Средний ремонт состоит в частичной разработке механизмов, замене изношенных деталей, узлов, складывания, регулирования и испытания под нагрузкой
Оценка качества ремонта оборудования
Организация технического обслуживания при помощи системы планово-предупредительных ремонтов
Ремонты доменных печей и другого оборудования на металлургических предприятиях их характеристика
Организационно – технические мероприятия
Навигация
Организация технического обслуживания при помощи системы планово-предупредительных ремонтов
Организация ремонтного хозяйства металлургического предприятия
72025
знаков
3
таблицы
4
изображения
1.4 Организация технического обслуживания при помощи системы планово-предупредительных ремонтов
Обеспечение надежной работы и эффективного использования парка технологического оборудования требует от ремонтной службы завода выполнения комплекса работ по планированию и организации технического обслуживания и ремонта в соответствии с требованиями Единой системы ППР (Планово-предупредительных ремонтов)
В основе планирования ремонта оборудования лежат ЕСППР и Типовая схема технического обслуживания и ремонта (ТСТОР), которые, в свою очередь, базируются на следующих основных нормативах:
• категория ремонтной сложности;
• ремонтная единица;
• продолжительность и структура ремонтного цикла;
• продолжительность межремонтных периодов и осмотров.
Под категорией ремонтной сложности понимается степень сложности ремонта агрегата (единицы оборудования), которая зависит от его технических и конструкторских особенностей – размеров обрабатываемых деталей, точности их изготовления, особенностей ремонта и др. Категория ремонтной сложности обозначается буквой Я и числом перед ней.
Категория ремонтной сложности оборудования определяется как по механической, так и по электрической части. Так, в настоящее время для металлообрабатывающих станков по ТСТОР в качестве агрегата-эталона принят токарно-винторезный станок модели 16К20. Для него установлена категория сложности 12 Я. Для любого другого станка этой группы категория сложности определяется путем сопоставления выбранного станка с эталоном. [6]
Ремонтная единица – это условный показатель, характеризующий нормативные затраты на ремонт оборудования первой категории сложности – r е. За единицу ремонтной сложности механической части принята ремонтная сложность условного оборудования, трудоемкость капитального ремонта которого в условиях среднего по оснащенности РМЦ составляет 50 ч, а за единицу ремонтной сложности электрической части оборудования – 12,5 ч. Категория сложности ремонта оборудования определяется по количеству единиц сложности ремонта, присвоенных той или иной группе оборудования. Таким образом, ремонтная единица по числовому значению совпадает с категорией сложности и для станка модели 16К20 равна 12, т. е. r е = 12 по механической части и r е = 9 – по электрической.
Нормы времени на одну ремонтную единицу устанавливаются по видам ремонтных работ (табл. 1). Продолжительность простоя оборудования на ремонте также регламентируется нормативами простоя на одну ремонтную единицу (табл. 2).
Приведенные нормативы на каждом предприятии подлежат корректировке с учетом характера работы оборудования, особенностей предприятия, оснащенности ремонтного хозяйства и пр. Они являются основой расчета общего годового объема ремонтных работ и межремонтных обслуживаний (причем сначала выполняются расчеты для каждой группы оборудования отдельно, а затем суммируются по группам; в итоге получается общая трудоемкость ремонтных работ и обслуживаний на планируемый год по предприятию). [7]
Таблица 1. Нормы времени на одну ремонтную единицу (для технологического и подъемно-транспортного оборудования)
| Вид работ | Промывка | Нормы времени на выполнение работы, ч | |||||||
| Проверка на точность | Технический осмотр | Осмотр перед капитальным ремонтом | Ремонт | ||||||
| Текущий | Средний | Капитальный | |||||||
| Слесарные | 0,35 | 0,40 | 0,75 | 1,00 | 4,00 | 16,00 | 23,00 | ||
