чи декілька проходів, по копіру, з дискретною, поперечною або поздовжньою подачею деформуючого елемента або заготовки або ін).
Виходячи з кінематичних особливостей обладнання та пристроїв призначається кількість обертів шпинделя (nш), подача заготовки (S), кількість обертів автономного двигуна (nа. е), ексцентриситет (e) та  - параметр, що визначає взаємне розташування нерівностей.
- параметр, що визначає взаємне розташування нерівностей.
Після призначення технологічних факторів визначаються параметри якості поверхні й поверхневого шару.
Рис.2. Алгоритм цілеспрямованого керування технологічними процесами ОЗО.
Спочатку визначаються глибина (h), ширина (b) регулярної нерівності й висота напливів (hн). Далі, згідно до розробленого алгоритму, визначаються кут сітки (α), крок нерівності по вісі (So), амплітуда безперервної регулярної нерівності (А), питомий об’єм нерівностей (Vк) і відносна площа, що її займають регулярні нерівності (Fн). Оскільки останній параметр є найбільш інформативним та найповніше характеризує експлуатаційні властивості деталей, то для розробленого технологічного процесу встановлено аналітичний зв’язок між режимами обробки і Fн. Це дозволяє відтворювати на поверхні необхідну за умовами експлуатації величину Fн для комбінованого технологічного процесу обробки пласких поверхонь:

де B, L – ширина і довжина деталі відповідно, hk – глибина канавки, Vпр – подача деталі.
Крім того, базуючись на статистичному підході, параметри якості поверхні й поверхневого шару, експлуатаційні властивості деталей обладнання, а також експлуатаційні характеристики обладнання можуть бути визначені за рахунок реалізації технологічної системи, яка передбачає побудову математичних моделей, що пов’язують технологічні фактори, параметри якості деталей, їх експлуатаційні властивості та експлуатаційні характеристики обладнання.
Автором запропоновано розподілити математичні моделі на шість класів (Рис.3). В першому, другому та третьому класах вхідними параметрами є технологічні фактори, а вихідними, відповідно, якість поверхні, експлуатаційні властивості деталей поліграфічного обладнання, а також експлуатаційні характеристики поліграфічного обладнання. Четвертий та п’ятий класи являють собою моделювання залежності від якості поверхні деталей поліграфічного обладнання експлуатаційних властивостей деталей обладнання і експлуатаційних характеристик поліграфічного обладнання, відповідно. До шостого класу математичних моделей віднесено залежність експлуатаційних характеристик поліграфічного обладнання від експлуатаційних властивостей його деталей.
При побудові математичних моделей використовувався індуктивний метод моделювання, що ґрунтується на принципі самоорганізації моделей. При цьому виходили з мінімального об’єму необхідної для моделювання апріорної інформації. Відомості, яких не вистачає, знаходились за допомогою перебирання великої кількості варіантів моделей за деякими зовнішніми критеріями вибору моделей: регулярність, мінімум зміщення, баланс змінних та комбінованих критеріїв. Точність прогнозування вихідного параметра моделі, відновлення значень, а також якість оптимізації і керування технологічним процесом залежить від якості вхідної статистичної інформації, яка використовується для налагодження математичної моделі.
Побудовані таким чином математичні моделі мають різні набори вхідних і вихідних параметрів, що відповідають згаданим шістьом класам математичних моделей. Для кожного вихідного параметру будувалось декілька моделей, і з них обиралась краща. Кількість моделей може бути як збільшена, так і зменшена. Однією з переваг збільшення кількості математичних моделей є те, що вони дозволяють при відсутності одного або декількох вхідних параметрів за наявності вихідного вирішення системи із декількох рівнянь визначити невідомий вхідний параметр.
В результаті реалізації технологічної системи за розробленим алгоритмом взаємні зв’язки між параметрами якості поверхні й поверхневого шару, експлуатаційними властивостями деталей поліграфічного обладнання та якістю друкованої продукції можуть бути представлені у вигляді математичних моделей.
У третьому розділі наведено методичний план роботи і умови проведення експерименту, описано розроблені і виготовлені спеціальні стенди і методики проведення експериментальних досліджень.
Рис.3. Шість класів математичних моделей --відповідно до вхідних і вихідних параметрів.
Для побудови математичних моделей і комплексного аналізу технологічних режимів застосовувалася технологія індуктивної самоорганізації моделей.
