Навигация
Расчёт технологических потоков
29489
знаков
9
таблиц
0
изображений
7. Расчёт технологических потоков
Таблица 7.1 – Исходные данные для расчёта лесопильного потока на базе двухэтажных лесопильных рам
| Номер постава по плану раскроя | Диаметры выпиливаемых брёвен d, см | Толщина распиливаемых брусьев Н, мм | Количество пил в поставе, шт. | Количество необрезных досок, шт. | Количество обрезных досок, шт. | |||||
| на лесопильной раме первого ряда – gI | на лесопильной раме второго ряда – gII | по поставу на первом проходе – mI | по поставу на втором проходе – mII | для необрезных досок, полученных на первом проходе – jI | По поставу на втором проходе | Всего обрезных досок – j, шт. | ||||
| из необрезных, полученных за пределами пласти бруса – jII | в пределах пласти бруса – jIII | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 2 3 4 5 | 28 34 40 48 54 | 200 175 175x2 175x2 175x2 | 6 6 5 7 7 | 6 6 8 10 8 | 4 4 2 4 4 | 4 2 12 12 8 | 4 4 2 4 4 | 4 2 12 12 12 | 1 2 2 6 6 | 9 8 16 22 22 |
Количество пил в поставеg, шт., определяется по формуле:
g = e + 1, (7.1)
где e – количество сортиментов, указанных в записи постава, шт.;
Требуемая ширина просвета пильной рамки рассчитывается по формуле:
Втреб =10×(d+ S×L+2×C), (7.2)
где d – наибольший диаметр вершинного торца бревна, см;
S – сбег бревна с наибольшим диаметром вершинного торца, см/м;
L – средняя длина бревна, м;
C – запас ширины, равной расстоянию между вертикальными стойками пильной рамки и комлевым торцом бревна;
Принимается d=54 см, L=6,25 м – по спецификации сырья;
S=1,65 см/м – таблица 3.8 [2] для данного диаметра и длины бревна;
С=5 см.
Втреб=10 (54+1,65·6,25+2·5)=743,125 мм
В>Втреб
Исходя из технических характеристик лесопильных рам, приведённых в таблице 8.1 [2], выбираются лесопильные рамы модели:
2Р75 – 1 – для первого ряда;
2Р75 – 2 – для второго ряда со следующими техническими характеристиками:
– ширина просвета пильной рамки 750 мм;
- величина хода пильной рамки 600 мм;
- число оборотов коленчатого вала в минуту n= 325 мин-1.
Годовой фонд установленных рамо-смен N, рамо-смен:
N=m·b, (7.3)
где m – число установленных в потоке лесопильных рам, шт.;
b – число смен, отрабатываемых потоком за год, смен;
Принимается m=2 шт. – для распиловки брёвен с брусовкой;
b=500 смен – с. 14 [2] для двухсменной работы в сутки и 250 рабочих дней в году.
N=2·500=1000 рамо-смен Среднесменная производительность каждой установленной в потоке лесопильной рамы Ai, м3/год:![]() , (7.4)
, (7.4)
где Di – инструментальная посылка лесопильной рамы при распиловке брёвен данным поставом на данном проходе, мм/об;
n – число оборотов коленчатого вала лесопильной рамы в минуту, мин-1;
Т – продолжительность смены, мин;
q – объём бревна, распиливаемого данным поставом, м3;
кп – коэффициент использования потока с двухэтажными лесопильными рамами;
Находим ![]() ,
, ![]() ,
,
![]() ,
, ![]() ,
, ![]() ,
,
 ,
,
кп=0,864 – с. 15[2] для цехов со средней механизацией труда;
Т=480 мин – для 8 часового рабочего дня;
q1=0,47 м3, q2=0,69 м3, q3=0,94 м3, q4=1,35 м3,
q5=1,73 м3 – по заданной спецификации сырья.
Потребное количество эффективных рамо-смен для работы по поставу ki, рамо-смен:
 (7.5)
(7.5)
где Qi – объём сырья, распиливаемого данным поставом, м3;
Ai – среднесменная производительность эффективной лесопильной рамы при распиловке данным поставом, м3/смену;
Принимается Q1=150 м3, Q2=250 м3, Q3=250 м3, Q4=150 м3, Q5=200м3 - по заданию.
