Навигация
6 Билет
(1)
Токарно-фрейзерный станок предназначен для обработки деталей формы тел вращения.
Основные части станка: станина, двигатель, коробка скоростей. По направляющим станинам перемещается суппорт (с продольными и поперечными салазками), на которых закрепляется ресцодержатель. На фартуке суппорта находятся маховик фартука и рукоятки включения механической подачи. Включение подачи идёт от коробки подач через ходовой вал и винт. В передней бабке находится полный шпендель, на котором закрепляется 3-х кулочковый самофильтрующийся патрон, стружка собирается в поддон.
Лимбы продольной поперечной подачи задней бабки – цена деления 25 тысячных мм.
Маховик лимбы 0.25мм.
(2)
Чугун – сплав железа с углеродом (где углерода от 2.14 – 6.67%). Получают его в доменных печах из железной руды.
Примеси в чугуне:
1)Кремний (до 4.2%) – делает чугун более мягким и жидкотягучим.
2)Марганец (до 2%) – увеличивает прочность чугуна.
3)Сера (до 1.2%) – вредная примесь делает чугун густым, вызывает трещины в горячих отливках.
4)Фосфор (до 1.2%) – вызывает трещины в холодных отливках.
Вч 45-5
Высокопрочный чугун получают путём добавления в серый чугун хрома и титаны. Используют как заменитель стали (коленчатые, распределительные валы).
[45] – предел прочности на разрыв (кг/силах).
[5] – относительное удлинение в %.
(3)
Технологический процесс – это законченная часть производственного процесса, по превращению заготовки в готовые изделия.
Операция – законченная часть тех.процесса, выполняемая на одном рабочем месте, считая от установки заготовки, до снятия готовой детали.
Установка – часть операции выполняемая при неизменном закреплении заготовки.
Технологический переход – часть операции, при котором обрабатывается 1 или несколько поверхностей, при неизменном инструменте и режимах резанья.
Вспомогательный переход – законченная часть операции состоящая из действий оборудования и человека, несопровождающие изменения формы и размеров.
Рабочий ход – законченная часть перехода состоящая из однократного перемещения инструмента, относительно заготовки сопровождающаяся изменением формы.
Вспомогательный ход - законченная часть перехода состоящая из однократного перемещения инструмента, относительно заготовки без изменения формы.
Приём – однократное конкретное целенаправленное действие человека, выполняемое в процессе работы.
Элемент приёма – наименьшая часть тех. процесса поддающаяся наблюдению.
7 Билет
(1)
Станок предназначен для обработки корпусных деталей. Рабочим инструментом является дисковые и цилиндрические фрезы. Основная несущая часть станка – станина, внутри которой 6-ти ступенчатая коробка скоростей (125, 200, 315, 500, 800, 1250) оборотов в минуту. По направляющим станины перемещается консоль с продольными и поперечными салазками. На продольных салазках находится стол с теобразным пазом для закрепления тисков или заготовки. Фреза находится на оправке. Первый конец крепится в шпиндель, другой в серьгу обота (лимбы имеют цену деления 25 тысячных мм).
(2)
Серый чугун самый распространнёный, хорошо отливается и обрабатывается резаньем.
В основном идёт на изготовление металлов идущих на трение. Плохо стоит на удар.
Сч 10 – цифра показывает предел прочности на разрыв (килограмм/силах).
(3)
Технологическая карта – показывает все операции входящие в тех. процесс при изготовления изделия.
Карта эскизов – графически показывает как изменяется форма деталей после каждой операции.
Технологические инструкции – оговаривает условия изготовления эксплуатации, и обслуживание изделия.
Маршрутная карта – показывает этапы перемещения деталей от одной операции к другой.
8 Билет
(1)
Термообработка металлов проводится для изменения свойств металла, за счёт изменения внутренней структуры.
Сюда включают нагрев, выдержку, охлаждение.
1) Закалка – нагрев стали до 723
Выдержка – для прогрева по всему объёму. Разное охлаждение: в воде, масли или селитре (скорость охлаждения в воде 50 в секунду, в мин. масле 30 , в селитре 20). Сталь становится твёрдой, но хрупкой.
2) Отпуск – нагрев на 200-400 , выдержка и охлаждение на воздухе. Сталь немного теряет твёрдость, резко снижается хрупкость.
