Навигация
1.2 Методы стандартизации
В зависимости от поставленных целей и решаемых задач используют различные методы стандартизации. К методам стандартизации относятся:
1) систематизация (распределение предметов исследования в определенном порядке или последовательности, образующее систему, удобную для использования);
2) классификация (явления, понятия, предметы или размеры располагаются по определенным, как правило, наиболее характерным для группы изделий одного назначения признакам);
3) кодирование (группирование по определенным правилам объектов или групп объектов и присвоение им кодов, позволяющее заменить несколькими знаками (или символами) наименования этих объектов);
4) типизация (разработка типовых решений);
5) унификация (основной метод стандартизации - установление объектов одинакового назначения и использование в целях достижения экономии, обеспечение взаимозаменяемости).
Перечисленные методы позволяют осуществлять стандартизацию от простых объектов до сложных систем.
В технике систематизация используется при делении машины на сборочные единицы, а последних - на детали с определенными принципами их обозначения, например, каталоги запасных частей автомобилей.
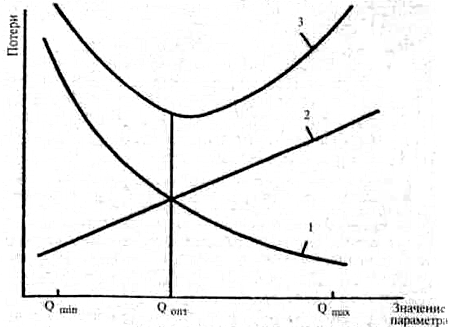
На принципе классификации в технике построены типоразмерные ряды главных параметров, производится классификация однотипных машин по основным параметрам и т.д. До недавнего времени создание новых машин шло по пути разработки отдельных конструкций для механизации отдельных наиболее тяжелых и трудоемких работ. В настоящее время разрабатываются комплексы машин для механизации различных видов строительных работ. Комплексы машин различают не только по назначению, но и по производительности. Машину одного и того же назначения (одного типа) выпускают с различными значениями главного параметра (грузоподъемность, мощность, объем ковша и т.д.). Научно-исследовательские институты, конструкторские бюро и машиностроительные заводы по отраслям машиностроения с учетом уровня развития науки и техники разрабатывают перспективные ряды машин, которые время от времени уточняют и дополняют. Для установления целесообразных интервалов между соседними значениями параметров пользуются рядами предпочтительных чисел. Предпочтительными числами называются числа, которые рекомендуется выбирать как преимущественные перед всеми другими при назначении величин параметров для вновь создаваемых изделий (производительности, грузоподъемности, габаритов, чисел оборотов, давлений, температур, напряжений электрического тока, чисел циклов работы и других характеристик проектируемых машин и приборов).[5] Часто в строительном и дорожном машиностроении используют ряд чисел, представляющих собой геометрическую прогрессию. Примером использования предпочтительных чисел является ряд грузоподъемностей самоходных пневмоколесных кранов 10; 16; 25; 40; 63 и 100 т.
В машиностроении и приборостроении предпочтительные числа, принятые за основу при назначении классов точности, размеров, углов, радиусов, канавок, уступов, линейных размеров, сокращают номенклатуру режущего и измерительного инструмента, кулачков для автоматов, штампов, пресс-форм, приспособлений. Это способствует росту уровня взаимозаменяемости, повышению серийности, технического уровня и качества выпускаемой продукции, расширению объемов ее производства, улучшению организации инструментального хозяйства на предприятиях (объединениях). В результате значительно снижается себестоимость изделий. В масштабе всей промышленности может быть получена весьма весомая экономия.
Коды позволяют идентифицировать объекты наиболее коротким способом (минимальным количеством знаков), способствуя повышению эффективности сбора, учета, хранения и обработки информации.
Число знаков в коде определяется его структурой и зависит от количества кодируемых признаков. Наиболее часто применяются десятизначные системы кодирования.
Классификация и кодирование применяются в стандартизации для обозначения стандартов, входящих в межотраслевые системы стандартов.
Постоянная часть предназначена для классификации групп основных признаков детали: размерных характеристик (диаметр, длина и т.п.); группы материалов (стали, чугуны, цветные сплавы и др.); вида технологических процессов получения детали (резание, литье, обработка давлением и т.п.).
Переменную часть кода используют для конкретизации признаков определенного вида детали, описанной постоянным кодом. В переменную часть кода входит вид заготовки (пруток, поковка и др.), точность (квалитет) наружных и внутренних поверхностей, шероховатость поверхностей, наличие термообработки и масса детали (весовая характеристика детали).
Структура технологического кода позволяет с использованием электронно-вычислительной техники обрабатывать информацию на различных уровнях конструкторско-технологической подготовки производства, существенно влияя на выбор оборудования, подъемно-транспортных и складских средств, технологических режимов обработки деталей, а также режущего и измерительного инструмента для их контроля.