| Станочные | _ | _ | 0,10 | 0,10 | 2,00 | 7,00 | 10,00 | ||
| Прочие (окраска, сварка и т. д.) | _ | _ | _ | _ | 0,10 | 0,50 | 2,00 | ||
| Всего | 0,35 | 0,40 | 0,85 | 1,10 | 6,10 | 23,50 | 35,00 | ||
Таблица 2. Нормы продолжительности простоя оборудования на ремонте на одну ремонтную единицу, сут
| Вид ремонтных операций | Количество смен | ||
| одна | две | три | |
| Проверка на точность (как самостоятельная операция) | 0,10 | 0,05 | 0,04 |
| Текущий ремонт | 0,25 | 0,14 | 0,10 |
| Средний ремонт | 0,60 | 0,33 | 0,25 |
| Капитальный ремонт | 1,00 | 0,54 | 0,41 |
Ремонтный цикл – это продолжительность работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта или между двумя капитальными ремонтами. Согласно ТСТОР для каждого вида оборудования определенного технологического назначения устанавливается исходная продолжительность ремонтного цикла, которая на предприятиях может корректироваться исходя из условий работы оборудования. Например, для металлорежущих станков продолжительность ремонтного цикла Тц = 16800 ч, для кузнечно – прессового оборудования Тц = 10000 ч, для деревообрабатывающего Тц = 11200 ч, для литейного Тц = 6000 ч. Для металлорежущего оборудования при расчете продолжительности ремонтного цикла учитываются факторы эксплуатации оборудования на предприятии. Эти факторы в виде коэффициентов определяют по справочным таблицам ТСТОР. [6]
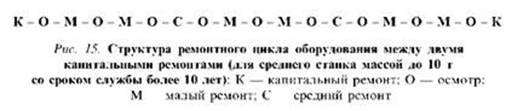
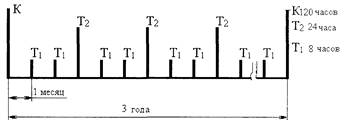
Под структурой ремонтного цикла понимается количество и последовательность выполнения работ по осмотру и ремонту в период между вводом оборудования в эксплуатацию и первым капитальным ремонтом или между капитальными ремонтами.
Единая система ППР предусматривает определенную структуру ремонтных циклов по группам оборудования с учетом назначения, сложности и условий эксплуатации. Пример структуры ремонтного цикла показан на рис. 1 (при этом ремонтный цикл включает в себя капитальный ремонт, два средних, шесть малых и девять осмотров).
Продолжительность межремонтного периода (t мр) определяется так (см. формулы 1 и 2)
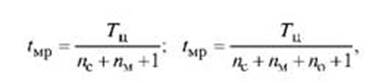
где п, пм, по - количество соответственно средних, малых ремонтов и осмотров за один ремонтный цикл.
Ремонт оборудования планируется в определенной последовательности. В ОГМ предприятия при участии механиков всех цехов составляется годовой план-график ремонта всех единиц оборудования. Календарные сроки ремонта определяются на основании записей в журналах учета работы оборудования. В годовой план-график ремонтов включаются осмотры и все виды ремонтов. По каждой единице оборудования план-график ремонта разрабатывается на основе вида и продолжительности последнего ремонта, структуры ремонтного цикла, продолжительности межремонтного периода, групп ремонтной сложности и нормативов трудоемкости. Планы-графики согласуются с начальниками цехов и утверждаются главным инженером. [8]
На основе утвержденных планов-графиков рассчитывается годовой объем ремонтных работ. Он, как правило, рассчитывается по видам ремонта в ремонтных единицах и по нормативной трудоемкости (табл. 3).
Таблица 3. Объем ремонтных работ по предприятию на 2010 г. (условный пример)
| Вид ремонта | Количество единиц оборудования | Нормативы времени на ремонтную единицу, ч | Объем ремонтных работ, тыс. ч | ||||
| физических | ремонтных | Слесарные работы | Станочные работы | Прочие работы | Всего | ||
| Малый | 100 | 8000 | 4,0 | 2,0 | 0,1 | 6,1 | 48,8 |
| Средний | 300 | 3000 | 16,0 | 7,0 | 0,5 | 23,5 | 70,5 |
| Капитальный | 200 | 1000 | 23,0 | 10,0 | 2,0 | 35,0 | 35,0 |
| Всего | – | – | – | – | – | – | 154,3 |
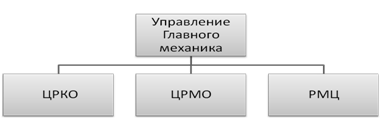
Как отмечалось, основное назначение рмц – выполнение капитальных ремонтов и изготовление запасных деталей для ремонта оборудования. Кроме того, РМЦ производит монтаж перемещаемого и демонтаж старого оборудования, а также изготовляет нестандартное оборудование.
