Навигация
Прямозубчастий дисковий довбач для коліс із зовнішніми зубцями
11506
знаков
1
таблица
9
изображений
1.2 Прямозубчастий дисковий довбач для коліс із зовнішніми зубцями
Зачеплення довбача із зубчастим колесом в процесі нарізання, яке прийнято називати верстатним зачепленням, аналогічне зачепленню коригованої зубчастої передачі. Кожний торцевий переріз зубчастого довбача можна розглядати як кориговане зубчасте колесо, що має додатну чи від’ємну корекцію. За різного ступеня спрацювання довбач має різні коефіцієнти зміщення вихідного контуру.
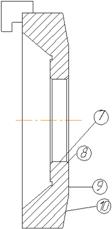
Торцевий переріз довбача, який в процесі зачеплення з нарізуваним колесом утворює нульову передачу, називається нульовим перерізом (рис. 8.2).
Вихідний перетин стандартного довбача утворює в процесі зачеплення з некоригованим колесом нульову передачу, при цьому початкове коло співпадає у цьому випадку з ділильним колом. Відстань від передньої поверхні нового довбача до вихідного перерізу вважається додатною вихідною відстанню, або додатним зміщенням вихідного перерізу, а від торцевого перерізу гранично переточеного довбача до вихідного перерізу – від’ємною вихідною відстанню, або від’ємним зміщенням вихідного перерізу.
Для підвищення терміну служби довбача вигідно збільшувати вихідну відстань, оскільки у цьому випадку збільшується можливе число перезагострень. Проте, величина додатної та від’ємної вихідних відстаней обмежується рядом факторів.
Збільшення додатної вихідної відстані лімітується небезпекою загострення зубців довбача, або неповним обробленням робочої (активної) ділянки нарізуваного зубця колеса (надмірна величина перехідної кривої), а від’ємної вихідної відстані – небезпекою зрізання чи, навпаки, в інших випадках неповним обробленням вершини зубців нарізуваного колеса, оскільки у цьому випадку евольвентна частина зубця довбача може виявитись настільки зменшеною, що вона буде недостатньою для оброблювання зубця колеса по всій його висоті.
В інших, рідших випадках, за більших величин від’ємної вихідної відстані, може наступити підрізання зубців колеса. Якщо взяти до уваги, що число зубців, діаметр ділильного кола та кути різання довбача є конструктивними чи заданими елементами, то розрахунок довбача за суттю полягає у визначенні оптимальних вихідних віддалей, для конкретних умов оброблювання.
Параметри довбача м з огляду їх оптимальних величин можна розглядати тільки для заданого колеса певних параметрів; цей же довбач для іншого колеса може мати далеко не найкращу геометрію. У цьому полягає одна з особливостей розрахунку довбача, на відміну, наприклад, від розрахунку шнекових фрез.
Правильно знайдені вихідні відстані повинні задовольняти двом умовам:
· досягнення максимально можливого терміну служби довбача;
· і забезпечення правильного нарізання зубців коліс як по їх загальній висоті, так і по висоті їх активної частини за будь-якого ступеня перезагострення довбача.
Стосовно правильного отримання евольвенти як новий, так і перезагострений довбачі теоретично дають однакові результати, якщо довбач розрахований правильно. Тому цілком працездатними можуть бути довбачі, що мають або лише додатне, або тільки від’ємне зміщення вихідного перерізу.
Основні задачі в процесі визначення максимальних вихідних відстаней зводяться до правильного врахування всіх лімітованих факторів.
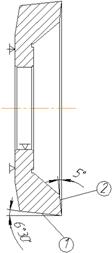
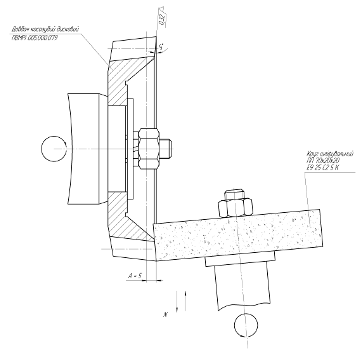
Визначимо найбільшу вихідну відстань, для чого розглянемо геометричну картину зачеплення нового довбача та колеса, при цьому для простоти викладок будемо розглядати зачеплення прямозубчастого довбача (рис. 1.2).
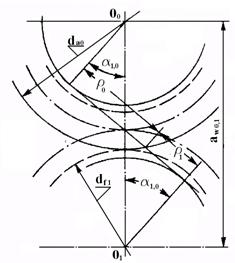
Рис. 1.2. Спряження нового довбача з колесом
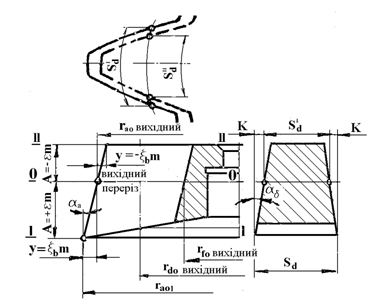
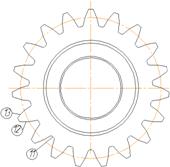
Рис. 1.3. Основні параметри довбача в різних перерізах
2. Розроблення технологічного маршруту механічного оброблення косозубого дискового довбача в умовах серійного виробництва
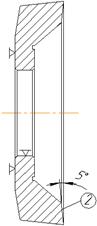
Складаємо технологічний маршрут механічного оброблення косозубого
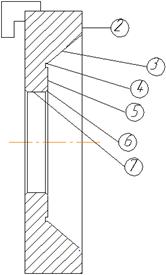
Дискового довбача, ескіз якого зображено на рис 1.4. в умовах серійного виробництва.