3) Отжиг – нагрев больше 723 выдержка и медленное охлаждение внутри печи (скорость охлаждения 1.2 в минуту), сталь становится мягкой и пластичной.
4) Нормализация – нагрев более 723 , выдержка и охлаждение на воздухе. Сталь становится твёрже, чем после отжига, но обрабатывать можно.
(2)
Ковкий чугун получают отжигом из белого чугуна. Отличается повышенной прочностью и стойкостью к ударам. Из него изготавливают задние мосты, диски, картеры.
Маркируется KЧ 36-10
[36] – предел прочности на разрыв кг/силах
[10] – относительная удалённость в процентах
(3)
Взаимозаменяемостью называется смена одной детали или узла на другой, без дополнительной подгонки, подбора или обработки.
Стандарт – это документ, характеризующий свод требований и правил, применяемых к объекту стандартизации.
1. ГОСТ – государственный стандарт обязателен к применению всеми предприятиями Р.Ф. (Низшее качество).
2. ОСТ – отраслевой стандарт, обязателен всеми предприятиями отраслей.
3. СТП – стандарт предприятия. Исполняют все подразделения предприятия.
4. РСТ – республиканскийский стандарт, обязателен предприятиями, выпускающие специфическую продукцию региона.
5. ISO – международный стандарт стран с метрической системой мер.
9 Билет
(1)
Литьё – это операция по заполнению литейных форм, расплавленным металлом в результате которого получаются путной формы.
А) Литьё в землю – опоку укладывают на формовочный стол, закладывают в неё половину модели, заполняют формовочной смесью. Утрамбовывают и накалывают газоотводное отверстие. Тоже самое проделывают со второй опокой, формирую в ней литник и выпор. Модели достают опоки, собирают и заполняют форму расплавленным металлом, непрерывной струёй. После остывания отливку выколачивают, литник и выпор срезают.
Б) Литьё в коки (металлические формы). Коки состоят из двух половинок. Внутренняя полость вточность повторяют копию детали. Перед заливкой внутреннюю полость смазывают профитом или жидким стеклом. Форму прогревают до 80 C. Коки выдерживают несколько сотен отливок.
В) Литьё под давлением – металл в форму подаётся под давлением, поэтому получаются точные отливки, не требующие обработки.
Г) Центрабетное литьё – металл заливают во вращающуюся форму, под действием центрабетных сил. Шлаки и газы выталкиваются к центру вращения, металл самоуплотняется и самоотчищается.
(2)
Цветные металлы и их свойства.
А) Медь и сплавы на ёё основе – бронза и латунь.
Б) Алюминий и сплавы на его основе – Силумин.
В) дюралюминий – сплав меди, . Магний самый лёгкий металл и сплавы на его основе – магний литейный и магний деформированный.
Баббит – применяются для заливки подшипников скольжения, имеют низкий коэффициент трения и температуры плавления – сплав свинца и олова.
Б 83
[83] – 83% олова.
(3)
Допуск – разность между наибольшим и наименьшим предельным размером.
Поле допуска – поле, ограниченное верхним и нижним отклонением, определяется величиной допуска и его положением относительно номинального размера.
Посадка – это характер соединений деталей определяемый величиной, получающийся в нём зазоров или натягов.
10 Билет
(1)
1. Прокатка – заготовку пропускают между вращающимися волками, она приобретает форму профиля волков.
2. Волочение – используется для получения проволоки меньше 5мм в диаметре. Её пропускают через отверстие в фильере. Протягивая через ряд фильер, добиваются нужного диаметра.
3. Прессование – разогретый металл заключают внутри замкнутого профиля и поршнем выдавливают через точное отверстие.
4. Свободная ковка – разогретый металл кладут на наковальню и ударами молота предают нужную форму.
5. Штамповка – производится на штампах, внутренняя полость которых повторяет профиль будущей детали. Форму заготовке предают ударами внешнего штампа.
6. Холодная штамповка – она производится вытягиванием листа металла, расположенного на матрице куансомом, который давит на заготовку сверху.
(2)
Алюминий стоит на 3 месте по тепло- и электропроводности после серебра и меди.
Основное назначение: изготовление проводов и силовых кабелей.
Маркировка: А 99, А 98….А90..и т.д.
[А99] – 99.999% чистого алюминия.
