Навигация
ТИПОВЫЕ СХЕМЫ КОМПОНОВКИ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ ДЛЯ СБОРОЧНЫХ И СВАРОЧНЫХ ОПЕРАЦИЙ
22162
знака
0
таблиц
5
изображений
1.5 ТИПОВЫЕ СХЕМЫ КОМПОНОВКИ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ ДЛЯ СБОРОЧНЫХ И СВАРОЧНЫХ ОПЕРАЦИЙ
Роботизированные комплексы применяют для автоматизации операций на всех видах сборочных работ: для сборки комплектов под механическую обработку или сварку, при узловой сборке и окончательной сборке изделия, а также при раскладке или разборке деталей в таре и на столах-спутниках
При автоматизации сварочных операций ПР могут использоваться как в качестве основного, так и вспомогательного технологического оборудования роботизированных комплексов В первом случае ПР непосредственно выполняет сварку, для чего он оснащается рабочим инструментом, сварочными клещами или горелкой с электродами Во втором случае ПР обслуживает стационарные сварочные машины, обеспечивая сборку и установку в рабочую зону машины свариваемых деталей, а также снятие готовых изделий.
РТУ для предварительной сборки и автоматической сварки узлов опор ЛЭП (массой до 15 кг) построен на базе трех параллельно работающих сварочных ПР мод 109А напольною типа и обслуживаюшего их ПР типа “Универсал-15М”.
Сборочный и сварочный комплексы типа " Универсал - 15М" и ПР 109А
Схема планировки
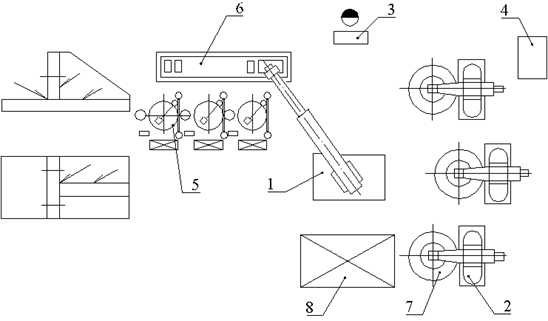
1. ПР мод. "Универсал 15М"; 2 - сварочный ПР мод. 109А (3 шт.); № - пульт управления; 4 - устройство управления; 5 - позиция предварительной сборки (3 шт.); 6 - конвейер (6 шт.); 7 - стол - кантователь (3 шт.); 8 - склад - стеллаж изделий.
Данный роботизированный сварочный комплекс используется в крупносерийном производстве однотипных изделий Предварительная сборка узлов осуществляется на специализированных стендах вручную Собранные и механически закрепленные на приспособлениях-спутниках узлы устанавливаются на конвейер накопитель, откуда ПР мод “Универсал-15М” переносит их на один из трех столов-кантователей, являющийся в этот момент свободным. Каждый из трех РТК, состоящий из стола кантователя и сварочною ПР напольного типа мод. 109А, выполняет необходимые операции дуговой сварки швов, предусмотренные его управляющей программой. После выполнения сварки обслуживающий ПР мод “Универсал-15М” переставляет сваренный узел вместе с приспособлением-спутником на склад-стеллаж готовых изделий.
Роботизированный комплекс мод РСК 02 предназначен для автоматизации технологического процесса групповой сборки узлов электроаппаратов, состоящих из комплексов типа вала—втулки (массой до 0,2 кг).
Сборочный РТК мод. РСК - 02
Схема планировки
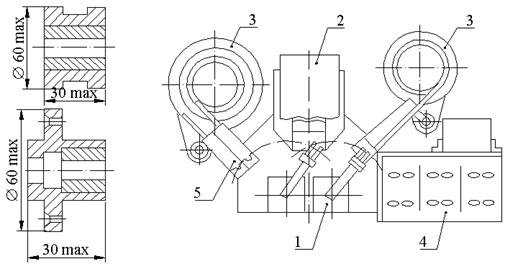
1 - автоматический манипулятор мод. РСК 02.12 (2 шт.); 2 - пневмопресс мод. РСК 02.11; 3 - вибробункер мод. ВПУ - 250А (2 шт.); 4 - устройство управления манипулятором; 5 - конвейер отводящий (вибролоток).
Собираемые детали из вибробункеров поштучно выдаются в ориентированном виде на позиции выгрузки Автоматические манипуляторы в составе комплекса последовательно транспортируют детали в сборочное приспособление, находящееся на пневматическом прессе, с помощью которого производится соединение деталей. После выполнения сборки комплекты переносятся манипулятором на позицию загрузки отводящего конвейера (вибролотка).
Роботизированный комплекс для автоматизации технологической операции сварки рамы с кожухом стиральной машины выполнен на базе подвесного устройства для точечной сварки мод. КРН80.21.125 и ПР напольного типа мод. РR-32.