Структура РМЦ (наиболее типичная) включает в себя следующие технологические участки: станочный (механический), слесарносборочный, жестяницкий, термический и кузнечный. В крупных РМЦ имеется участок восстановления деталей методом металлизации, наплавки и т. п.
Планирование работы РМЦ ведется методами, соответствующими планированию в механических цехах с единичным и мелкосерийным видами производства. На основании годового плана-графика ремонтов ОГМ устанавливает цеху квартальный план с разбивкой по месяцам в ремонтных единицах и нормо-часах по таким основным видам работ: ремонт оборудования; осмотр, проверка на точность; промывка; изготовление запасных деталей и нестандартного оборудования; прочие виды работ. Кроме того, предусматривается резерв до 7–10% на внеплановые (аварийные) работы. [7]
Планирование ремонтных работ заключается в разработке годовых и месячных планов графиков ремонта оборудования по всем цехам и предприятию в целом. В общезаводских графиках предусматриваются ремонты основных агрегатов – агломерационных машин, доменных и сталеплавильных печей, конверторов, прокатных станов и др. цеховые графики по сравнению с ними являются более детализированными, в них включаются ремонты оборудования каждого цеха. Месячные графики ремонтов составляют на основе годового графика, в них уточняют время остановки оборудования на время ремонта.
Планы ремонтов в виде календарных планов-графиков разрабатывают центральные ремонтные службы предприятия совместно с представителями цехов. В планах графиках производится увязка во времени ремонтов оборудования и агрегатов, работающих кооперировано. Пример плана
Планы – графики могут быть также представлены в виде специальных ведомостей, в которых указывают наименование агрегатов и механизмов, виды ремонтов, даты остановок и продолжительность ремонта, трудоемкость, исполнители.
При разработке подобного вида планов используют материалы обследования состояния оборудования на начало планового периода; данные по учету производственных связей по учету между отдельными агрегатами и цехами; о фактическом расходе сменного оборудования и запасных частей в отчетном периоде; о сроках службы отдельных узлов и деталей; нормативы трудоемкости ремонтов, продолжительности межремонтных периодов и ремонтных циклов.
По каждому агрегату для каждого вида ремонта составляют операционные технологические графики в соответствии с установленной технологией ремонта и временем каждой ремонтной опреции. При етом устанавливают необходимую численность рабочих по профессиям и квалификациям, занятых на соответствующих операциях, учитывают возможность параллельного выполнения работ. Продолжительность ремонтных работ устанавливают методами технического нормирования и методами математической статистики.
При остановке на ремонт основных агрегатов цеха предусматривают ремонт всего вспомогательного оборудования. На основе цеховых планов-графиков составляют сводные планы ремонтов в целом по заводу. Потребность в запасных частях и сменном оборудовании устанавливают на основе планов-графиков и пооперационных технологических графиков ремонтов. Последние служат документом, на основе которого рассчитывают баланс времени работы оборудования при определении производственных программ цехов. [5]
Для планирования и организации проведения ремонтов важное значение имеют длительность межремонтных периодов и ремонтных циклов, а также трудоемкость ремонтов.
При составлении месячных планографиков ремонта, для отдельных единиц среднемесячную продолжительность работ по ремонту, используя приведенную ниже формулу:
Т ср. м= T год. /12;
Где Т ср. м – среднемесячная продолжительность работ по ремонту;
Т год. – годовой фонд времени на ремонтные работы (включает в себя все время, затрачиваемое по плану на каждый из объектов ремонта), час.
Определение трудоемкости работ по каждому отдельному агрегату из-за большого их разнообразия на металлургических агрегатах затруднительно, поэтому на практике разрабатывают типовое содержание работ по видам ремонтов для доменных печей, конверторов, нагревательных устройств, подъемно – транспортного, механического и другого оборудования. При этом трудоемкость ремонта определяется затратами труда, выраженными в условных ремонтных единицах.
Рассчитывают и номинальный фонд работы оборудования по формуле:
Fн = (Дк – Дв – Дп)* t,
Где Дк, Дв, Дп – количество календарных дней, выходных и праздничных дней в рассчитываемом году;
t – номинальная величина рабочего дня в часах;
Исходя из найденной величины можно говорить о том, сколько времени предполагается работать данному виду оборудования. Когда мы знаем величину времени оперативной работы какого-либо оборудования, мы сможем также рассчитать продолжительность ремонтного цикла для данного оборудования, она рассчитывается по такой формуле:
Тц= А*Ком*Кмв*Ктс*Кв*Кд,
где А – время оперативной работы оборудования (заранее рассчитанный);
Ком, Кмв, Ктс, Кв, Кд – коэффициенты, которые учитывают вид обрабатываемого материала, класс точности оборудования, условия эксплуатации, размеры, срок пребывания в эксплуатации.