Для визначення параметрів якості поверхні й поверхневого шару використовувалися профілограф-профілометр „Калібр” моделі 201, твердометр моделі 2033 ТИР, мікроскоп БМИ, аналітичні ваги моделі ЯДВ-200. Заміри мікротвердості проведені приладом ПМТ-3.
У четвертому розділі показано, як результати теоретичних досліджень були використані при розробці технологічних процесів ОЗО деталей поліграфічного обладнання, що виготовлюються із легованих та нержавіючих сталей, чавуну, кольорових металів. Так, наприклад, під час друку передні та задні зажимні планки офсетного полотна піддаються значному навантаженню. Для підвищення їх експлуатаційних властивостей запропонована ОЗО зажимних планок з режимами: R=2,0 мм; P=300 H; n=125 об/хв; Vпр=200 мм/хв. Режими обробки для направляючих планок: P=80H; R=3,5 мм; nш=80 об/хв; Vпр=315 мм/хв.
У процесі роботи на офсетних друкарських машинах фарби та зволожуючий розчин потрапляють під гумовотканинне полотнище на офсетний циліндр. Хімічна дія цих речовин сприяє появі корозії, і, як наслідок, спостерігається погіршення фарбопередачі, поява розтискування точок, збільшується кількість дефектів зображення. Для протидії цьому запропоновано хромування офсетних циліндрів з подальшим утворенням на поверхні регулярного мікрорельєфу. Це значно підвищує корозійну стійкість вказаних деталей. Режими обробки такі: P=100 H; R=2,0 мм; nш=12,5 об/хв; nп. х=1000 об/хв; e=1,5 мм.
Для контактних кілець, що розміщені на циліндрах в друкарському механізмі офсетної друкарської машини з метою забезпечення плавності ходу циліндрів, зменшення шуму, впливу зміни навантажень, покращення якості друку запропоновано ОЗО з такими режимами: P=200 H; R=2,0 мм; n ш=30 об/хв; Vпр=1,56 мм/об; nп. х=750 об/хв; e=0,5 мм.
Також розроблено технологічний процес комбінованої ОЗО пласких деталей (зажимних планок, направляючих) поліграфічного обладнання шляхом випереджаючого пластичного деформування з наступною обробкою алмазно-абразивним інструментом. При цьому на поверхні деталі утворюють ЧРМР чотирикутного типу з глибиною введення алмазу в оброблювану поверхню, що дорівнює 0,0028-0,0070 мм, з наступною обробкою торцем чашкового алмазно-абразивного інструмента, вісь обертання якого перпендикулярна до поверхні деталі, t = hнапл + Rz / 2, де t – глибина шліфування, hнапл – висота напливів, Rz – параметр шорсткості поверхні.
ОЗО здійснювалась за допомогою розробленого пристрою для комбінованої обробки пласких поверхонь деталей, що має алмазний деформуючий і чашковий алмазно-абразивний інструмент У4К 200х20х3х32–АСМ 3/2 – 100% – БР. Інструменти закріплені у відповідних державках, встановлених у двох шпиндельних вузлах, розташованих паралельно один до одного і кінематично пов’язаних між собою з можливістю регулювання їх швидкостей обертання в залежності від матеріалу, який оброблюється.
Наведені вище технологічні процеси ОЗО дозволили підвищити зносостійкість вказаних деталей в 1,25…1,35 рази.
У п’ятому розділі подано результати досліджень, зокрема, впливу режимів обробки на геометричні параметри поверхні при комбінованому ОЗО деталей поліграфічного обладнання (Рис.4,
5).
Виявлено можливість відновлення геометричних параметрів деталей поліграфічного обладнання за рахунок застосування технології ОЗО, що є важливим для оперативної заміни імпортованих деталей. Величина відновлення геометричних параметрів може досягати 10 мкм.
Відновлення розмірів може здійснюватись за рахунок напливів, що виникають при утворенні ЧРМР. Його можна утворювати в місцях зношення деталей. Параметри напливів для різних матеріалів представлено на Рис.5.
Запропонована технологія дозволяє відновлювати розміри деталей і збільшити термін їх експлуатації в 1,3…1,45 рази.
Досліджено також вплив технологічних факторів процесу обробки на фізико-механічні параметри поверхневого шару.
Рис.4. Залежність глибини (h) і ширини (b) нерівностей
від зусилля вдавлювання при ОЗО.
Рис.5. Залежність площі нерівностей в поперечному перетині (Sк)
для різних матеріалів і висоти наливів (hн) від зусилля вдавлювання при ОЗО.
