Конструкция лампы
Технологический процесс изготовления кварцевой галогенной лампы
Кварцевые элементы конструкции ламп
Виды спаев металла со стеклом и требования к ним
Токовые вводы с ленточными спаями
Токовые вводы со стержневыми спаями
Физико-механические свойства вольфрамовой проволоки
Инертные газы
Заштамповка арматуры и заварка ламп
Методы составления газовых смесей и введения галогенных соединений в лампы
Откачка и наполнение ламп
Типы применяемых цоколей и цоколевание
Приготовление и применение технохимических материалов
Механические и климатические испытания
Испытания на продолжительность горения и надежность
Навигация
Приготовление и применение технохимических материалов
Технологический процесс изготовления кварцевой галогенной малогабаритной лампы типа КГМ 220-500
113945
знаков
2
таблицы
3
изображения
2.14 Приготовление и применение технохимических материалов
К технохимическим материалам, применяемым при изготовлении галогенных ламп, относятся цоколевочные и маркировочные мастики, светозащитные покрытия, припои.
Цоколевочные мастики или цементы, служащие для крепления цоколей к кварцевой оболочке, должны удовлетворять следующим требованиям:
— сохранять в оговоренных температурных условиях прочность крепленая в течение срока службы ламп;
— не затвердевать быстро в процессе цоколевания и обладать необходимыми технологическими свойствами;
— практически не изменять своих физических свойств в процессе срока службы ламп, не выделять веществ, вредно влияющих на свойства стекла или материал цоколя;
— обладать определенными диэлектрическими свойствами как в нормальных, так и в оговоренных климатических условиях.
При использовании любой цоколевочной мастики необходимо предварительно очистить поверхность стекла от влаги и жировых загрязнений, так как они ухудшают прочность крепления цоколей. В зависимости от конструкции, назначения и параметров ламп применяют различные виды цоколевочных мастик. Это объясняется различными условиями эксплуатации ламп и разной температурной нагрузкой на цоколи.
Для цоколевания линейных ламп как с металлическими плоскими цоколями, так и с торцевыми керамическими применяется цоколевочная мастика на основе жидкого натриевого стекла с мраморным порошком. Такая мастика быстро схватывается с поверхностями цоколя и лопатки и обладает высокой климатической устойчивостью, но она вспучивается. Поэтому ее применяют только в местах, где нельзя наносить большой слой мастики. В условиях линейных ламп ее наносят тонким слоем на лопатку, что позволяет избежать влияния вспучивания.
![]()
![]() Температурные нагрузки на цоколи в линейных лампах невелики.
Температурные нагрузки на цоколи в линейных лампах невелики.
Для этой же группы ламп нашла применение ленитовая мастика, состоящая из смеси полевого шпата, очищенного каолина, молотого талька и жидкого стекла. Основное ее достоинство — быстрое затвердевание на воздухе в течение 15—20 мин.
Маркировку на лампу наносят либо на цоколь, либо на кварцевую оболочку. Она должна быть четкой, ясной, не должна изменять своего вида в течение требуемого времени в условиях эксплуатации ламп. В производстве галогенных ламп применяют методы маркировки как механические—накатывание и выдавливание знаков на металлические цоколи, так и химические — использование маркировочных мастик. Для нанесения маркировки на кварцевую трубку используется мастика, состоящая из окиси серебра, борнокислого свинца и глицерина. С помощью резинового штампа наносят маркировку на трубку, после чего это место слегка прогревают водородокислородной горелкой.
Для прикрепления выводов к цоколям применяют различные припои.
Если паяные изделия имеют рабочую температуру ниже 470—520 К, используют, как правило, оловянно-свинцовые припои. Некоторые мощные лампы изготовляются с применением серебряных припоев, которые выдерживают температуру до 870—970 К.