Температура плавления 690 . AL литейный (силумин) - сплав алюминия и кремния. Обладает высокими литейными свойствами. Основное назначение – элементы двигателя внутреннего сгорания (блоки, головки блоков, поршни).
Маркировка: Д1…..Д20 (чем больше цифра, тем выше прочность).
(3)
Допуск – разность между наибольшим и наименьшим предельным размером.
Поле допуска – поле, ограниченное верхним и нижним отклонением, определяется величиной допуска и его положением относительно номинального размера.
Посадка – это характер соединений деталей определяемый величиной, получающийся в нём зазоров или натягов.
11 Билет
(1)
Сварка – это операция по получению неразъёмных соединений, за счёт совместного сплавления, или местного оплавления соединяемых деталей.
Виды сварки:
1. Кузнечная – получают путём совместной деформации раскалённой детали.
2. Электродуговая
А) Держатель. Б) Электрод.
В) Электрическая дуга. Г) Шов.
Д) Свариваемые детали. Е) Провода.
Оплавление кромов деталей происходит за счёт теплоты электрической дуги (5000-6000 ).
Питание дуги от сварочного трансформатора или генератора напряжением 360 Вольт, мощностью до 10 Киловатт. После касания заготовки электродом зажигается электрическая дуга, для защиты расплавленного металла шва от кислорода воздуха, на электроде имеется обмазка из жидкого стекла и мела, который выгорая образует газовое облако закрывающее шов.
3. Электроконтактная сварка:
а) Точечная – листы металла помещают между медными электродами, сжимают в точке контакта, металл оплавляется и сваривается.
б) Роликовая – листы пропускают между вращающимися электродами роликами, получая непрерывный герметичный шов.
(2)
Медь по тепло- и электропроводности уступает только серебру.
Маркируется: М0, М1….М6.
Чем больше цифра, тем больше примесей. Основное назначение – электропровода и арматура электропроводов.
Латунь – сплав меди и цинка, где цинка до 45%. Хорошо обрабатывается давлением. Изготавливают детали, работающие в агрессивных средах (повышенная влажность).
Л 59 – [59]-59% меди, 49%
Бронза – сплав меди олова и других металлов. Обладает высокими антикоррозийными и антифрикционными свойствами. Основное назначение – подшипники скольжения.
БРОФ–4-0.4
[4] – 4% олова, [0.4] – 0.4% фосфора, 95.6% - меди.
(3)
Допуск – разность между наибольшим и наименьшим предельным размером.
Поле допуска – поле, ограниченное верхним и нижним отклонением, определяется величиной допуска и его положением относительно номинального размера.
Посадка – это характер соединений деталей определяемый величиной, получающийся в нём зазоров или натягов.
Похожие работы





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...

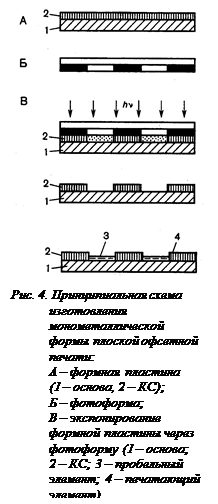
... клина, так как его применение довольно подробно рассматривается в руководстве, которое обязательно должно прилагаться к каждому клину [15]. ВЫВОДЫ 1. Исходя из всего вышесказанного мы получили следующую технологию изготовления монометаллических форм плоской офсетной печати копированием с фотоформ для изготовления рекламной листовки формата 210х297 мм, тиражом 2000 экземпляров (см.
... сборных и возведении монолитных железобетонных конструкций - экономия топлива,энергии,цемента и металла - относится к неотложным задачам сегодняшнего дня,требующим незамедлительного решения. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ ПРИ ПРОИЗВОДСТВЕ СБОРНОГО ЖЕЛЕЗОБЕТОНА Проблема экономии энергоресурсов возникла во второй половине нашего столетия.В последние годы к ее решению начали ...
... социального развития отдельных стран, регионов, территорий, трудовых ассоциаций. Различают технологии обучающие, внедренческие, самореализации и саморазвития личности и т.д. Короче говоря, классификация социальных технологий базируется на дифференциации как применяемых знаний, способов, методов, так и объектов (явлений, процессов, групп людей, их общностей и т.д.), поскольку к каждому из них ...
0 комментариев