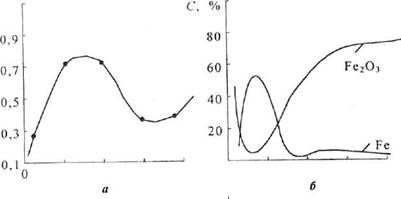
При запропонованій технології відбувається розпад залишкового аустеніту і перетворення його в мартенсіт. Кількість залишкового аустеніту в поверхневому шарі деталей зі сталі зменшується на 10…15%.
ОЗО супроводжується зміцненням поверхневого шару в місцях утворення ЧРМР. Мікротвердість при цьому збільшується на 17...21%.
Для отримання стабільних результатів мікротвердості був застосований метод оцінки її стабільності за значенням коефіцієнту варіації мікротвердості.
ЗАГАЛЬНІ ВИСНОВКИ
На базі теоретико-експериментальних досліджень вперше створено параметричну систему комбінованого технологічного процесу ОЗО, яка є основою для цілеспрямованого керування і отримання заданих режимів обробки, параметрів якості поверхні і поверхневого шару, експлуатаційних властивостей деталей поліграфічного обладнання та експлуатаційних характеристик поліграфічного обладнання.
За допомогою теоретичних і експериментальних досліджень отримано аналітичні залежності, які встановлюють взаємний зв’язок між режимами обробки, відносною площею і питомим об’ємом нерівностей, що дозволяє визначити оптимальні режими комбінованої ОЗО деталей поліграфічного устаткування.
Розроблено алгоритм цілеспрямованого керування комбінованим процесом ОЗО, при якому на поверхні утворюють ЧРМР. Алгоритм взаємно пов’язує технологічні фактори процесу обробки, параметри якості поверхні та поверхневого шару, а також експлуатаційні властивості деталей поліграфічного обладнання.
Запропоновано розподіл математичних моделей, що пов’язують технологічні фактори, параметри якості деталей, їх експлуатаційні властивості та експлуатаційні характеристики поліграфічного обладнання, на класи відповідно до вхідних та вихідних параметрів, що дозволило побудувати узагальнюючі моделі з урахуванням проміжних.
Запропоновано методики досліджень, що дозволяють достовірно оцінити вплив технологічних факторів процесу обробки, параметрів ЧРМР і якості поверхневого шару на експлуатаційні властивості деталей поліграфічного обладнання.
Розроблено і досліджено технологічні процеси ОЗО: комбіновану ОЗО пласких деталей поліграфічного обладнання (зажимні планки офсетних полотен, направляючі), що дозволила підвищити продуктивність обробки і зносостійкість в процесі експлуатації в 1,25 … 1,35 рази; технологію ОЗО для відновлення розмірів деталей (до 10 мкм, за необхідності) в місцях їх зносу, яка дозволяє збільшити термін їх експлуатації в 1,3 … 1,45 рази.
Розроблено пристрій та інструмент, що дозволяють здійснювати комбіновану ОЗО деталей поліграфічного обладнання.
СПИСОК ОПУБЛІКОВАНИХ АВТОРОМ ПРАЦЬ ЗА ТЕМОЮ ДИСЕРТАЦІЇ
1. Олійник В.Г., Киричок П.О. Теоретичні дослідження утворення регулярних мікрорельєфів на металевих поверхнях // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПФ, 2003. - №2. – С.66-72.
2. Киричок П.О., Олійник В.Г., Киричок Т.Ю. Зміцнення поверхонь металевих деталей // Навч. посібник. – Київ: „Преса України”, 2004. – 204 с.
3. Олійник В.Г., Киричок П.О., Кушик В.Г. Підвищення надійності і довговічності деталей широкодіапазонних цангових затискних патронів токарних автоматів // Вісник Черкаського державного технологічного університету. – Черкаси, 2004. - №4. – С.161-167.
4. Олійник В.Г., Киричок П.О., Кушик В.Г. Прогнозування конструкцій затискних патронів підвищеної надійності // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПФ, 2004. - №1. – С.55-60.
5. Олійник В.Г. Підвищення довговічності деталей цільових механізмів технологічного обладнання // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПІ, 2004. - №4. – С.44-48.
6. Олійник В.Г. Нові конструкції елементів цільових механізмів технологічного обладнання підвищеної надійності // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПІ, 2005. - №1. – С.90-94.
7. Олійник В.Г. Теоретичне і експериментальне дослідження опоряджувально-зміцнюючої обробки деталей поліграфічного обладнання // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПІ, 2006. - №1-2. – С.149-153.