2.15 Методы измерения электрических и световых величин
Контроль параметров ламп и испытания их на соответствие требованиям стандартов и технических условий являются последними завершающими операциями, удостоверяющими качество и пригодность ламп для эксплуатации. Электрические и световые параметры являются основными, определяющими критериями оценки и ценности ламп, характеризующими их как источники оптического излучения. Требования к лампам определяются их конкретным назначением и условиями применения. Например, для осветительных ламп основным световым параметром является световой поток. Лампы, служащие для облучения или технологических целей сушки, нагрева, должны обладать определенными спектральным составом и светораспределением. К лампам, используемым в прожекторах, предъявляются требования к габаритной яркости тела накала.
Методы измерения световых и электрических величин в основном стандартизованы, что обеспечивает единство способов и воспроизводимость полученных результатов.
Электрические и световые величины измеряют на электрических схемах с применением источников питания как постоянного, так и переменного тока промышленной частоты 50 Гц. Как установлено экспериментально, род тока не влияет на параметры галогенных ламп. Однако когда необходима особая точность измерения, рекомендуется использовать источники постоянного тока. В некоторых случаях допускается применение источников переменного тока частотой 40 Гц. Система питания должна обеспечить напряжение на лампе с погрешностью не более ±0,5%, применяемые приборы должны быть не ниже класса 0,5 для переменного тока и 0,2 для постоянного. Практически измерение электрических величин всегда совмещают с измерением некоторых световых величин.
Световой поток измеряют путем поочередного сравнения освещенностей фотометрического отверстия светомерного шара при горении светоизмерительной лампы (с известным световым потоком) и измеряемой лампы. Схема такой установки представлена на рисунке 2.5.
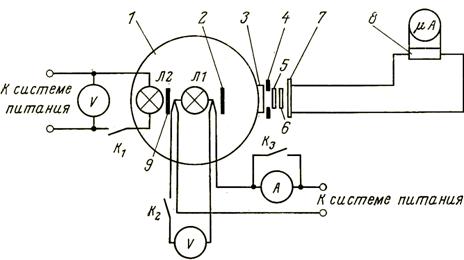
1 – светомерный шар; 2, 9 – экраны; 3 – светорассеивающее стекло; 4 – диафрагма; 5 – нейтральный поглотитель света; 6 – корригирующий поглотитель света; 7 – приемник излучения; 8 – шунт; Л1 – измеряемая лампа; Л2 – вспомогательная лампа.
Рисунок 2.5 – Схема фотометрической установки для измерения светового потока.
Измерение силы света проводится на фотометрической скамье.
Измеряют силу света, так же как и световой поток, методом сравнение путем поочередного освещения приемника излучения светоизмерительной и измеряемой лампами.
Для ламп ряда типов необходимо определять распределение силы света в пространстве. Такие измерения проводят на распределительных фотометрах либо с помощью поворотной головки, смонтированной на обычной фотометрической скамье и позволяющей поворачивать измеряемую лампу в нужном положении.
Измерения световых и электрических величин требуют высокой квалификации исполнителей; они должны проводиться в специализированных лабораториях, на аттестованных установках и с помощью приборов, регулярно подвергаемых периодическим поверкам.
Похожие работы

... 1,2-1,25 3 Плавное управление мощностью и световым потоком светильников в зависимости от распределения естественной освещенности 1,3-1,4 5. Установка энергоэффективной пускорегулирующей аппаратуры (ПРА). , (5.14) где Knpai – коэффииент потерь в ПРА существующих светильников системы освещения i-ro помещения; KnpaiN – коэффициент потерь в устанавливаемых ПРА. 6. Замена светильников ...
... присутствует сахар различных производителей и различных марок (сахар-песок, сахарная пудра, сахар-рафинад), а также различной фасовки. Предметом исследования послужили характеристики сахара-песка (фасовкой по 800 грамм) трех производителей: -"Русский сахар" Никифоровского завода, -"Услад" Добринского завода, -"Кристалл-Бел" Чернянского завода. Нами были отобранные пробы в соответствии с ...
0 комментариев