Эти коэффициенты приведены в приложении 3. [12]
В последние годы при капитальных ремонтах агрегатов широко применяют рассредоточенные во времени графики их проведения. Суть рассредоточенного капитального ремонта заключается в разделении всего объема работ на несколько последовательно выполняемых работ с тем, чтобы каждая из них занимала незначительное время и могла быть выполнена в период плановых остановок на текущие ремонты.
При внедрении метода рассредоточенных капитальных ремонтов необходимо соблюдение следующих условий:
Ø Отдельными частями должны выполняться такие работы, которые технически возможно и целесообразно производить независимо от общего объема работ, предусмотренных ведомостью дефектов;
Ø Минимальный объем работ по капитальному ремонту за одну остановку агрегата на текущий ремонт должен включать комплексный капитальный ремонт отдельной машины, отдельного механизма либо независимо работающего узла;
Ø Если минимальный объем работ не может быть выполнен за время одной плановой остановки агрегата на текущий ремонт, то допускается некоторое целесообразное увеличение продолжительности этой остановки.
Проведение капитальных ремонтов по рассредоточенным графикам требует тщательной организационно-технической подготовки. На первом этапе этой работы составляют списки узлов оборудования и устанавливают нормы неснижаемого их запаса; устанавливают периодичность ремонтов отдельных узлов; разрабатывают нормы времени на ремонтные работы и технологические карты на ревизию и смену отдельных узлов; создают узловые сборочные чертежи оборудования.
На втором этапе осуществляется планирование ремонтов путем составления графиков ремонтов. Графики ремонтов разрабатываю на основе установленной периодичности и продолжительности плановых остановок на текущие ремонты. На основе ведомостей дефектов составляется ведомость необходимых узлов для каждого ремонта.
На третьем этапе осуществляется изготовление новых или реставрация старых узлов; разрабатывается рациональная подготовка ремонтов (доставка и т.д); производится выполнение рассредоточенного ремонта и приемка агрегата.
Необходимо отметить, что рассредоточение должно применяться не только к капитальным ремонтам но и к текущим. [4]
В организации планово – предупредительных ремонтов важнейшее значение имеет организация работ во время подготовки к ремонтам и в период их проведения, а также своевременное обеспечение ремонтов запасными частями.
Во время подготовки к ремонтам производится разработка необходимой документации: список объектов ремонта, ведомостей дефектов (см. приложение 4,6), спецификаций сменных деталей и т.д, изготовление чертежей сменных и запасных частей, разработка технологии ремонтных работ, подбор необходимых ремонтных средств, определение необходимого штата ремонтных рабочих по профессиям и квалификациям, разработка организационно – технических мероприятий по механизации ремонтных работ, предварительная сборка отдельных узлов оборудования.
При выполнении ремонтов необходима правильная расстановка рабочей силы, соответствующая технологическим графикам и фронтам работ и обеспечивающая максимально возможное использование ремонтных средств и эксплуатационной техники для их ускорения.
Количество запасных частей зависит от срока службы, количества однотипных деталей в одном агрегате, количества одинаковых агрегатов и продолжительности их изготовления или приобретения.
По характеру своей деятельности ремонтные цехи подразделяются на две группы:
Ø Цехи, осуществляющие ремонты;
Ø Цехи, изготавливающие сменное оборудование и запанные части.
Планирование работы цехов первой группы (цех ремонта металлургичестих печей, ремонтно – механичнских, электроремонтные, ремонтно-монтажные цехи) производится на основе годовых общезаводских графиков ремонтов и заключается в определении размеров услуг цехам, в которых производятся ремонты. Размеры услуг рассчитываются в человеко – нормо-часах и в денежном выражении.
Планирование работ цехов второй группы (механические, литейные, кузнечные, металлоконструкций) производится на основе данных о годовой потребности предприятия в сменном оборудовании и металле, необходимом для ремонта. [3]
Планы работы ремонтного отделения содержат также номенклатуру оборудования, подлежащего ремонту, и общий объем работы, выражаемый в нормативных человеко-часах. На выполнение непредвиденных работ обычно резервируют 5–8% от общего рабочего времени.