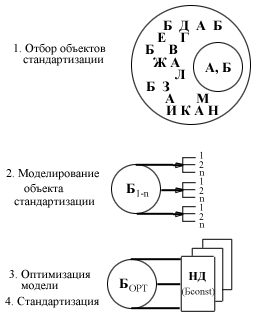
После того как собранный массив информации систематизирован и классифицирован по определенным признакам, переходят к следующему методу стандартизации – типизации.
При типизации анализируют существующие типоразмеры изделий, их составные части, агрегаты и детали, а также оценивают перспективы развития науки, техники и промышленности, возникающие при этом возможные потребности рынков сбыта. Внесение сравнительно небольших изменений в конструкцию детали или сборочной единицы может удовлетворить потребности большого количества новых потребителей. Это позволит существенно снизить издержки за счет повышения серийности производства и качества продукции, что, в свою очередь, повысит конкурентоспособность как выпускаемой продукции, так и самой фирмы.
Естественным продолжением конструктивной типизации является типизация технологических процессов, т.е. разработка и установление технологического процесса для производства однотипных деталей или сборка однотипных составных частей или изделий в целом. В этом случае типовой технологический процесс разрабатывается для типовой детали, обладающей наибольшим количеством признаков, характерных для деталей данной классификационной группы, имея в виду, что некоторые операции или переходы технологического процесса будут опущены при обработке деталей, не обладающих данным технологическим или конструктивным признаком.
Наиболее распространенным и эффективным методом стандартизации является унификация. Унификация — это приведение объектов одинакового функционального назначения к единообразию (например, к оптимальной конструкции) по установленному признаку и рациональное сокращение числа этих объектов на основе данных об их эффективной применяемости, экономичный и эффективный способ создания на базе исходной модели ряда производных машин.
Принципиальное отличие унификации от других методов стандартизации состоит в том, что в процессе унификации предполагается внесение изменений в конструкцию изделия или иного объекта унификации с целью увеличения его применяемости и снижения, тем самым, его себестоимости с одновременным повышением качества.
Объектами унификации могут быть изделия массового, серийного и/или индивидуального производства, в том числе:
· отдельные размеры или элементы деталей;
· детали аналогичного назначения;
· агрегаты, сборочные единицы и модули (например, гибкие производственные модули), если они выполняют близкие по характеру функции при незначительно отличающихся рабочих параметрах, габаритных размерах и эксплуатационных показателях;
· машины, если они состоят из сравнительно небольшого количества сборочных единиц одинакового назначения и выполняют близкие по характеру операции или процессы.
В строительном и дорожном машиностроении часто используют унифицированные узлы и агрегаты автотракторной промышленности. Так, в шасси для самоходных строительных машин применяют унифицированные карданные валы и шарниры, ведущие мосты, колесные и стояночные тормозы и др.
Наиболее простой метод унификации деталей и агрегатов общемашиностроительного назначения заключается в замене группы близких по конструкции и размерам типов одним оптимальным типоразмером, использование которого не связано с существенными трудностями в какой-либо сфере применения. Этот метод широко используют для деталей и узлов машин с ограниченным числом параметров, определяющих их конструкцию (шайбы, винты, болты, гайки, уплотнения, муфты и т. д.).
Результатом использования всех методов стандартизации и в первую очередь унификации, являются организация специализированных производств составных частей и деталей машин и переход к проектированию изделий методами агрегатирования.
Агрегатирование - принцип создания машин, оборудования и приборов их унифицированных стандартных агрегатов (автономных узлов), устанавливаемых в изделии в различном количестве и комбинациях. Агрегаты должны обладать полной взаимозаменяемостью по всем эксплуатационным параметрам и присоединительным размерам.
Внедрение унификации и агрегатирования позволяет обеспечить оптимальные эксплуатационные показатели, а сроки проектирования и освоения новой техники сокращаются в 2 - 2,5 раза при снижении в 1,5 - 2 раза соответствующих затрат.
Похожие работы
... процесс развития ССК. Минэнерго РФ Белгородский индустриальный колледж группа 31 РТО РефератПо дисциплине: Стандартизация, метрология и сертификация 2014.ПР.4135.00.СМС.Выполнил Кубаев А. Н.Принял Прокопенко Е. Б. 2001 ...
... побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ. До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури ...

... ГОСТ Р. Техническими регламентами II уровня являются: государственные и межгосударственные стандарты (далее — государственные стандарты), содержащие обязательные требования; правила по стандартизации, метрологии, сертификации; общероссийские классификаторы. Нормативные документы III уровня представлены стандартами, сфера применения которых ограничена, определенной отраслью народного хозяйства ...

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
0 комментариев