Навигация
Главная составляющая силы резания
106132
знака
18
таблиц
17
изображений
2. Главная составляющая силы резания
Pz = 10·Cp·tx·Sy·Vn· Kp, H (9.1), Kp = Kмр·Kj р·Kgр·Klр (9.2),
где Kмр = 0,94. Kjр - коэффициент, учитывающий влияние главного угла в плане, принимаем по [9]: Kjрz = 0,89; Kjрy = 0,5; Kjрx = 1,17; Kgр - коэффициент, учитывающий влияние переднего угла, принимаем по [9]: Kgрz = 1,25; Kgрy = 2,0; Kgрx = 2,0. Klр - коэффициент, учитывающий влияние угла наклона главной режущей кромки, принимаем по [9]:
Klрz= 1; Klрy= 1,25; Klрх = 0,85.
Kpz = 0, 94 ·0,89·1,25·1 = 1,05;
Kpy =0,94·0,5·2,0·1,25=0,94;
Kpx = 0,94·1,17·2,0·0,85=1,87.
Режимы резания на 2-ом переходе операции 040: t=0,9мм; S=0,12 мм/об; V=110м/мин [см. табл.6.6.]
Расчет составляющих силы резания произведем по методике изложенной в [9]: для Pz:
Cp = 300; x = 1.0; y= 0.75; n = - 0,15;
для Py: Cp = 243; x = 0,9; y= 0.6; n = - 0,3;
для Pх: Cp = 339; x = 1.0; y= 0.5; n = - 0,4.
Pz = 10·300·0,91·0.120.75·110-0,15·1,05 = 2865,6 H;
Py = 10·243·0,90.9·0.120.6·110-0,3·0.94 = 142 H;
Px = 10·339·0,91·0.120.5·110-0,4·1,87 = 260,5 H.
3. Расчет сечения корпуса резца произведем по методике изложенной в [18] с 50. При условии, что державка имеет квадратное сечение, т.е. hb
Ширину державки определим по формуле:
b =  (9.3)
(9.3)
где L-вылет резца, принимаем L=70 мм.
Подставив данные в формулу (9.3), получим:
b = = 0,0182м = 18,2 мм;
= 0,0182м = 18,2 мм;
Принимаем ближайшее большее сечение корпуса (b=20мм). Руководствуясь приведёнными соотношениями, получим высоту корпуса резца h= b =20 мм. Принимаем: h´ b20´20 мм.
4. Проверяем корпуса резца на прочность и жёсткость:
Максимальная нагрузка, допускаемая прочностью резца:
Pz. доп. =b×h2sи. д. /6×L=20×10-3 (20 ×10-3) 2 200 /6×70×10-3 = 914,3 Н
Максимальная нагрузка, допускаемая жёсткостью резца:
Pz. ж. =3f E J /L3 =3 ×0,05×10-3 ×2×10 11 ×10-31,33 ×10-8/ (70 ×10-3) 3 =326 Н
где f - допускаемая стрела прогиба резца при чистовом точении f=0,05мм
Е - модуль упругости материала корпуса резца Е=2×10 11Па.
J - момент инерции прямоугольного сечения корпуса:
J = bh 3/12=20×10-3 (20×10-3) 3/12=1333 мм 4
Резец обладает достаточной прочностью и жёсткостью, т.к выполняется условие: Pz. доп. > Pz< Pz. ж. 914,3 Н > 286,5Н< 326 Н - условие выполняется.
5. Конструктивные размеры резца берём по ГОСТ 20872-80; общая длина резца L=150 мм; режущая пластина из твёрдого сплава Т15К6 № 01114-220408, по ГОСТ 19046-80.
6. Геометрические параметры лезвия резца: главный угол в плане j=93°
7. По ГОСТ 5688-61 принимаем: качество отделки (параметры шероховатости) передней и задней поверхности лезвия резца и опорной поверхности корпуса; предельные отклонения габаритных размеров резца; марку твёрдого сплава пластины и материала корпуса; содержание и место маркировки.
8. Выбираем материал резца: для корпуса - сталь 40Х (твердость 40…45 HRCэ), оксидировать, для пластины - твердый сплав Т15К6 для винта и гайки - сталь 45 (головку винта, скос, ролик термообработать до 32…37 HRCэ).
9. Технические требования на резец принимаем по ГОСТ 266613-85.
Для усовершенствования конструкции резца изменим, способ крепления режущей пластины, это позволит повысить надежность крепления пластины и снизить время замены пластины. Пластина в состоянии выдержать большое усилие резания, что позволяет увеличить подачу инструмента, а следовательно, и производительность обработки. Сокращается время на замену или поворот режущей пластины при затуплении. Резец удобен в эксплуатации, прост по конструкции, не сложен в изготовлении.
9.3 Описание конструкции резцаРезец токарный сборный с механическим креплением пластины 2 содержит державку 1, в резьбовые отверстия которой завинчены винты 7 и 8, которые служат для регулировки положения резца. Для закрепления пластины служит винт 3 с гайкой 6 и шайбой 5, который своим скосом упирается в ролик 4.
