Навигация
Расчет надежности контура регулирования
13502
знака
1
таблица
3
изображения
5. Расчет надежности контура регулирования
![]()
Исходные данные:
![]() -наработка на отказ анализатора серы;
-наработка на отказ анализатора серы;
![]() -наработка на отказ соединяющего электропровода;
-наработка на отказ соединяющего электропровода;
![]() - наработка на отказ регулятора;
- наработка на отказ регулятора;
![]() -наработка на отказ соединяющего электропровода;
-наработка на отказ соединяющего электропровода;
![]() -наработка на отказ электропневматического преобразователя;
-наработка на отказ электропневматического преобразователя;
![]() -наработка на отказ МИМ;
-наработка на отказ МИМ;
![]() -наработка на отказ запорно-регулирующего клапана.
-наработка на отказ запорно-регулирующего клапана.
Решение:
Т.к. все элементы системы работают в периоде нормальной эксплуатации, и имеет место простейший поток отказов, наработки элементов и системы подчиняются экспоненциальному распределению. Для экспоненциального распределения справедливы следующие зависимости:
![]() функция ненадежности.
функция ненадежности.
![]() функция надежности.
функция надежности.
![]() функция распределения плотности отказов.
функция распределения плотности отказов.
![]() функция интенсивности отказов.
функция интенсивности отказов.
![]() время наработки на отказ.
время наработки на отказ.
1. Определим интенсивности отказов для каждого элемента контура регулирования:
![]()
![]()
![]()
![]()
![]()
![]()
2. Определим интенсивность отказов всего контура регулирования:
![]()
![]()
3. Определим время наработки на отказ контура регулирования:
![]()
4. Определим вероятность безотказной работы нерезервированной сис-темы в течение 1000 часов:
![]()
6. Выбор способа резервирования регулятора
Выбираем «холодное» (ненагруженное) резервирование регулятора, т.е. резервный регулятор не используется пока работает основной регулятор. В случае отказа или сбоя основного регулятора происходит переключение на резервный регулятор.
Такая схема резервирования позволяет максимально увеличить время наработки на отказ, т.к. до отказа основного, резервный регулятор не задействуется в работу.
Схема резервирования изображена ни рисунке 2 приложения.

5. При параллельном соединении время наработки на отказ увеличивается примерно в 1,5 раза (по приближенной формуле при n=2
![]() ):
):
![]()
![]()
6. Определим интенсивность отказов всего контура регулирования с учетом резервирования:
![]()
7. Определим время наработки на отказ контура регулирования:
![]()
8. Определим вероятность безотказной работы резервированной системы в течение 1000 часов:
![]()
9. Определим увеличение времени наработки на отказ с резервированием по сравнению с нерезервированной системой:
![]()
время наработки на отказ системы увеличилось на 2,73%.
Вывод
В ходе курсовой работы было произведено техническое обеспечение автоматической системы регулирования качества стабильного гидрогенизата. Были выбраны средства контроля и регулирования и обоснован их выбор. Был произведен расчет надежности контура регулирования, и предложена схема для резервирования самого ненадежного элемента контура.
Литература
1. Мановян А.К. Технология первичной переработки нефти и природного газа: Учебное пособие для вузов. 2-е изд. -М.: Химия, 2001.-568с.
2. Кулаков М.В. Технологические измерения и приборы для химических производств.-М.:Машиностроение,1983.-424с.
3. Мишин В.М. Переработка природного газа и конденсата.-М.: ACADEMIA,1999.-448с.
4. Постоянный технический регламент. Установка гидроочистки. Фракция НК-350ºС (книга 6, 24-Л-13360/6) от 13.01.1992г.
5. Методические пособие к практическим занятиям по курсу «Диагностика и надежность систем автоматизации» для студентов специальностей 220301 «Автоматизация технологических процессов и производств» –Астрахань.: АГТУ, 2007.- 22 с.
6. Техническое описание регулятора TROVIS 6412.
7. Техническое описание и инструкция по эксплуатации для преобразователей электропневматических ЭП-0000 (МП2.507.245 ТО).
8. Техническое описание и инструкция по эксплуатации для позиционеров пневматических ПП-3.
9. Техническое описание и инструкция по эксплуатации для МИМ 250.