Среднесменная производительность эффективной лесопильной рамы при распиловке данным поставом, Ai, м3/смену, рассчитывается:
![]()
Потребное для работы по каждому поставу количество установленных рамо-смен qi, рамо-смен:
qi = 2·ki, (7.6)
Количество установленных рамо-смен, потребное для распиловки расчётной партии сырья I, рамо-смен:
I = Sqi, (7.7)
Все расчёты по определению количества установленных рамо-смен, потребное для распиловки расчётной партии сведены в таблицу 7.2.
Годовая производительность рамного потока по сырью, Асрам, м3/год:
![]() , (7.8)
, (7.8)
где ![]() Qс – расчётный объём партии, м3;
Qс – расчётный объём партии, м3;
кг – коэффициент, учитывающий среднегодовые условия работы лесопильного потока;
Принимается Qс=1000 м3 – таблица 7.2;
кг =0,86 – для Красноярска.
Таблица 7.2 – Расчёт потребного количества установленных рамо-смен, на распиловку расчётной партии сырья
| № постава по плану раскроя сырья | Диаметр брёвен di, см | Объём сырья подлежащего распиловке по поставу Qi, м3 | Толщина распиливаемых брусьев Hi, мм | Количество пил в поставе, шт | Инструкционная посылка, мм/об | Среднесменная производительность эффективной лесорамы Ai, м3/смену | Потребное количество эффективных рамо-смен ki, рамо-смен | Потребное количество установленных рамо-смен, шт | |||
| На л/р I ряда или при распиловке в развал giI | На л/р II ряда giII | Для л/р I ряда при распиловке в развал DiI | Для л/р II ряда DiII | При распиловке в развал | При распиловке с брусовкой | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1 2 3 4 5 | 28 34 40 48 54 | 150 250 250 150 200 | 200 175 175x2 175x2 175x2 | 6 6 5 7 7 | 6 6 8 10 8 | 36,0 29,0 19,0 15,5 14 | 29,0 29,0 21,0 18,5 21 | 293,9 431,5 451,2 522,3 | 0,51 0,58 0,65 0,33 0,38 | - - - - - | 1,02 1,16 1,3 0,66 0,76 |
| Qсрам | 1000 | I = Sqi | 4,9 | ||||||||
![]()
Ритм работы по поставу установленной лесопильной рамы Ri, мин:
![]() ,
(7.11)
,
(7.11)
где k – коэффициент использования головного оборудования;
Принимается k=0,855 – с 20 [2].
Все расчёты по определению ритма работы участка лесопильных рам сведены в таблицу 7.3
Таблица 7.3 – Расчёт ритма работы участка лесопильных рам
| Номер постава по плану раскроя сырья | Диаметр брёвен di, см | Длина бревна L, м | Количество пил в поставе, шт | Толщина распиливаемых брусьев Hi, мм | Инструкционная посылка, мм/об | Ритм работы лесорам, мин | Ритм работы по поставу участка лесорам Ri, мин | ||||
| на л/р I ряда giI | на л/р II ряда giII | ||||||||||
| для л/р I ряда DiI | для л/р II ряда DiII | для л/р I ряда RiI | для л/р II ряда RiII | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
|
| 1 2 3 4 5 | 28 34 40 48 54 | 150 250 250 150 200 | 200 175 175x2 175x2 175x2 | 6 6 5 7 7 | 6 6 8 10 8 | 36,0 29,0 19,0 15,5 14 | 29,0 29,0 21,0 18,5 21 | 0,62 0,77 1,18 1,4 1,6 | 0,77 0,77 1,07 1,21 1,07 | 0,77 0,77 1,18 1,4 1,6 |
|
По ведомости расчёта поставов определяется наибольшая ширина необрезной доски равная 220 мм. В этом случае совместить обрезку кромок с раскроем досок по ширине. Из таблицы 8.3 [2] выбирается двухпильный обрезной станок Ц2Д5-А.