8. Олійник В.Г. Алгоритм керування технологічним процесом оздоблювально-зміцнюючої обробки деталей поліграфічного обладнання // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПІ, 2007. – №1-2. – С.188-195.
9. Киричок Т.Ю., Олійник В.Г. Керування технологічними процесами оздоблювально-зміцнюючої обробки деталей поліграфічного обладнання // „Технологія і техніка друкарства”. – Київ: НТУУ „КПІ” ВПІ, 2007. – №3-4. – С.74-80.
10. Патент України №18482, МПК В24В39/00. Спосіб комбінованої обробки поверхонь деталей / Киричок П.О., Хмілярчук О.І., Олійник В.Г. – №u200604703; Заявл.27.04. 2006; Опубл.15.11. 2006, Бюл. №11.
11. Патент України №18495, МПК В24В39/00. Пристрій для комбінованої обробки плоских поверхонь деталей / Киричок П.О., Хмілярчук О.І., Олійник В.Г. – №u200604718; Заявл.27.04. 2006; Опубл.15.11. 2006, Бюл. №11.
АНОТАЦІЯ
Олійник В.Г. Підвищення якості й експлуатаційних властивостей деталей поліграфічного обладнання. – Рукопис.
Дисертація на здобуття наукового ступеня кандидата технічних наук за спеціальністю 05.05.01. – Машини і процеси поліграфічного виробництва. – Національний технічний університет України „Київський політехнічний інститут”, Київ, 2008 р.
В дисертаційній роботі представлено теоретико-експериментальну систему керування технологічним процесом оздоблювально-зміцнюючої обробки (ОЗО) для покращення експлуатаційних властивостей та характеристик деталей поліграфічного обладнання, а також відновлення їх розмірів при ремонті шляхом отримання необхідних параметрів якості поверхні і поверхневого шару. Для розробленого технологічного процесу створено математичні моделі для цілеспрямованого керування ним. Встановлено аналітичні залежності між параметрами регулярного мікрорельєфу і технологічними факторами.
Розроблено алгоритм цілеспрямованого керування ОЗО, новий пристрій та інструмент для утворення регулярного мікрорельєфу. Результати теоретичних та експериментальних досліджень впроваджено у виробництво.
Ключові слова: оздоблювально-зміцнююча обробка, параметри регулярного мікрорельєфу, експлуатаційні властивості, відновлення деталей, зносостійкість, поліграфічне обладнання.
АННОТАЦИЯ
Олийнык В.Г. Повышение качества и эксплуатационных свойств деталей полиграфического оборудования. – Рукопись.
Диссертация на соискание ученой степени кандидата технических наук по специальности 05.05.01. – Машины и процессы полиграфического производства. – Национальный технический университет Украины „Киевский политехнический институт”, Киев, 2008.
В диссертационной работе представлена теоретико-экспериментальная система управления технологическим процессом отделочно-упрочняющей обработки (ОУО) для улучшения эксплуатационных свойств и характеристик деталей полиграфического оборудования, а также восстановление их размеров при ремонте путем получения необходимых параметров качества поверхности и поверхностного слоя. Для разработанного технологического процесса созданы математические модели для целенаправленного управления им. Установлено аналитические зависимости между параметрами регулярного микрорельефа и технологическими факторами.
Разработан алгоритм целенаправленного управления ОУО, приспособление и инструмент для создания регулярного микрорельефа. Результаты теоретических и экспериментальных исследований внедрены в производство.
Ключевые слова: отделочно-упрочняющая обработка, параметры регулярного микрорельефа, эксплуатационные свойства, восстановление деталей, износостойкость, полиграфическое оборудование.
ANNOTATION
Oliynyk V. G. The increase in quality and operating characteristics of printing machines’ parts. – Manuscript.
The thesis for a Candidate Degree on specialty 05.05.01 – Machines and processes of printing. - National Technical University of Ukraine “Kyiv Polytechnic Institute”, Kyiv, 2008.
Theoretical and experimental system for control of technologic processes of finishing – hardening treatment (FHT), which is aimed at improvement of servicing characteristics of equipment’s parts and their renewal by means of obtaining required parameters of surface’s and surface layers’ quality. The simulations for worked out technological process were created for latter’s being directionally operated. The analytical interdependences between parameters of regular microrelief and technological factors have been established.
The algorithm of directional operating by FHT, new arrangement and tool for regular microrelief’s creation were worked out. The results of theoretical and experimental researchers were applied in industry.
Keywords: finishing-hardening treatment, parameters of the regular microrelief, servicing characteristics, parts renewal, durabitity, printing equipment.