РТК на базе машины точечной сварки КРН 80.21.125 и ПР PR - 32
Схема планировки
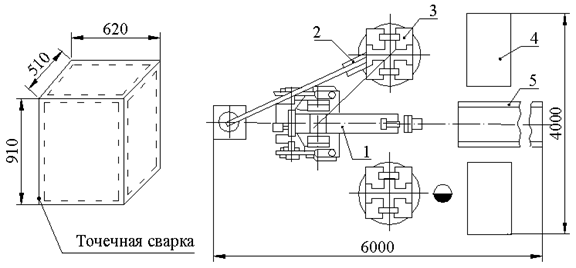
1 - ПР мод. PR - 32 напольного типа; 2 - подвесное устройство для точечной сварки мод. КРН 80.21.125; 3 - поворотно - позиционирующий стол (2 шт.); 4 - стол - спутник (2 шт.); 5 - отводящий конвейер тактового типа.
Технологическую операцию точечной сварки ПР выполняет с помощью клещей подвесного сварочного устройства, которые автоматически крепятся к кисти руки манипулятора ПР попеременно производит сварочные операции на каждом из двух поворотных столов с закрепленными на них деталями.
Установка свариваемых деталей на позиционирующие столы осуществляется в приспособлениях-спутниках, на которых детали транспортируются к данному РТК. После выполнения операции сваренные изделия вручную снимаются со столов и переносятся на отводящий конвейер.
Роботизированный комплекс мод. АТМ-039 предназначен для автоматизации процесса гибки и точечной сварки металлических корпусов из листового материала В исходном положении ПР напольною типа мод. РБ-110 находится перед устройством, которое выполняет гибки раскроя листа, придавая ему коробчатую форму После завершения операции гибки ПР захватывает изделие и переносит ею к аппарату точечной сварки, который автоматически выполняет сварной шов на каждом ребре коробки, состоящий из восьми точек с шагом 50 мм. Шаговую подачу изделия, а также его поворот в процессе сварки всех швов робот осуществляет в соответствии с управляющей программой. Сваренную коробку ПР затем переносит на стеллаж-накопитель готовых изделий.
РТК для точечной сварки из листовых заготовок деталей типа корпусов АТМ - 039
Схема планировки
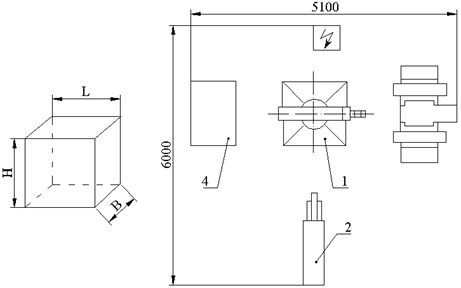
1 - ПР мод. РБ - 110; 2 - автомат точечной сварки; 3 - устройство гибки; 4 - накопитель изделий после сварки (стеллаж).
Разновидностью сборочных процессов являются операции укладки деталей в ориентированном виде в тару или на столы-спутники при их транспортировании на технологический участок или автоматическую линию для последующей обработки.
РТК мод АТМ-049 предназначен для автоматизации процесса укладки деталей типа валов (массой до 37 кг) в тару.
РТК для установки деталей типа валов в ориентированном виде в тару, на столы - спутники АТМ - 049
Схема планировки
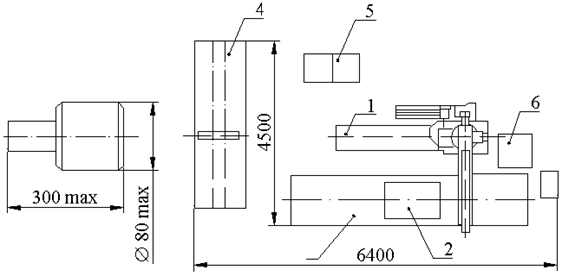
1 - ПР мод. РБ - 232Т; 2 - тара деталей; 3 - роликовый конвейер; 4 - конвейер падающий роликовый; 5 - устройство управления; 6 - пульт управления ПР.
В составе комплекса имеется ПР, который снимает деталь с подающего роликового конвейера и укладывает ее определённым образом в тару, установленную на конвейере-накопителе После этою конвейер перемещается на один шаг, а ПР возвращается к подающему конвейеру за очередной деталью.
Планировка зоны РТК должна проводиться в зависимости от типа используемого технологического оборудования, его компоновки, формы, размеров и расположения рабочих зон, уровня автоматизации оборудования, надежности его работы и степени информационного обеспечения, а также от компоновки и структурно-кинематической схемы ПР с учетом действующих норм технологического проектирования соответствующего производства.
При организации РТК, участков, линий необходимо предусматривать максимальную механизацию и комплексную автоматизацию основных и вспомогательных технологических операций и видов работ, связанных с воздействием на работающих опасных и вредных факторов, оставляя за операторами функции управления и контроля.
Обслуживание ковочных агрегатов с программным управлением (гидравлического пресса, ковочного автоматического манипулятора) для автоматизации ковки деталей с вытянутой осью (круглого, квадратного и прямоугольного сечений) массой 0,4—2,0 т.
0 комментариев