Техническая характеристика станка Ц2Д5-А:
скорость подачи, м/мин 120
просвет станка, мм 800
толщина обрабатываемого материала, мм:
наименьшая 13
наибольшая 100
количество пил:
общее 2
подвижных 1
длина обрабатываемого материала, м 1,8–7,5
наибольшее расстояние между пилами, мм 300
наименьшая ширина выпиливаемых досок, мм 60
габаритные размеры станка, мм
длина 2280
ширина 2450
высота 1355
Таблица 7.4 Расчет потребного количества обрезных станков
| Номер постава по плану раскроя | Количество необрезных досок по поставу, шт | Средняя длина необрезных досок lср, м | Объём работы по поставу Пi, м | Ритм работы по поставу участка л/р Ri, мин | Цикловая производительность обрезного станка | Затраты времени для выполнения работ по поставу одним станком t i, мин | Потребное количество обрезных станков аi, шт | Потребное количество обрезных станков к установке аyi, шт. | ||||
| с л/р I ряда miI | с л/р II ряда miII | Всего необрезных досок по поставу, wi | Скорость подачи м/мин | Коэффициент производительности кп | Цикловая производительность Ац, м/мин | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 1 2 3 4 5 | 4 4 2 4 4 | 4 2 12 12 8 | 8 6 14 16 12 | 6,25 6,25 6,25 6,25 6,25 | 50 37,5 87,5 100 75 | 0,77 0,77 1,18 1,4 1,6 | 120 120 120 120 120 | 0,6 0,6 0,6 0,6 0,6 | 72 72 72 72 72 | 0,69 0,52 1,21 1,38 1,04 | 0,89 0,67 1,02 0,98 0,65 | 1 1 1 1 1 |
Объём работ по поставу на участке обрезки Пi, м:
![]() , (7.12)
, (7.12)
где lср – средняя длина необрезных досок, м;
Принимается lср=6,25 м.
Цикловая производительность обрезного станка Ац, м/мин:
Ац=Аm·кп, (7.13)
где Аm – технологическая производительность обрезного станка м/мин;
кп – коэффициент производительности обрезного станка;
Принимается Аm=U=120 м/мин – т 8.3 [2].
Коэффициент производительности обрезного станка kп:
 , (7.14)
, (7.14)
где tв – неперекрытое вспомогательное время, с
Принимается tв=2 с
Затраты времени на выполнение операций по поставу на участке обрезки одним станком ti, мин:
![]() ,
(7.15)
,
(7.15)
Потребное количество обрезных станков для выполнения объёма работ по поставу аi, шт.:
![]() , (7.16)
, (7.16)
Все расчёты по определению аi сведены в таблицу 7.4.
Сравнивая потребное для установки количество обрезных станков по каждому поставу, определяется, что для обеспечения ритмичной работы на любом поставе достаточно установить в лесопильном потоке один обрезной станок.
Для распиловки брёвен с брусовкой, торцовка досок в лесопильном потоке с одним обрезным станком осуществляется на двух участках (позиционный способ). В качестве торцовочного станка принимается станок ЦКБ40–1.
Объём работы по поставу на первом участке ПiI, шт.:
![]() , (7.17)
, (7.17)
где jiI – количество обрезных досок, которые получены из необрезных, выработанных на первом проходе, шт.;
jiII – количество обрезных досок, которые получены из необрезных, выработанных за пределами пласти бруса на втором проходе, шт.;
Объём работы по поставу на втором участке ПiII, шт.:
![]() , (7.18)
, (7.18)
где jiIII – количество досок, полученных в пределах пласти бруса, шт.
Цикловая производительность единицы торцовочного оборудования – торцовочного стола с двумя торцовочными станками Ац, шт./мин:
![]() ,
(7.19)
,
(7.19)
где tц – цикл обработки одной доски, с.
Определение цикла обработки одной доски tц, с:
tц=t1+t2+1,25t2+t3, (7.20)
где t1 – время установки доски на торцовочном столе, с;
t2 – время отторцовки комлевого торца доски, с;
1,25t2 – время отторцовки вершинного торца доски, с;
t3 – время снятия доски с торцовочного стола, с.