Сборочный чертеж резца с указанием всех предельных отклонений и технических требований представлен на листе графической части дипломного проекта.
10. Линейная оптимизация режимов резания на токарной операции 10.1 Исходные данные
Переход чистового точения отверстия пов. Æ39,828+0,062 мм на токарно-винторезном станке 16Б16П резцом с угол в плане - ![]() = 600.
= 600.
обрабатываемый материал - сталь 45Л ГОСТ 977-75;
предел прочности материала инструмента![]() = 690 МПа;
= 690 МПа;
диаметр обрабатываемой поверхности -. Æ39,828+0,062 мм;
режущий инструмент - Резец расточной с пластинами из твердого сплава по ГОСТ 18882-73, Т15К6;
главный угол в плане - ![]() = 600;
= 600;
6) глубина резания - t = 0,26мм;
7) оборудование - токарный - винторезный станок 16Б16П:
7.1) мощность электродвигателя ![]() = 8 кВт;
= 8 кВт;
7.2) Подача минимальная (минутная) ![]() = 2 мм/мин;
= 2 мм/мин;
Подача максимальная (минутная) ![]() = 1200 мм/мин;
= 1200 мм/мин;
7.3) Частота вращения минимальная ![]() = 20 об/мин;
= 20 об/мин;
Частота вращения максимальная ![]() = 2000 об/мин.
= 2000 об/мин.
10.2. Расчет ограничений:
10.2.1 Ограничение по кинематике станкаа) Рассчитаем ограничения, устанавливающие связь между расчетной подачей и кинематическими, соответственно минимальными и максимальными, возможностями станка: ![]()
![]() >
> ![]() , мм/об;
, мм/об; ![]() ;
; ![]() ;
;
![]()
![]() , мм/об;
, мм/об; ![]() ;
; ![]() ;
;
![]() ;
; ![]()
![]() ;
; ![]()
 .
.
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания и кинематическими, соответственно минимальными и максимальными, возможностями станка:
![]() ,
, ![]() ,
, ![]() ,
,
![]()
![]()
![]()
 .
.
Ограничение по кинематике станка
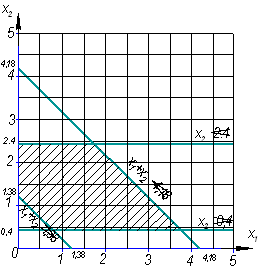
рис.10.1.
10.2.2 Ограничение по мощности привода главного движения:
![]() (10.1)
(10.1)
![]() (10.2)
(10.2)
![]()
![]()
![]()
Ограничение по мощности привода главного движения
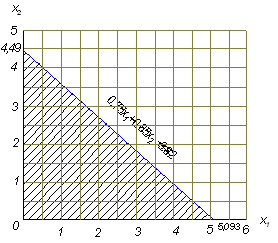
Рис.10.2.
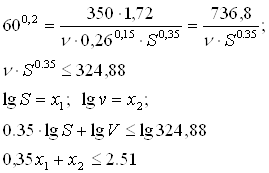
10.2.3 Ограничение по температуре в зоне резания
 (10.3)
(10.3)
 ,
, 
Ограничение по температуре в зоне резания
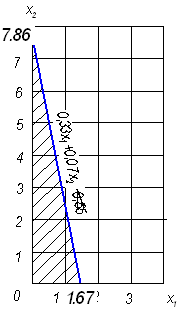
Рис.10.3.
10.2.4 Ограничение по точности:![]() , (10.4)
, (10.4)
где δ - допуск на диаметр, мм;
g - коэффициент, учитывающий способ установки заготовки, принимаем g=3 (для установки заготовки в патроне);
t - глубина резания;
D - диаметр обрабатываемого отверстия;
l - длина заготовки;
kу - коэффициент, учитывающий влияние геометрии режущего инструмента на составляющую силы резания Ру. Коэффициент kу определяем по формуле:
kу= kуγ· kуφ· kуλ· kуr (10.5)
где kуγ - коэффициент, учитывающий влияние на Ру переднего угла, принимаем kуγ=1,35;
kуφ - коэффициент, учитывающий влияние на Ру главного угла в плане, принимаем kуφ =0,75;
kуλ - коэффициент, учитывающий влияние на Ру угла наклона режущей кромки, принимаем kуλ=0,75;
kуr - коэффициент, учитывающий влияние на Ру радиуса при вершине резца, принимаем kуr=1.
Подставив определенные значения в формулу (10.5) и неравенство (10.4), получим:
kу=1,35·0,75·0,75·1=0,76;
![]()
![]()
![]()
![]()
![]()
![]()
Прологарифмируем выражение:
0,6·lg (100S) - 0,3· lg V ≤ lg 11,76
Пусть lg (100S) =x1; lg V =x2, тогда
0,6· x1-0,3· x2≤ 1,069
2x1 - x2≤ 3,56
Ограничение по точности
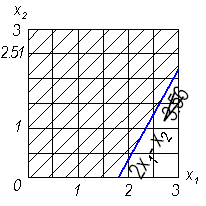
Рис.10.4.