Похожие работы

... у 2,5 разу і СН у 2,7 разу, паливна економічність автомобіля ГАЗ-24 "Волга" підвищується до 1 %. Подальше зниження подачі зумовлює збільшення викиду токсичних речовин і одночасно погіршує динамічні якості автомобіля. Усталені режими В експлуатаційних умовах автомобільний двигун 80% часу працює на часткових навантаженнях, для яких характерна відносно невисока концентрація токсичних речовин. Хоч ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
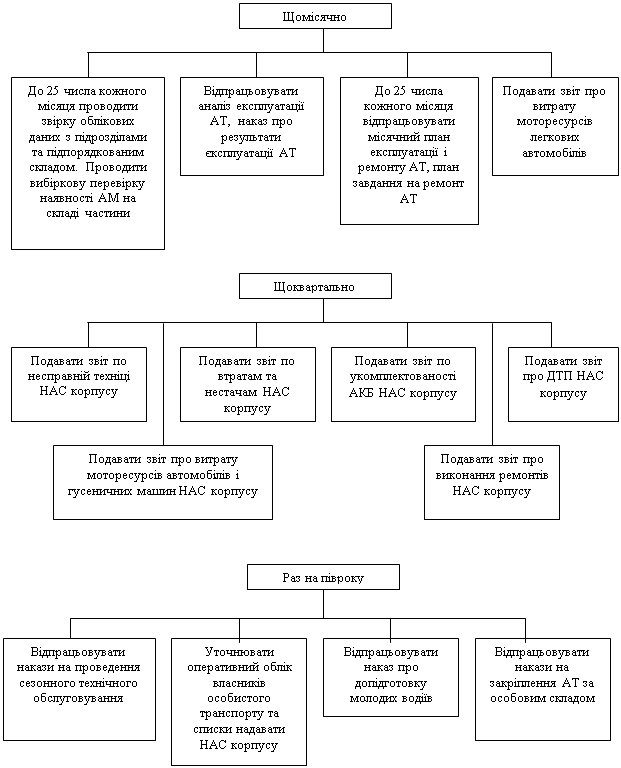
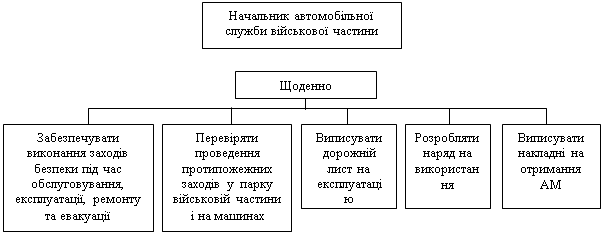
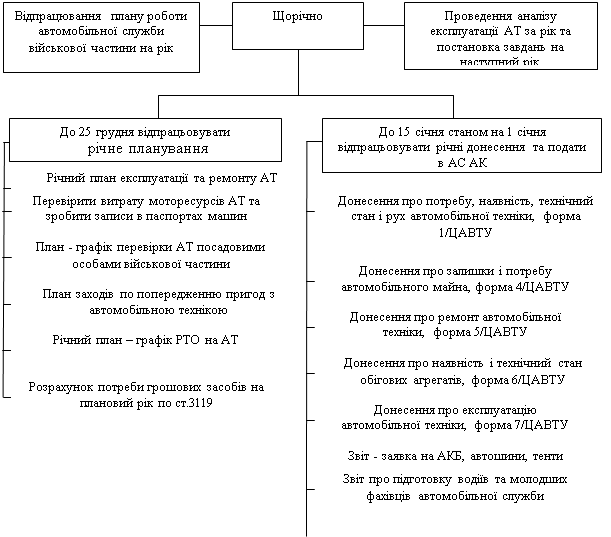
... України, постанов, керівництв та інструкцій з питань практичної діяльності автомобільної служби, а також для надання допомоги командирам і начальникам АС військових частин в організації та здійсненні автотехнічного забезпечення підрозділів і частин. Основним змістом документальної ревізії АС є перевірка: законності утримання та використання АТ, її стан та облік; організації обліку, зберігання, ...
... ншого злочину, випливають зі змісту ст. 2 КПК України, серед яких виділено "швидке і повне розкриття злочинів, викриття винних та забезпечення правильного застосування Закону" Сструктуру розслідування виготовлення та збуту підроблених грошей: реагування на привід до порушення кримінальної справи - перевірка інформації, що надійшла, про виявлення підроблених грошей, певну особу, яка займається їх ...
0 комментариев