Навигация
Определяем дополнительные данные, необходимые для расчета долбяка
18227
знаков
1
таблица
5
изображений
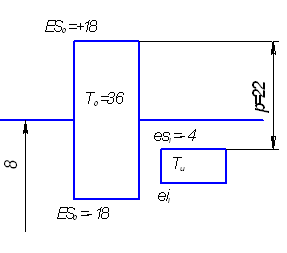
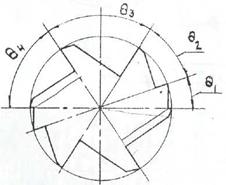
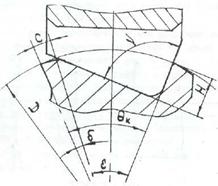
2 Определяем дополнительные данные, необходимые для расчета долбяка
Действительный угол зацепления в передаче
![]()
Отсюда α1,2=20.116=20º6º
Диаметр основных окружностей колес
![]()
![]()
Наибольший радиус кривизны нарезаемого колеса
![]()
Радиус кривизны в точке начала активной части профиля зуба нарезаемого колеса
![]()
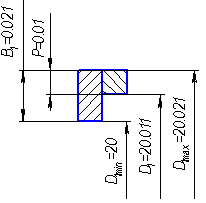
1. число зубьев долбяка
![]()
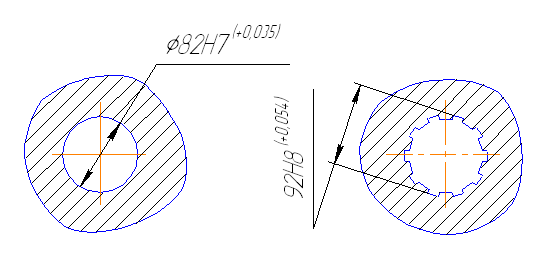
Где d’ди – номинальный диаметр делительной окружности, принимаем Ø75 мм [4 ст. 32 таб. 2]
![]()
Округляем значения до целого числа 21
3. уточняем делительный диаметр
![]() мм
мм
4. Теоретический диаметр основной окружности
![]()
Баковой задний угол в плоскости, параллельной оси долбяка
![]()
Где δн – берем равным 3º
![]()
δбок = 3.19=3º11º
5. Диаметр наружной окружности долбяка в исходном сечении
![]() мм
мм
6. Толщина зуба на делительной окружности по нормали в исходном сечении
![]()
Где ΔS – боковой зазор в передаче ΔS=0.200
![]()
7. Угол давлении на головке зуба
![]()
αaus=32,94=32º56º
8. Толщина зуба на вершине в исходном сечении
Где invα=0.014904
Invαaus=0.0729559
![]() мм
мм
9. Станочный угол зацепления переточенного долбяка, гарантирующий отсутствие среза и неполной обработки вершины зубьев колеса неэвольвентной частью профиля зуба долбяка
![]()
Где рu=3 мм – наименьший допустимый радиус кривизны профиля зуба долбяка
![]()
αс=29.85=29º51º
10. Вспомогательная величина
![]()
11. Максимальное отрицательное исходное расстояние придельно сточенного долбяка
![]()
12. Станочный угол зацепления нового долбяка, определяющий полную обработку рабочей части профиля зуба колеса

αН=28,64=28º38º
13.Положительное расстояние, определяющее полною обработку рабочей части профиля зуба колеса
![]()
14.Расчетный задний угол по верху долбяка
![]()
δ=6.084=6º5º
15.Максимально возможная величина стачивания долбяка вдоль его оси
![]()
16. Принемаем положительное исходное расстояние ![]() если
если ![]() и
и ![]() . Где Вр =21,5 мм
. Где Вр =21,5 мм
![]()
17.Станочный угол зацепления нового долбяка
![]()
αн=22º15º
18.Наружный диаметр нового долбяка
![]()
19.Станочный угол зацепления предельно сточенного долбяка
![]()
αс=16º
20.уточненный задний угол по верху
![]()
δ= 8.92= 8º55º
21.Принемаем высоту долбяка
![]()
Где b = 6.5 мм
22.Толшена зуба на делительной окружности по нормали
![]() мм
мм
23.Высота головки зуба долбяка по передней поверхности
![]() мм
мм
γ=5º
24.Полная высота зуба долбяка
![]() мм
мм
25. Корректированный торцовый профильный угол долбяка для уменьшения искажения профиля колеса от наличия переднего и заднего углов
![]()
α=20.24=20º14º
26. Диаметры основных окружностей долбяка при шлифовании его профиля
![]() мм
мм
1.Станочный угол зацепления долбяка и нарезаемого колецса
![]()
α1,u=20º29º
2.Межцентровое расстояние долбяка и нарезаемого колеса
![]() мм
мм
3.Диаметр окружности впадин зубьев колеса после нарезания долбяком
![]() мм
мм
4. Угол зацепления нарезаемого и сопряжоного с ним колес в зубчатой передаче
![]()
α=20
5. Диаметр теоретической основной окружности долбяка
![]() мм
мм
6.Радиус кривизны профиля зубьев колеса в точке начала активной части
![]()
7.Радиус кривизны профиля зубьев колеса после нарезания в точке начала обработки долбяком
![]()
4 ПЛАВАЮЩИЙ ПАТРОН
При окончательной обработке отверстий в пределах допусков 3 и 2-ог классов точности на сверлильных станках необходимо принять для крепления разверток плавающие патроны.
Расположенная внутри поводковый части пружина прижимает конусный хвостовик торцом к шарикоподшипнику.
Перемещение втулки патрона с закрепленным в ней инструментом может происходить параллельно оси в любом направлении за счет углового смещения повадка. Плавность и легкость перемещения обеспечиваются шариковым подпятником.
Хвостовую часть выполняют предпочтительно с конусом Морзе или по форме и размерам, соответствующим посадочному отверстию шпинделя станка.
Втулку для крепления инструмента в большинстве случаев изготовляют с внутренним конусом Морзе или согласно конструкции закрепляемого инструмента.
ЗАКЛЮЧЕНИЕ
В ходе проделанной работе был произведён расчёт и проектирование заданных режущих инструментов, разработаны их рабочие чертежи, приведенные в приложении с указанием предельных отклонений размеров деталей и шероховатостей на поверхности инструмента.
СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ
1. Протяжки для обработки отверстий/ Д. К. Маргулис, М. М. Тверской, В. Н. Ашихмин и др. – М.: Машиностроение, 1986. – 232 с.
2. Методические указания к выполнению контрольных работ по курсу «Проектирование и производство металлорежущих инструментов»/ Сост.: И. А. Малышко, С.Л. Толстов. -Донецк: ДПИ,1991.-39с.
3. Справочник технолога-машиностроителя. В 2-х т. Т. 1/Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 496 с.
4. Расчет зуборезных инструментов. Романов В. Ф. М.: Машиностроение, 1969, стр. 251.
Похожие работы
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...
... расчета долбяка 2. Проектный расчет долбяка 3. Проверочный расчет долбяка Заключение Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей ...
вается при обеспечении оптимальных элементов конструкций и режимов резания, качественном изготовлении протяжек правильной эксплуатации. При проектировании зуборезных инструментов, помимо решения общих вопросов, связанных с оформлением режущих инструментов, важным моментом является правильное определение и технологическое воспроизводство режущих кромок. Последнее обуславливает точность получения ...
0 комментариев