10.2.5 Ограничение по стойкости инструмента ,
,
где Сv=350, табл.17, стр.270 [12] ;
x=0.15, табл.17, стр.270 [12] ;
y=0.35, табл.17, стр.270 [12] ;
m=0.2, табл.17, стр.270 [12] ;
KV=1,72·1,0·1,0·1,0=1,72.
Ограничение по стойкости инструмента
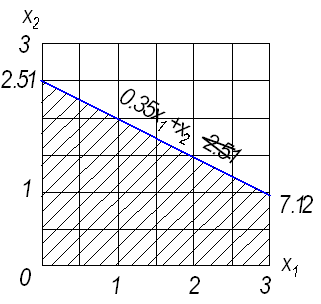
Рис.10.5.
10.2.6 Расчет целевой функции: (10.6)
(10.6)
![]()
![]()
![]()
10.3 Решение графическим методом
Система ограничений:
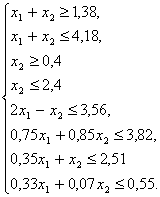 (10.7)
(10.7)
На графике (см. лист графической части №) построим сис-тему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат - точки А, Б и В.
Определим их координаты:
т. А: ![]()
![]() , т. Б:
, т. Б: ![]()
![]()
т. В: ![]()
![]()
Найдем значение целевой функции в этих точках:
![]()
![]()
![]()
ZБ®max Þ т. Б - оптимальная.
Рассчитаем скорость резания и подачу, используя полученные данные:
![]()
Отсюда: ![]()
![]()
![]()
Заключение
При разработке дипломного проекта предложены следующие пути совершенствования техпроцесса:
разработан новый технологический процесс изготовления детали в условиях среднесерийного производства;
разработана заготовка, полученная методом литья в земляные формы;
определены оптимальные режимы проведения лезвийной обработки на токарной операции;
спроектирован резец с механическим креплением режущей пластины, применение которого позволит сократить время замены режущей пластины и повысить надежность крепления режущей пластины;
спроектировано приспособление для контроля биения отверстия;
спроектирован патрон токарный клиновой с торцовым поджимом.
Изменения, внесенные в техпроцесс изготовления детали позволили достичь основных целей проекта, обеспечить заданный объем выпуска деталей, снизить себестоимость ее изготовления и повысить качество изготовления по сравнению с базовым вариантом технологического процесса.
Экономический эффект от внедрения данных мероприятий составит более рублей.
Список использованных источников
1. Марочник сталей и сплавов - Под ред.В.Г. Сорокин - М.: Машиностроение, 1989 - 640 с.
2. Методические указания к выполнению курсовых проектов по дисциплине "Технология отрасли". Размерный анализ технологических процессов изготовления деталей машин. Сост. Михайлов А.В. - Тольятти, 2002.
3. Методические указания к выполнению курсовых проектов по дисциплине "Технология отрасли". Сост. Михайлов А.В. - Тольятти, 1998
4. Михайлов А.В., Расторгуев Д.А., Схиртладзе А.Г. Основы проектирования технологических процессов механосборочного производства. Тольятти, 2004.
5. ГОСТ 26645-85. Отливки из металлов и сплавов
6. Методические указания: Экономическое обоснование выбора заготовок при проектировании заготовок. Сост. Боровков В.М. - Тольятти, 1999
7. Методические указания: Выбор маршрутов обработки поверхностей деталей машин. Сост. Михайлов А.В., Пашко Н.М. - Тольятти: ТГУ, 2003г
8. Допуски и посадки ГОСТ25347-82, стр12-25.
9. Справочник технолога-машиностроителя. Т.2/ под ред.А.Г. Косиловой, Р.К. Мещерякова. - М. Машиностроение, 1985. - 496 с.
10. Панов А.А. и др. Обработка металлов резанием: Справочник технолога. - М.: Машиностроение, 1988. - 736с.
11. Баранчиков В.И., Жариков А.В., Юдина Н.Д., Садыхов А.И. Прогресивные режущие инструменты и режимы резания металлов. - М.: Машиностроение, 1990. - 399с.
12. Общемашиностроительные нормативы времени и режимов резания, ч.1. Нормативы времени, Москва "Экономика", 1990г.
13. Горбацевич А.Ф. Курсовое проектирование по технологии машинострое-ния, Минск "Высшая школа", 1983. - 255 с.
14. Методические указания к оформлению документов на технологические процессы резанием. Сост. Михайлов А.В. - Тольятти, 2002.
15. Справочник упрочнение
16. Справочное пособие. Хонингование. / под ред.С.И. Куликов и др. - М. Машиностроение, 1973. - 167 с.
17. Методические указания: Проектирование кулачковых самоцентрирующих патронов. Сост. Николаев С.В. - Тольятти, 1991.
18. Алексеев Г. А, Аршинов В.А., Кричевская Р.М. Конструирование инструмента - М.: Машиностроение, 1979. - 384с.
19. Вульф А.М. Резание металлов. - М.: Машиностроение, 1973. - 496 с.
0 комментариев