Приложение
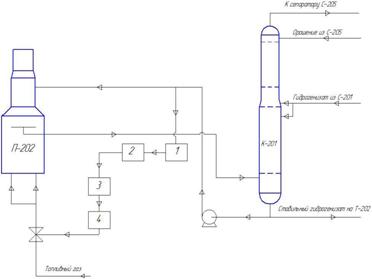
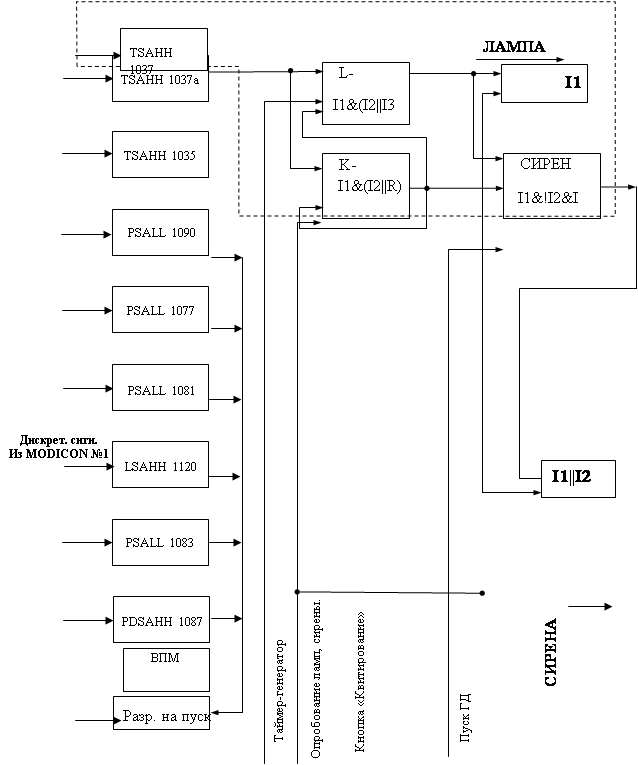
Рисунок 1.
Структурная схема регулирование.
1. Поточный анализатор серы в нефтепродуктах SPECTRO 600T-LP;
2. Регулятор TROVIS 6412;
3. Элетропневматический преобразователь ЭП-0030;
4. Мембранно-исполнительный механизм МИМ 250.
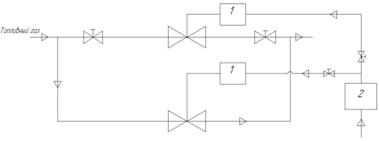
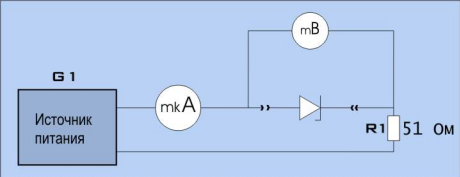
Рисунок 2.
Схема резервирования РО.
1. МИМ основного и резервного РО;
2. Электропневматический преобразователь.
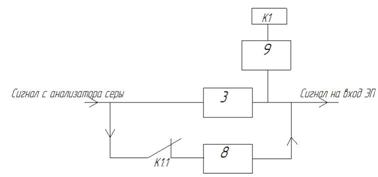
3,8 – основной и резервный регуляторы.
9 – индикатор наличия сигнала на линии.
К1 – реле с нормально закрытыми контактами.
Похожие работы
... .3 +810.3 Срок окупаемости Лет -- 0.242 -- Вывод Из данного расчета и проведенного анализа технико-экономических показателей делаем вывод о целесообразности внедрения «Автоматизированной системы управления компрессорной установкой». Так как в результате годовая экономия затрат от автоматизации системы составляет 3347839.05 рублей. Это достигается за счет экономии в зарплате 785925.5 ...
... 7 70,1 42,3≈50 70,1 50 13,5 185 8 68,7 40,4≈50 68,7 50 13,5 185 9 50 29,4≈50 50 50 13,5 185 10 240 140≈150 240 150 13,5 185 В системе электроснабжения завода применяются всего три вида сечений КЛ, поэтому требуется производить унификацию. Таким образом для прокладки внутризаводской сети используем кабели следующих сечений: ВВГ 3*50,ВВГ 3*300, ...
0 комментариев