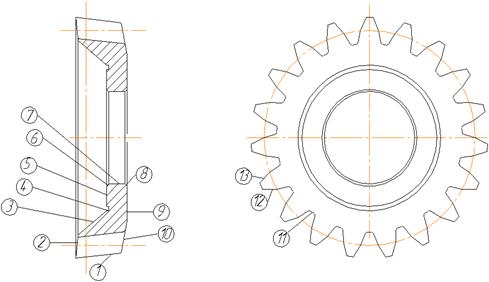
Рис. 1.4. Ескіз косозубого дискового довбача
Технологічний маршрут механічного оброблення косозубого дискового довбача в умовах серійного виробництва
| Назва операції та зміст переходів | Ескіз | Назва та модель основного технологічного обладнання |
| 005 Заготівельна 1. Кувати заготовку | Обладнання для кування | |
| 010 Термообробка (відпал) | Електрошихтна відпалювальна піч | |
| 015 Очисна 1. Очистити заготовку від окалин | ||
| 020. Токарна з ЧПК 1.Підрізати торець 1 однократно. 2.Підрізати торець 5 попередньо. 3.Підрізати торець 5 кінцево. 4. Розточити отвір 7 попередньо. 5. Розточити поверхню 3 Попередньо на конус. 6. Розточити поверхню 3 кінцево на конус. 7. Розточити канавку 4. 8. Розточити фаску 6 кінцево. Бази: торець 9 та поверхня 1 |
| Токарний верстат з ЧПК 16К20Ф3 |
| 025 Токарна з ЧПК 1.Підрізати торець 9 попередньо. 2.Підрізати торець 9 кінцево. 3. Точити поверхню10 однократно під конус. 4. Розточити отвір 7 кінцево. 5. Розточити фаску6 кінцево Бази: торець 2 та поверхня 1 |
| Токарний верстат з ЧПК 16К20Ф3 |
| 030 Токарна з ЧПК 1.Підрізати торець 2, витримати кут 5° із припуском під загострення 2. Точити поверхню 1 витримуючи кут 6° 30´ із припуском під загострення. Бази: торець 9 та отвір 7 |
| Токарний верстат з ЧПК 16К20Ф3 |
| 035 Плоскошліфувальна 1. Шліфувати торець 9 Попередньо. 2. Шліфувати торець 9 Кінцево. Бази: торець2 та отвір7 |
| Плоскошліфувальний верстат мод. 3Б756 |
| 040 Зубофрезерна 1. Фрезерувати остружкові рівці 11 по зовнішньому діаметрі 1. Бази: торець 2 і отвір 7 | Універсально-фрезерний верстат мод. 6Н82 | |
| 045 Зубодовбальна 1. Довбання канавок на бокових сторонах зубців 12,13 з двох боків Бази: торець 2 і поверхня 7 |
| Спеціальний зубодовбальний верстат мод. 5122В |
| 050 Термообробка (гартування до твердості HRC 56–62) | ||
| 055 Внутрішньошліфувальн 1. Шліфувати отвір 7 попередньо. 2. Шліфувати отвір 7 кінцево | Внутрішньо шліфувальний верстат мод. 3А240 | |
| 060 Доводочна 1. Довести отвір 7 кінцево | Доводочний верстат | |
| 065 Універсально – загострю вальна 1. Загострити зубці довбача по передній поверхні. Бази: торець 9 та поа. 7 |
| Універсально-загострювальний верстат мод. 3А64 |
| 070 Універсально – загострю вальна 1. Загострити зубці довбача по задній поверхні. Бази: торець 9 та пов. 7 |
| Круглошліфувальний верстат мод. 3У10В |
| 075 Зубошліфувальна 1. Шліфувати профіль зубців по евольвенті з двох сторін (пов. 12,13) попередньо. 2. Шліфувати профіль зубців по евольвенті з двох сторін (пов. 12,13) кінцево. Бази: торець 7та пов. 8 |
| Зубошліфувальний верстат мод. 5В841 |
| 080 Контрольна |


Cписок використовуваної літератури
1. Металорізальні інструменти. Проектування // М.Л. Кукляк, І.С. – Львів: НУ «Львівська політехніка» – 2001 – C. 453.
2. Иноземцев Г.Г. Проектирование металлорежущих инструментов. – М.: Машиностроение, 1984. – 272 с.
3. Родин Р.П. Основы проектирования режущих инструментов. – К.: Вища шк, 1990. – 422 с.
4. Романов В.Ф. Расчет зуборезных инструментов. – М.: Машиностроение, 1969. – 251 с.
5. ГОСТ 9323-60. Долбяки зуборезные чистовые
0 комментариев