Принимается t1=1 с, t2=2 с, t3=3 с, – с. 28 [2].
tц=1+2+1,25·2+3=8,5 с
Затраты времени на торцовку досок на первом участке одним торцовочным столом tiI, мин:
![]() ,
(7.21)
,
(7.21)
Затраты времени на торцовку досок одним торцовочным столом на втором участке tiII, мин:
![]() ,
(7.22)
,
(7.22)
Потребное количество столов на первом участке аiI, шт.:
![]() , (7.23)
, (7.23)
Потребное количество столов на втором участке аiII, шт.:
![]()
![]() , (7.24)
, (7.24)
Все расчёты по определению потребного количества столов сведены в таблицу 7.5.
Таблица 7.5 – Расчёт потребного количества торцовочных столов
| Номер постава по плану раскроя | Ритм работы участка лесопильных рам Ri, мин | Объём работ по поставу, шт. | Цикловая производительность торцовочного стола, шт./мин | Затраты времени для выполнения работ по поставу одним торцовочным столом, мин | Потребное по расчёту количество торцовочных столов, шт. | Потребное к установке количество торцовочных столов, шт. | |||||
| на первом участке ПiI | на втором участке ПiII | Цикл обработки одной доски tц, с | Цикловая производительность торцовочного стола Ац | На первом участке tiI | На втором участке tiII | На первом участке аiI | На втором участке аiII | На первом участке аyiI | На втором участке аyiII | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 12 3 4 5 | 0,77 0,77 1,18 1,4 1,6 | 8 6 14 16 16 | 1 2 2 6 6 | 8,5 8,5 8,5 8,5 8,5 | 7 7 7 7 7 | 1,14 0,85 2 2,2 2,2 | 0,14 0,28 0,28 0,85 0,85 | 1,48 1,1 1,69 1,57 1,37 | 0,18 0,36 0,23 0,60 0,53 | 2 2 2 2 2 | 1 1 1 1 1 |
Для обеспечения ритмичной работы на любом поставе, достаточно установить в лесопильном потоке на первом участке торцовки два торцовочных стола, а на втором 1 стол.
аyI =2 шт. аyII =1 шт.
Годовая производительность фрезерно-пильной линии ФПЛ по сырью Асагр, м3/год:
![]() , (8.1)
, (8.1)
где q – объём распиливаемого бревна, м3, q=0,47 м3 – по спецификации сырья;
Т – годовой фонд рабочего времени потока, ч;
кТ – коэффициент использования смены, кТ=0,89 при продолжительности смены 8 ч;
кГ – поправочный коэффициент на среднегодовые условия работы лесопильного цеха; кГ=0,86 – для Красноярска.
U-скорость подачи м/c
k – Коэффициент использования линии:
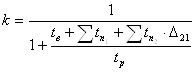 , (8.2)
, (8.2)
где tв – время межторцового разрыва, с;
Stn1 – суммарные внецикловые потери головного станка линии, с;
Stn2 – суммарные внецикловые потери брусоразвального станка, с;
D21 – коэффициент наложения потерь.
Принимаем tв =1,91 с – с. 23[4] при управлении загрузкой брёвен оператором;
Stn1=2.89 с, Stn2=3,69 с – с. 23[4] для ФПЛ при U=36 м/мин;
D21=1 – с. 25 [4].
tр – Время распиловки бревна на головном станке, с:
![]() , (8.3)
, (8.3)
где L – длина распиливаемых брёвен, м;
U – скорость подачи, м/мин;
Принимается L – 6,25 м – по спецификации сырья;
U – 36 м/мин – с. 23 [4].
![]()
Таким образом, можно найти Коэффициент использования линии
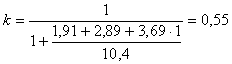
Подставляем найденные значения в формулу (8.1):
![]()
Похожие работы
... и с/с понимают совокупность приемов, используемых для обобщения затрат и определение с/с конкретных видов продукции. Наиболее распространенные методы учета и калькулирования себестоимости продукции, применяемые в различных отраслях промышленности, следуюищие: простой (или однопередеьный), пофазный, попередельный, поза-казный, нормативный. Простой, или однопередельный, метод применяется в отраслях ...
0 комментариев