Одним из видов ППР является остановочный ремонт. Остановочный ремонт-это планово-предупредительный ремонт технологической системы, предприятия, производства, цеха или отдельного объекта, осуществление которого возможно только при условии полной остановки и прекращения выпуска продукции данной технологической системой, предприятием, производством, цехом. В период полной остановки технологической системы, предприятия, производства, цеха проводятся все виды ремонта, которые не могут быть выполнены без полной остановки объекта.
К основным объектам, ремонт которых требует остановки технологической системы, предприятия, производства, цеха, относятся: технологические системы и объекты с непрерывным технологическим процессом и не имеющие резерва; общецеховые и магистральные коммуникации и сооружения; общезаводские коммуникации и сооружения.
Примечание. Периодические остановки объектов для проведения чистки, переключения оборудования и выполнение других технологических операций, предусмотренных регламентом производства, к остановочным ремонтам не относятся.
В период остановочных ремонтов, как правило, должны быть выполнены работы по техническому освидетельствованию оборудования инспектирующими органами. Плановые сроки остановочных ремонтов и продолжительность простоя устанавливаются в проекте графика остановочного ремонта химических производств. Сроки и продолжительность остановочных ремонтов технологических систем, предприятий, производств, цехов, продукция которых планируется министерством, утверждаются руководством министерства. Сроки и продолжительность остановочных ремонтов технологических систем, предприятий, производств, цехов, продукция которых планируется всесоюзным промышленным объединением, утверждаются начальником (заместителем) ВПО по подчиненности. На остановочный ремонт остальных объектов график утверждается директором предприятия (объединения).
Изменение сроков проведения остановочных ремонтов допускается в исключительных случаях только по согласованию с подрядными организациями (если планировалось их участие в ремонте) и с разрешения вышестоящей организации, ранее утвердившей сроки остановочного ремонта.
Для организации остановочного ремонта и принятия отремонтированных объектов издается приказ по предприятию.
В приказе указываются: состав комиссии по организации ремонта и приемки из ремонта; сроки остановки, подготовки, ремонта и пуска; ответственные лица за организацию и проведение ремонта, за подготовку к ремонту аппаратуры и коммуникаций, за выполнение мероприятий по безопасности, предусматриваемых планом организации и проведения ремонтных работ, за пуск объекта после ремонта; исполнители ремонтных работ.
Не позднее чем за 10 дней до начала остановочного ремонта по графику, утвержденному вышестоящей организацией, предприятие докладывает этой организации о готовности к остановочному ремонту и запрашивает разрешение на его остановку.
Для подготовки и проведения остановочного ремонта необходима следующая документация:
• ведомость дефектов; (смотри приложение 4)
• сметы;
• план организации ремонта (по необходимости).; [4]
Похожие работы
... ремонта и технического обслуживания основных средств для непрерывного совершенствования организации таких процессов [39,41]. 1.3 Правовое регулирование организации труда ремонтных служб на предприятии Правовое регулирование труда ремонтных служб предприятия связано с необходимостью регулирования всех процессов, протекающих в рамках его производственной среды. К перечню общих нормативных ...
... тыс. руб. Темп прироста %. Объём реализации, шт. 120000 120000 Прибыль , млн. руб. 454 564 110 124 Рентабельность 15,23 20,8 5,57 137 Материальные затраты 33251000 13297400 19953600 40 Коэффициент иммобилизации 0,27 0,03 -0,24 -89 Коэффициент обеспеченности запасов собственными источниками формирования 0,35 0,55 0,2 0,57 Фондоотдача 13,04 15,77 ...
... , включая образование запасов, а также источники покрытия потребности предприятия в материалах, приобретает обычно следующий вид (см. табл. 1.1). Раздел II. Структура и функции организации материально-технического обеспечения на предприятии. Для бесперебойного функционирования производства необходимо хорошо налаженное материально-техническое обеспечение (МТО), которое на предприятиях ...
... оборудования 344 8256 Определяем коэффициент экстенсивного использования дробилки: КЭКС. = tФ/tПЛ (1) КЭКС. = 8250/8400 = 0,982 Таким образом, дробилка в 2008 году используется на 98,2%. 1.4 Технико-экономические показатели деятельности ремонтной бригады 1.4.1 Методика расчёта трудоёмкости ремонтных работ и численности ремонтных рабочих Трудоемкость ...
0 комментариев